一种基于烧嘴压力测量的加热炉烧嘴自动控制方法与流程
本发明属于冶金加热炉燃烧控制领域,具体涉及一种基于烧嘴压力测量的加热炉烧嘴自动控制方法。
背景技术:
1、大多数热轧步进式加热炉除了均热段(最后一段)顶部采用了平焰烧嘴(平焰烧嘴可根据设定温度自动调整空气和煤气流量),其他各加热控制区域均采用侧烧嘴,且全部安装在侧墙上。步进式加热炉主视图如图1,俯视图如图2。
2、然而在长期的使用过程中,步进式加热炉产生的主要问题如下:
3、a)由于煤气管道内的煤气含有较多杂质,烧嘴和管道不可避免的会产生不同程度的堵塞,从而降低能源使用效率,导致燃烧不稳定,炉温也会不均匀。
4、b)由于不同板坯的生产工艺不同,空煤气在压力管道内的波动,不同烧嘴的实际负荷也会不同,同样会导致炉温不均匀。
5、上述这些问题严重影响步进式加热炉的使用效果,直接影响板坯的加热质量,至今没有一个较好的方法能够通过控制系统的灵活运用改善该问题。
6、申请号为:cn201410035173.7的发明申请(申请日2014.01.24申请人宝钢股份有限公司),公开了“一种脉冲式板坯加热炉用温度控制方法”。该控制方法的关键是,根据炉气设定温度和热电偶检测的炉温进行计算,得到脉冲烧嘴的燃烧时间。但该方法建立在脉冲烧嘴阀门开关运行稳定的情况下,且依赖炉内热电偶的数值准确性,用于对出炉温度极差要求很高的板坯时,其效果并不显著。
7、申请号为:cn201110359971.1的发明申请(申请日2011.11.14申请人北京首钢自动化信息技术有限公司),公开了一种“加热炉智能双交叉限幅燃烧自动控制方法”。该控制方法的关键是通过热电偶检测加热炉内的炉温并与设定炉气温度对比,然后通过修改烧嘴流量使得实际炉温与设定温度看齐。然而,因该方法过于依赖炉内热电偶的数值准确性,且忽视了炉内温度的均匀性,同样,当面对出炉温度极差要求很高的板坯时,其效果并不显著。
技术实现思路
1、为解决以上问题,提高炉内温度稳定性及板坯加热的温度均匀性,本发明提供了一种基于单个烧嘴压力测量的加热炉烧嘴控制方法。
2、由于传统的步进式加热炉在生产温度均匀性要求较高的板坯时,其合格率并不理想,本发明首先对均热段侧烧嘴进行煤气和空气的压力实时监控,并通过无线传输的方式传给加热炉控制系统,再根据空煤管道的波动不同,进行相应均热段烧嘴的开关或温度控制。同时均热段侧烧嘴的空气流量也会跟着实测压力进行实施变化,帮助提高炉气温度均匀性与燃烧质量,从而提高出炉板坯温度均匀性并且降低能耗。
3、一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,适用于生产同批出炉温度均匀性要求较高的板坯;其特征在于:
4、针对出炉温度均匀性要求较高的板坯,在影响出炉板坯温度均匀性最大的加热炉均热段的常规烧嘴处分别安装煤、空气压力实时监控系统,并把单个烧嘴的煤、空气压力数据通过无线传输的方式提供给计算机控制系统;
5、根据空煤气总管的波动情况与当前两侧单个常规烧嘴的煤、空气压差实测值,计算机控制系统自动判断加热炉内,尤其是均热段内的温度均匀性,包括炉内的两侧温度、中间温度的均匀性;
6、再根据温度均匀性的判断结果,计算机控制系统自动如下:
7、均热段两侧常规烧嘴的开关设定:同步关闭相应常规烧嘴的空气与煤气开关,
8、炉顶平焰烧嘴的温度设定:具体范围为在当前温度的基础上调整20-50℃,进一步相应调整平焰烧嘴的流量,及
9、相应的空燃比:具体为均热段下部段(侧烧嘴)的空气总管压力/流量,从而达到稳定加热炉内炉温、提高出炉板坯温度均匀性、降低加热炉能耗并实现烧嘴自动化开关的目的。
10、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,所述方法包括如下步骤:
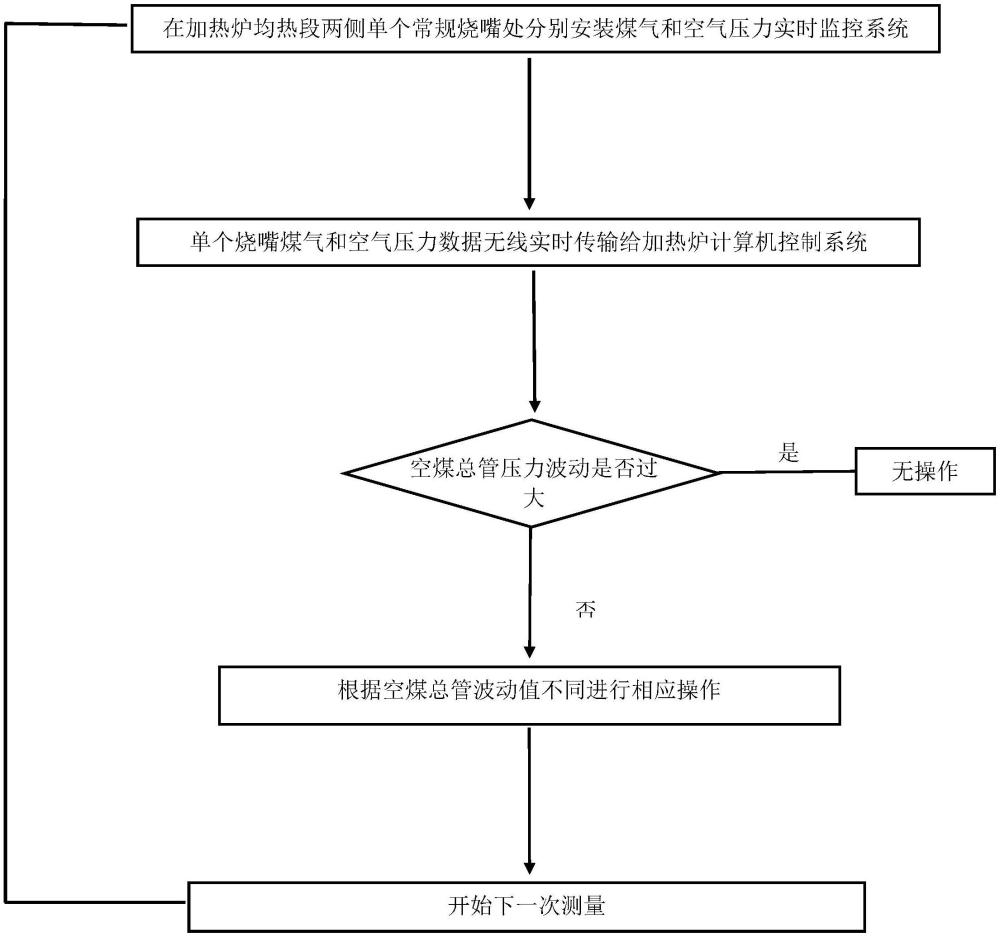
11、s1:在加热炉均热段两侧单个常规烧嘴处,分别安装煤、空气(煤气和空气) 压力实时监控系统;
12、s2:将单个烧嘴的煤气和空气压力数据无线实时传输给加热炉计算机控制系统;
13、s3:判断空气和煤气总管流量是否波动过大;
14、如煤气和空气波动指数都在下述相应第一参考值范围内:
15、煤气总管第一参考值为100nm3/h,空气总管第一参考值为150nm3/h,
16、则进入步骤s4-s7;
17、如果煤气和空气波动指数有一个大于相应第一参考值,又都小于相应第2参考值:
18、煤气总管第2参考值为200nm3/h,空气总管第2参考值为300nm3/h,
19、则为了提高控制稳定性,进入步骤s8-s11;
20、如果煤气和空气波动指数有一个大于相应第2参考值,则可认为管道波动过大,为了提高控制稳定性,停止操作,本操作方案终止。
21、s4:判断单个烧嘴的空燃比是否严重失调,如果严重失调(单个烧嘴实际测量空煤压力所得的空燃比超过理论空燃比±50%时,认为该烧嘴已不具备正常工作状态),则关闭该烧嘴;
22、s5:判断两侧烧嘴煤气测量压差和之差,即,表示不同两侧烧嘴各自的煤气压差之和之间的差(|∑a侧烧嘴煤气压差-∑b侧烧嘴煤气压差|)是否大于第3参考值:
23、单个烧嘴的煤气额定压差乘以0.9;
24、如果小于第3参考值,则暂不进行s5操作进入s6,反之,则计算机控制系统根据两侧烧嘴煤气压差和之差,关闭相应的侧烧嘴1-2支;
25、s6:判断两侧是否有烧嘴煤气测量压差低于第4参考值的300pa,同时又高于第5参考值的20pa,如果没有则不进行任何操作,s6操作终止,进入s7;
26、反之则计算机控制系统根据符合判断条件的烧嘴个数控制中间平焰烧嘴操作方式,即控制平焰烧嘴温度进而控制其流量;
27、s7:如果根据单个烧嘴测量空煤压力计算得出的空燃比与总管设定空燃比相差过大,则调整空气总管压力。
28、s8:判断是否有单个烧嘴的空燃比在一定时间段内连续两次严重失调,如果是,则关闭该烧嘴,本操作方案仍进行;
29、s9:判断两侧烧嘴测量煤气压差和之差是否在一定时间段内,连续两次大于第3参考值,第3参考值为单个烧嘴的煤气额定压差乘以0.9,如果是,则计算机模型根据两侧烧嘴压差和之差关闭1-2支侧烧嘴,如果小于第3参考值则暂不进行任何操作,s9操作终止,进入s10;
30、s10:判断两侧是否有烧嘴煤气测量压差是否在一定时间段内(两个测量时间周期)连续两次低于第4参考值,又同时高于第5参考值,如果有,则计算机模型根据符合判断条件的烧嘴个数控制中间平焰烧嘴操作方式,即控制平焰烧嘴温度进而控制其流量;
31、s11:如果根据单个烧嘴测量空煤压力计算得出的空燃比在一定时间段内(两个测量时间周期)连续两次与总管设定空燃比相差过大(超过30%),则调整空气总管压力(幅度为30%)
32、至此,本发明的加热炉烧嘴自动控制方法基本完成。
33、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
34、在s8,s9:所述一定时间段指两个测量时间周期内,一个测量时间周期约为5 分钟。
35、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,
36、在步骤s3中,所述的波动指数,根据如下确定:
37、煤气管道波动指数:10分钟(或8-20分钟)以内煤气总管的所有流量数据的标准差(如一分钟采集一次,则10分钟就有10个煤气总管流量值,8-20分钟就有8-20个煤气总管流量值);
38、空气管道波动指数:与煤气管道一样,10分钟以内空气总管的所有流量数据的标准差,
39、
40、其中:
41、s——标准差(波动指数),
42、x1,x2...x10——10分钟以内的总管流量数据,
43、——10分钟内的总管流量平均值,
44、煤气总管第1参考值为100nm3/h,煤气总管第2参考值为200nm3/h;
45、空气总管第1参考值为150nm3/h,空气总管第2参考值为300nm3/h。
46、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
47、在步骤s4中,所述的单个烧嘴的空燃比是否严重失调,根据如下确定:
48、当单个烧嘴的实际空燃比超过理论空燃比±50%时,认为该烧嘴已不具备正常工作状态,关闭该烧嘴。
49、另外,空燃比根据实际测量的煤气与空气压差、压差流量转换公式(根据管道设计参数得到)、燃料热值、温度计算,这里不再表述。
50、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
51、在步骤s5中,所述的两侧烧嘴压差和之差是否大于第3参考值和控制侧烧嘴开关操作方式,如下判断和确定:
52、烧嘴测量压差为单个烧嘴(一般均热段一侧有3-4支烧嘴,两侧对称)的上游测量的煤气/空气管道压力减去下游测量的煤气/空气管道压力之差;
53、两侧烧嘴煤气压差和之差表示不同两侧烧嘴各自的煤气压差之和之间的差 (|∑a侧烧嘴煤气压差-∑b侧烧嘴煤气压差|);
54、第3参考值为单个烧嘴的煤气额定压差乘以0.9(一般均热段单个烧嘴的煤气额定压差为500pa);
55、当两侧烧嘴的煤气压差和之差大于第3参考值时,压差较大一侧关闭其中1 支压差最小的烧嘴;
56、当两侧烧嘴的煤气压差和之差大于两倍第3参考值时,压差较大一侧再关闭其中1支压差第二小的烧嘴。
57、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
58、在步骤s6中,所述的两侧是否有烧嘴煤气测量压差低于第4参考值、高于第 5参考值和控制中间平焰烧嘴温度,根据如下确定:
59、第4参考值为300pa;第5参考值为20pa。
60、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
61、当有一支正常工作的侧烧嘴煤气测量压差小于第4参考值并大于第5参考值时,提高中间平焰烧嘴温度20℃;
62、当有两支以上正常工作的侧烧嘴煤气测量压差小于第4参考值并大于第5参考值时,提高中间平焰烧嘴温度40℃;
63、烧嘴煤气压差小于第5参考值既认为烧嘴不在正常工作状态。平焰烧嘴通过提高温度进而提高其相应空煤管道流量。
64、因为,由于侧烧嘴煤气流量过小会使得烧嘴火焰过短从而导致加热炉中部炉气温度偏低,上述特征用于保持出炉板坯温度均匀性。
65、根据本发明所述一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于,
66、在步骤s7中,所述的根据单个烧嘴测量的煤气和空气压差调整相应的总管流量,根据如下确定:
67、当均热段全部在正常工作状态下的侧烧嘴的实际测量煤气流量总和和空气流量总和对应的空燃比与实际煤气总管流量与空气总管流量对应的空燃比相差大于 30%,则相应调整均热段侧烧嘴总空气管道流量设定值(总空气管道流量设定值一般根据总煤气管道流量设定值和理论空燃比计算)。
68、如单个烧嘴测量所得空燃比大于总管空煤气流量计算空燃比30%以上,则向下调整总空气管道流量设定值30%;
69、反之,如单个烧嘴测量所得空燃比小于总管空煤气流量计算空燃比30%以上,则向上调整总空气管道流量设定值30%。
70、否则,视为正常波动,不予调整。
71、根据本发明,单个烧嘴测量所得煤气/空气流量总和计算:先根据单个烧嘴的煤气/空气测量压差值和压差流量转换公式(根据管道设计参数得到)计算相应的单个烧嘴检测流量值。把所有均热段正常工作状态下的侧烧嘴检测流量值相加既得出测量所得总煤气/空气管道流量值。
72、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
73、在步骤s8中,所述的一定时间段内两次严重失调。一定时间段内为两个测量时间周期。其他与s4一样。
74、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
75、在步骤s9中,所述的判断两侧烧嘴测量煤气压差和之差是否在一定时间段内连续两次大于第3参考值。一定时间段内为两个测量时间周期。其他与s5一样。
76、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
77、步骤s10中所述的判断两侧是否有烧嘴煤气测量压差是否在一定时间段内连续两次低于第4参考值高于第5参考值。一定时间段内为两个测量时间周期。其他与s6一样。
78、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
79、步骤s11中所述的根据单个烧嘴测量的煤气和空气压差调整相应的总管流量,根据如下确定:当均热段全部在正常工作状态下的侧烧嘴的实际测量煤气流量总和和空气流量总和对应的空燃比与实际煤气总管流量与空气总管流量对应的空燃比在一定时间段内(两个测量时间周期)连续两次相差大于30%,则相应调整均热段侧烧嘴总空气管道流量设定值。单个烧嘴测量所得空燃比大于总管空煤气流量计算空燃比30%以上,则向下调整总空气管道流量设定值30%;反之,单个烧嘴测量所得空燃比小于总管空煤气流量计算空燃比30%以上,则向上调整总空气管道流量设定值30%。否则,视为正常波动,不予调整。
80、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
81、步骤s11中所述的根据单个烧嘴测量的煤气和空气压差调整相应的总管流量,根据如下确定:当均热段全部在正常工作状态下的侧烧嘴的实际测量煤气流量总和和空气流量总和对应的空燃比与实际煤气总管流量与空气总管流量对应的空燃比在一定时间段内(两个测量时间周期)连续两次相差大于30%,则相应调整均热段侧烧嘴总空气管道流量设定值。单个烧嘴测量所得空燃比大于总管空煤气流量计算空燃比30%以上,则向下调整总空气管道流量设定值30%;反之,单个烧嘴测量所得空燃比小于总管空煤气流量计算空燃比30%以上,则向上调整总空气管道流量设定值30%。否则,视为正常波动,不予调整。
82、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,其特征在于:
83、步骤s12中所述的新的时间周期再次进行测量,根据如下确定:
84、新的测量时间周期为5分钟。
85、根据本发明的一种基于单个烧嘴压力测量的加热炉烧嘴自动控制方法,针对出炉温度均匀性要求较高的板坯,在加热炉均热段的常规烧嘴处分别安装煤、空气压力实时监控系统,并把单个烧嘴的煤、空气压力数据传输给计算机控制系统。根据空煤气总管的波动情况与当前两侧单个常规烧嘴的煤、空气压差实测值,计算机控制系统自动判断加热炉内,尤其是均热段内的温度均匀性,包括炉内的两侧温度、中间温度的均匀性。再根据温度均匀性的判断结果,自动控制均热段相应烧嘴。控制策略包括均热段两侧常规烧嘴的自动开关、炉顶平焰烧嘴的温度设定及相应空燃比,从而达到稳定加热炉内炉温、提高出炉板坯温度均匀性、降低加热炉能耗并实现烧嘴开关自动化目的。
- 还没有人留言评论。精彩留言会获得点赞!