一种加工省时省料的散热片及其加工方法与流程
1.本发明属于散热片加工技术领域,具体是涉及一种加工省时省料的散热片及其加工方法。
背景技术:
2.常规线切割工艺就是让钼丝根据被加工的工件轮廓轨迹完整切割一圈。散热片是多齿状的构型,散热片密集到一定程度,只能通过电火花线切割工艺来加工。为了保证切割面的精度和平整度,线切割在切割面的移动速度不能快,故加工时间很长。
技术实现要素:
3.本发明的目的在于针对上述问题,提供一种加工省时省料的散热片及其加工方法,散热片的散热齿相互搭配的设计,这样线切割加工时,走一遍散热片轨迹,则能加工出两个散热齿轮廓,相对常规的单个散热片的加工,能节省材料用量和加工时间。
4.本发明的技术方案是这样实现的。
5.一种加工省时省料的散热片,其特征在于:包括成对的下散热片和上散热片,所述下散热片由下部的散热片主体架和若干并排向上突出的散热齿组成,所述上散热片由上部的散热片主体架和若干并排向下突出的散热齿组成;所述下散热片的散热齿和上散热片的散热齿交错排列并拼成无缝的板状结构。
6.进一步地,所述上散热片、下散热片均为左右对称结构。
7.进一步地,所述上散热片的散热片主体架与下散热片的散热片主体架呈上下对称结构。
8.进一步地,所述上散热片的散热片主体架与下散热片的散热片主体架均呈左右方向上的狭长结构,并且上散热片的散热齿的齿根呈向上凸的曲线状分布,下散热片的散热齿的齿根呈向下凹的曲线状分布。
9.上述的向上凸的曲线与向下凹的曲线呈上下对称分布。
10.基于上述加工省时省料的散热片的加工方法,其步骤为:(1)根据要加工得到的成对的上散热片、下散热片的形状设计好线切割加工装置运行的轨迹线,其轨迹线设计为:从上散热片、下散热片的右侧中间开始,沿着下散热片的下部轮廓到达上散热片、下散热片的左侧,然后从左向右蛇形运动,一次连续的蛇形运动轨迹加工出上散热片、下散热片的所有散热齿,蛇形运动轨迹到达然后上散热片、下散热片的右侧结束,然后接着沿着上散热片的上部轮廓到达上散热片、下散热片的左侧。
11.(2)利用线切割加工装置在一张板材上按照步骤(1)的轨迹形状加工出成对的一组上散热片和下散热片;(3)将线切割加工装置移动到下一组散热片的加工起始点位置,重复步骤(2)在板材上加工出其它的的散热片组,直至加工完。
12.本发明的有益效果是:1、本发明在不影响散热片的形状和性能的前提下,散热片
成对设计,其散热齿相互搭配的设计,线切割加工时,走一遍散热片轨迹,则能加工出两个散热齿轮廓,相比常规的单个散热片的加工,在节省材料用量和缩短加工时间都有大幅改善,达到明显省时省料的效果。2、线切割加工路线也得到优化,常规方法的线切割加工起始点和结束点在同一位置,而本发明的线切割加工起始点和结束点设在散热片两端,自然过渡到了下一组散热片的加工位置,节省了调整线切割装置到下一组散热片的位移和时间。
附图说明
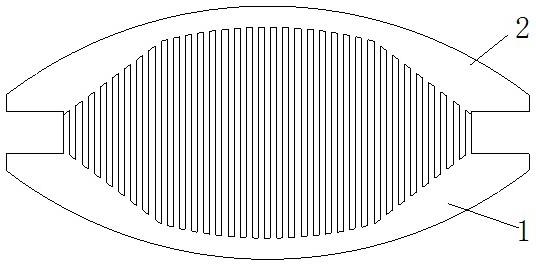
13.图1为本发明散热片合在一起的结构示意图。
14.图2为本发明散热片上下分离后的结构示意图。
15.图3为常规散热片线切割加工线路图。
16.图4为本发明散热片线切割加工线路图。
17.图5为常规散热片整板排列图。
18.图6为本发明散热片整板排列图。
19.在图中,1、下散热片,2、上散热片。
具体实施方式
20.下面通过实施例以及说明书附图对本发明的技术方案做进一步地详细说明。
21.如图1、图2所示,一种加工省时省料的散热片,包括成对的下散热片1和上散热片2,所述下散热片1由下部的散热片主体架和多根并排向上突出的散热齿组成,所述上散热片2由上部的散热片主体架和多根并排向下突出的散热齿组成;所述下散热片1的散热齿和上散热片2的散热齿交错排列并拼成无缝的板状结构。
22.所述上散热片2、下散热片1均为左右对称结构。
23.所述上散热片2的散热片主体架与下散热片1的散热片主体架呈上下对称结构。
24.所述上散热片2的散热片主体架与下散热片1的散热片主体架均呈左右方向上的狭长结构,并且上散热片2的散热齿的齿根呈向上凸的曲线状分布,下散热片1的散热齿的齿根呈向下凹的曲线状分布。所述的向上凸的曲线与向下凹的曲线呈上下对称分布。
25.基于上述加工省时省料的散热片的加工方法为:(1)根据要加工得到的成对的上散热片2、下散热片1的形状设计好线切割加工装置运行的轨迹线,其轨迹线设计为:如图4所示,从上散热片2、下散热片1的右侧中间a点开始,沿着下散热片1的下部轮廓b-c-d-e-f到达上散热片2、下散热片1的左侧g点,然后从左向右蛇形运动g-h-i-j-k-m-n-o-******-p-q,一次连续的蛇形运动轨迹加工出上散热片2、下散热片1的所有散热齿,蛇形运动轨迹到达然后上散热片2、下散热片1的右侧q点结束,然后接着沿着上散热片2的上部轮廓r-s-t-u-v-w到达上散热片2、下散热片1的左侧x点。
26.(2)利用线切割加工装置在一张板材上按照步骤(1)的轨迹形状加工出成对的一组上散热片2和下散热片1。
27.(3)如图6,将线切割加工装置移动到下一组散热片的加工起始点位置,重复步骤(2)在板材上加工出其它的的散热片组,直至加工完。
28.以上提出的散热片,其散热齿相互搭配的设计,这样线切割加工时,走一遍散热片轨迹,则两个能加工出两个散热齿轮廓。相对常规的单个散热片的加工,能节省材料用量和
加工时间。
29.常规的线切割加工装置运行的轨迹线如图3中箭头方向所示,一次加工出一个散热片。
30.以下通过具体实验数据对本发明的加工方法和常规方法进行材料用量和加工时间的对比:一、材料使用量的对比计算1.常规方案:如图5中12个散热片阵列面积290*145=42050 (mm^2),平均每个散热片需要面积3504.17 mm^2。
31.2.本发明方案:如图6中24个散热片阵列面积310*158=48980 (mm^2)平均每个散热片需要面积2040.83 mm^2。
32.改进方案/常规方案面积比例=2040.83/3504.17*100%=58.2%,平均可节省41.8%的材料。
33.二、线切割轨迹长度对比计算本发明的方案中一次加工出成对的散热片,一个上散热片2、一个下散热片1。
34.常规方案只加工出一个上散热片2或者是一个下散热片1。
35.上散热片的轮廓轨迹长度:总长度1951.29 mm,除去散热片齿部分其余长度117.09 mm,散热片齿部分长度1834.2 mm。
36.下散热片轮廓轨迹长度,总长度1939.29 mm,除去散热齿部分其余长度118.09 mm,散热齿部分长度1821.2 mm。
37.切割时间对比即为切割轮廓线长度对比(假设为相同进给速度):常规方法加工:上散热片切割单个为1951.29 mm;本发明方法加工(加工一对散热片):117.09+118.08+1834.2+1=2070.37 (mm)。
38.平均切割长度比例:本发明方案/常规方案=2070.37/(1951.29*2)*100%=53.1%,因此,平均可节省46.9%的线切割时间。
39.从以上数据看出,本发明的加工方法相比常规方法在节省材料用量和缩短加工时间都有大幅改善,达到明显省时省料的效果。
40.另外,本发明线切割加工路线也得到优化,常规方法的线切割加工起始点和结束点在同一位置(如图3),而本发明的线切割加工起始点和结束点设在散热片两端(如图4),自然过渡到了下一组散热片的加工位置(如图6),节省了调整线切割装置到下一组散热片的位移和时间。
41.以上所述是本发明的优选实施例,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1