一种相变导热结构及其制造方法与流程
1.本发明涉及散热模组领域,尤其是一种相变导热结构及其制造方法。
背景技术:
2.常用的相变导热元器件有热管和均温板两种,两者的工作原理是一样的,都是通过密闭容器内的低压工质在蒸发端受热后由液体变为蒸汽将热量带到冷凝端,冷凝变成液体后,又通过内壁上的毛细结构将液体吸回到蒸发端,从而将热量源源不断地从热源处带到冷凝处;热管和均温板的差异主要是结构不同、制造工艺不同、应用场景不同、导热效果不同。
3.当芯片尺寸不变或者增加较小而其功耗会成倍增加的情况下,芯片的热流密度也会相应成倍增加,比如功耗增加到500w甚至1000w,热流密度达到80~160(w/cm2)时,在散热空间和芯片对温度要求都不变的情况下,要求导热热阻必须降低很多才能满足要求,因热管和均温板的蒸汽腔体和蒸汽通道受限,已经满足不了高功耗、高热流密度芯片的导热需求;特别是当主板上方空间非常有限,相变导热元件需水平甚至逆流位置摆放情况下,且散热空间远离芯片的场景下,如服务器芯片采用浸没式散热和高度受限的高功耗显卡散热,既需要将芯片的热流密度降下来,还需将芯片的热量快速沿长度和宽度方向导到较远的散热空间,常规的相变导热元件达不到这种导热要求,所以必须研发新型的导热元件来解决高功耗、高热流密度芯片的导热问题。
技术实现要素:
4.本发明为了克服上述中存在的问题,提供了一种相变导热结构及其制造方法,其均温空腔、热管空腔具有连通的多孔介质毛细结构,蒸汽腔体和蒸汽通道不会受限,形成一个蒸汽能够到达任何位置、液体能够及时回流到蒸发端的相变导热元件(3dvc),蒸汽通道和多孔介质毛细结构的互联互通从而增大了其导热功率,减小热阻。
5.本发明解决其技术问题所采用的技术方案是:一种相变导热结构,包括:底板,底板内部具有均温空腔,均温空腔内壁设置有一层多孔介质毛细结构;
6.至少一热管,热管一端为开口结构,另一端为封闭结构,内部具有热管空腔,热管空腔内壁设置有一层多孔介质毛细结构,热管的开口端插设在底板内,其热管空腔与均温空腔连通,形成真空空腔,并且热管空腔内壁的多孔介质毛细结构与均温空腔内的多孔介质毛细结构相连成一体,形成一体的多孔介质毛细结构;所述的多孔介质毛细结构内具有液体工质。
7.作为优选,所述底板的侧壁面设置有多个用于安装热管的外翻边插孔。
8.作为优选,所述的外翻边插孔为腰形孔。
9.作为优选,所述底板的侧面设置有拔模斜度,所述外翻边插孔设置于拔模斜度壁面,并且外翻边插孔与热管外表面紧密配合焊接密封成一体结构。
10.作为优选,还包括盖板,底板的上下端面的其中一面为开口结构,盖板设置在底板
开口上,紧密配合焊接密封,形成上述均温空腔,盖板的底面设置有多孔介质毛细结构,盖板的多孔介质毛细结构与底板的多孔介质毛细结构连接为一体结构。
11.作为优选,所述盖板的底面设置有与底板开口适配的凸台。
12.作为优选,所述的均温空腔内设置有至少一铜柱,铜柱的两端分别固定焊接于底板与盖板。
13.作为优选,所述铜柱外表面具有多孔介质毛细结构,该多孔介质毛细结构分别与底板、盖板上的多孔介质毛细结构连接为一体。
14.作为优选,还包括延伸均温板,所述延伸均温板通过连接热管与所述底板内部的均温空腔连通,延伸均温板、均温空腔、连接热管之间具有一体的多孔介质毛细结构
15.本发明还提供了一种相变导热结构的制造方法,包括如下步骤: 1)冲压或锻造出底板和盖板,并在底板的拔模斜度面上开设外翻边插孔;
16.2)提供尾端缩尾焊接密封,并在内壁烧结铜粉的热管,将热管开口段插入底板翻边结构中紧配;
17.3)将装配好热管的底板内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;
18.4)在盖板内壁填粉并且烧结,形成铜粉面,铜柱外表面烧结铜粉环或单独烧结铜粉环;
19.5)将盖板、底板、铜柱和铜粉环装配好送炉子扩散焊接或铜焊膏钎焊;
20.6)将热管和底板翻边结构铜焊膏焊接,得到相变导热结构半成品;
21.7)对步骤6)中得到的相变导热结构半成品依次进行还原、测漏、注入液体工质、抽真空除气、加热除气和封口的工序;
22.8)对热管弯曲或压扁成型,得到相变导热结构成品。
23.作为优选,所述步骤4)与步骤1-3)同时进行。
24.进一步地,本发明还提供了一种包括延伸均温板的相变导热结构的制造方法,包括如下步骤:1)冲压或锻造出一对底板和一对盖板,在其中一块底板的拔模斜度面上开设两个外翻边插孔,在两块盖板的上开设四个外翻边孔;
25.2)提供尾端缩尾焊接密封,并在内壁烧结铜粉的热管,将热管开口段插入其中一块底板的拔模斜度面上的外翻边插孔中紧配;
26.3)将装配好热管的底板内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;并对另一块底板内壁填粉,送炉子进行烧结;
27.4)提供两端为开口,并在内壁烧结铜粉的热管,将热管连接于两块盖板的上的外翻边孔之间;
28.5)将由热管连接好的两块盖板的内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;
29.6)在盖板内壁填粉并且烧结,形成铜粉面,铜柱外表面烧结铜粉环或单独烧结铜粉环;
30.7)将两个盖板分别与两个底板装配好送炉子扩散焊接或铜焊膏钎焊;
31.8)将热管和底板翻边结构铜焊膏焊接,得到相变导热结构半成品;
32.9)对步骤6)中得到的相变导热结构半成品依次进行还原、测漏、注入液体工质、抽
真空除气、加热除气和封口的工序;
33.10)对热管弯曲或压扁成型,并且安装散热鳍片得到实施例2中的相变导热结构成品
34.本发明的有益效果是:一种相变导热结构及其制造方法,其均温空腔、热管空腔具有连通的多孔介质毛细结构,蒸汽腔体和蒸汽通道不会受限,形成一个蒸汽能够到达任何位置、液体能够及时回流到蒸发端的相变导热元件(3dvc),蒸汽通道和多孔介质毛细结构的互联互通从而导致了其导热功率的增大,热阻的减小。
附图说明
35.下面结合附图和实施例对本发明进一步说明。
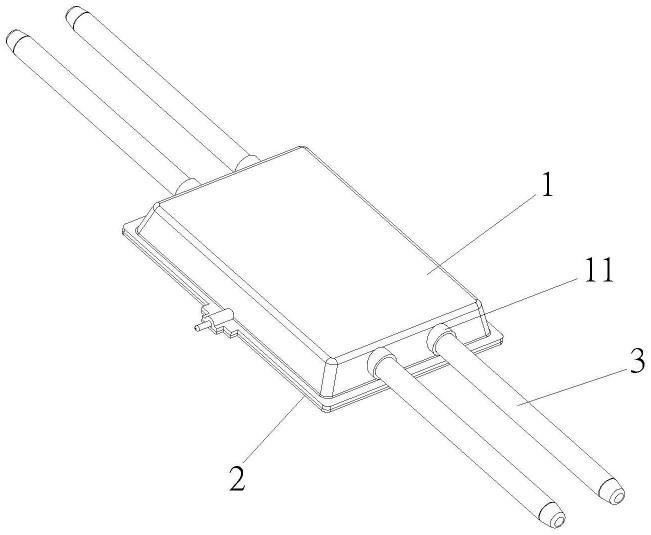
36.图1是本发明所述的一种相变导热结构的圆管结构示意图;
37.图2是本发明所述的一种相变导热结构的腰形管结构示意图;
38.图3是本发明所述的一种相变导热结构的拆分结构示意图;
39.图4是本发明所述的一种相变导热结构的正视剖面结构示意图;
40.图5是本发明所述的一种相变导热结构的侧视剖面结构示意图;
41.图6是本发明所述实施例2中的相变导热结构的结构示意图;
42.图7是本发明所述实施例2中的相变导热结构的正视剖面结构示意图;
43.图8是本发明所述的一种相变导热结构的制造方法流程图;
44.图9是本发明所述的一种相变导热结构的制造方法中实施例5中的相变导热结构成品结构示意图。
具体实施方式
45.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
46.实施例1
47.如图1-5所示的相变导热结构,由底板1、盖板2及多热管3组成,其底板1、盖板2合围形成内部具有均温空腔、盒状结构的均温底板,均温空腔内壁设置有一层多孔介质毛细结构10;其热管3一端为开口结构,另一端为封闭结构,内部具有热管空腔,热管空腔内壁设置有一层多孔介质毛细结构10,热管3的开口端插设在底板1 内,使其热管空腔与均温空腔连通,形成真空空腔,并且热管空腔内壁的多孔介质毛细结构10与均温空腔内的多孔介质毛细结构10相连成一体,形成一体的多孔介质毛细结构10;所述的多孔介质毛细结构内具有液体工质。本实施例中,该液体工质为去离子水。
48.所述底板1的侧壁面设置有多个用于安装热管3的外翻边插孔 11。热管3与外翻边插孔11之间的接触面通过铜焊膏焊接密封,形成焊接面31,参见图4。
49.其中,底板1、盖板2合围形的盒状结构为高度远小于长宽的薄板状结构,并且底板1的侧面,即底板1的高度面,设置有拔模斜度,所述外翻边插孔11设置于拔模斜度壁面,即高度面,并且外翻边插孔11与热管3外表面紧密配合焊接密封成一体结构。
50.其中,外翻边插孔11不限于圆孔或腰形孔。
51.参见图1、2,图1为圆形孔,图2为腰形孔;在底板1侧面上开翻边孔,翻边孔的大小
受均温板底板厚度、拉伸高度和拔模斜度的影响,一般对于1mm厚的底板,其拉伸高度都不会超过15mm,翻边孔的圆孔内径很难超过8mm,对于超高功耗的芯片导热来讲,需要蒸汽腔体很大,即使8mm也难满足要求,翻边孔设计为腰型孔时,将 10mm甚至更大的圆管成型为腰型孔结构配合,能够增加蒸汽腔体,能够满足更高功耗的芯片导热。
52.其中,底板1的上下端面的其中一面为开口结构,本实施例中,底板1的敞口端为开口结构,盖板2设置在底板1开口上,紧密配合焊接密封,形成上述均温空腔,盖板2的底面设置有多孔介质毛细结构10,盖板2的多孔介质毛细结构10与底板1的多孔介质毛细结构 10连接为一体结构。
53.所述盖板2的底面设置有与底板1开口适配的凸台21。并且多孔介质毛细结构烧结于该凸台面上。
54.如图3、4所示,所述的均温空腔内设置有至少一铜柱4,铜柱4 的两端分别固定焊接于底板1与盖板2,为均温空腔提供支撑力。本实施例中铜柱4为四根,均匀设置于均温空腔内。
55.其铜柱4外表面也具有多孔介质毛细结构10,形成铜粉环结构,该多孔介质毛细结构10分别与底板、盖板上的多孔介质毛细结构10 连接为一体。
56.多孔介质毛细结构特征:铜管内壁的多孔介质毛细结构为烧结铜粉;底板内壁的多孔介质毛细结构为烧结铜粉或铜网,但与铜管内壁铜粉相连部分必须烧结铜粉;盖板内壁的多孔介质毛细结构为烧结铜粉或铜网。
57.本实施例中的一种相变导热结构,其内部的真空空腔每个部分均烧结了一体连通的多孔介质毛细结构,通过把热管的蒸汽通道和均温板的蒸汽通道互联互通、热管的毛细结构和均温板的毛细结构也互联互通,从而形成一个蒸汽能够到达任何位置、液体能够及时回流到蒸发端的相变导热元件(3dvc),蒸汽通道和毛细结构的互联互通从而增大了导热功率,减小热阻。
58.即使主板上方空间非常有限,相变导热元件需水平甚至逆流位置摆放情况下,且散热空间远离芯片的场景下,本发明中的相变导热结构,也能达到导热要求,本发明的相变导热结构,蒸汽能够到达任何位置、液体能够及时回流到蒸发端,蒸汽通道和毛细结构的互联互通,解决高功耗、高热流密度芯片的导热问题。
59.实施例2
60.如图6、7所示,本实施例在实施例1的基础上,增加了延伸均温板5,其延伸均温板5与实施例1中的均温底板结构相同,也由底板和盖板组成,并且在实施例1中的盖板2底面开设4个外翻边插孔,同理,延伸均温板的盖板设置相同的外翻边插孔,该外翻边插孔安装连接热管6,延伸均温板与实施例1中的盖板2通过连接热管6连通,该延伸均温板与实施例1中的均温空腔连通,并且烧结有一体的多孔介质毛细结构。
61.在本实施例中的相变导热结构,延伸均温板5为吸热部分,实施例1中的底板1上部、热管3均设置有散热鳍片7,并且在上部安装风扇进行散热。
62.本实施例的相变导热结构,延伸均温板5作为吸热部分,垂直向下延伸,整体结构紧凑,适应于显卡上有限的空间布局,吸热部分与显卡芯片相贴,相变导热结构为水平布置摆放,能够解决解决高功耗、高热流密度芯片的导热问题。
63.实施例3
64.如图8所示,本发明还提供了一种相变导热结构的制造方法,包括如下步骤:1)冲压或锻造出底板和盖板,并在底板的拔模斜度面上开设外翻边插孔;
65.2)提供尾端缩尾焊接密封,并在内壁烧结铜粉的热管,将热管开口段插入底板翻边结构中紧配;
66.3)将装配好热管的底板内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;
67.4)在盖板内壁填粉并且烧结,形成铜粉面,铜柱外表面烧结铜粉环或单独烧结铜粉环;
68.5)将盖板、底板、铜柱和铜粉环装配好送炉子扩散焊接或铜焊膏钎焊;
69.6)将热管和底板翻边结构铜焊膏焊接,得到相变导热结构半成品;
70.7)对步骤6)中得到的相变导热结构半成品依次进行还原、测漏、注入液体工质、抽真空除气、加热除气和封口的工序;
71.8)对热管弯曲或压扁成型,得到实施例1中的相变导热结构成品。
72.其中,所述步骤4)与步骤1-3)同时进行。
73.步骤1)中,平板冲压拉伸出底板凸台,底板凸台侧面冲压成型翻边孔。步骤2)中,采用铜管尾端缩管、焊尾,铜管内壁填铜粉并入炉烧结;铜管定长、开口端去毛刺、整圆。步骤3)中,铜管开口端插入底板翻边孔内侧并紧配,底板内壁填铜粉并与铜管内壁烧结铜粉连接,再入炉烧结。同时进行步骤4),盖板冲压成型,盖板内壁填粉入炉烧结。
74.实施例4
75.相变导热结构的制造方法,包括如下步骤:1)冲压或锻造出一对底板和一对盖板,在其中一块底板的拔模斜度面上开设两个外翻边插孔,在两块盖板的上开设四个外翻边孔;
76.2)提供尾端缩尾焊接密封,并在内壁烧结铜粉的热管,将热管开口段插入其中一块底板的拔模斜度面上的外翻边插孔中紧配;
77.3)将装配好热管的底板内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;并对另一块底板内壁填粉,送炉子进行烧结;
78.4)提供两端为开口,并在内壁烧结铜粉的热管,将热管连接于两块盖板的上的外翻边孔之间;
79.5)将由热管连接好的两块盖板的内壁填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;
80.6)在盖板内壁填粉并且烧结,形成铜粉面,铜柱外表面烧结铜粉环或单独烧结铜粉环;
81.7)将两个盖板分别与两个底板装配好送炉子扩散焊接或铜焊膏钎焊;
82.8)将热管和底板翻边结构铜焊膏焊接,得到相变导热结构半成品;
83.9)对步骤6)中得到的相变导热结构半成品依次进行还原、测漏、注入液体工质、抽真空除气、加热除气和封口的工序;
84.10)对热管弯曲或压扁成型,并且安装散热鳍片得到实施例2中的相变导热结构成品。
85.实施例5
86.相变导热结构的制造方法,包括如下步骤:1)锻造出底板和铜柱一体结构,并在底板侧部机加工开设外翻边插孔,冲压或锻造出盖板;
87.2)提供尾端缩尾焊接密封,并在内壁烧结铜粉的热管,将热管开口段插入底板翻边结构中紧配;
88.3)将装配好热管的底板内壁及铜柱外壁面填粉,保证铜粉与热管内壁烧结好的铜粉相连,再送炉子进行烧结;
89.4)在盖板内壁填粉并且烧结,形成铜粉面;
90.5)将盖板、底板、铜柱和铜粉环装配好送炉子扩散焊接或铜焊膏钎焊;
91.6)将热管和底板翻边结构铜焊膏焊接,得到相变导热结构半成品;
92.7)对步骤6)中得到的相变导热结构半成品依次进行还原、测漏、注入液体工质、抽真空除气、加热除气和封口的工序;
93.8)对热管弯曲或压扁成型,得到如图9所示的锻造结构的相变导热结构成品。
94.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1