一种用于铝合金焊丝生产的送料设备的制作方法
1.本技术涉及铝合金焊丝生产的技术领域,尤其是涉及一种用于铝合金焊丝生产的送料设备。
背景技术:
2.目前,铝合金焊丝生产过程中,将铝合金块进行熔化是其中重要的一步,随后将熔化后的铝合金进行一系列拉丝操作。
3.为了实现上述目的,相关技术如公告号为cn208765503u的中国实用新型专利公开了一种铝合金焊丝的生产推料装置,该装置包括熔炉,熔炉靠近入口的一侧设有横板,横板设置在入口下侧,且横板位置与入口位置相对应,横板与熔炉外部固定连接,横板上端面设置有凹槽,横板靠近熔炉的一端设有连通凹槽的开口,凹槽内水平设有滑动板,滑动板上设置有滑杆,横板远离熔炉的一端固定连接有固定板,固定板下侧设有伺服电机,伺服电机与固定板下端面固定连接,伺服电机输出端固定连接有驱动轴,驱动轴远离伺服电机的一端同轴固定连接有驱动齿轮,滑杆上均布有多个与驱动齿轮匹配的齿槽。
4.针对上述中的相关技术,发明人认为铝合金块在熔炉内熔化需要一定的时间,在不进行任何环境改变的前提下,这个时间也是固定的。那么如何缩短熔炼时间、以提升熔炼效率是本领域技术人员一直在探索的课题、也是亟需解决的问题。
技术实现要素:
5.为了缩短铝合金块的熔炼时间、提升熔炼效率,本技术提供一种用于铝合金焊丝生产的送料设备。
6.本技术提供的一种用于铝合金焊丝生产的送料设备采用如下的技术方案:一种用于铝合金焊丝生产的送料设备,包括固定于熔炉外壁上的托板,所述托板对应熔炉的进口,所述托板外围设置有呈u形的安装框,所述安装框上设置有用于将托板上的铝合金块推入进口的推料组件,所述熔炉上设置有通水组件,所述通水组件包括吸热管和散热管,所述吸热管设置于熔炉内壁上且一端与水源连通,所述散热管设置于托板底面且与吸热管另一端连接。
7.通过采用上述技术方案,外接水经过吸热管的加热后进入散热管内,散热管作用在托板上,使托板上的铝合金块被预热,消除自身的水分,从而达到提升熔炼效率的目的,熔炼产生的热量用作加热吸热管内的水,使得热量被充分利用,而无需其他能源进行加热。
8.可选的,所述安装框包括上框体和下框体,所述上框体内设置有依次连通的上空腔一、上空腔二和上空腔三,所述下框体内设置有依次连通的下空腔一、下空腔二和下空腔三,所述熔炉上设置有通气组件,所述通气组件包括安装于熔炉上的排风机,所述排风机通过通气管与上空腔一连通,所述散热管远离吸热管的一端与下空腔一连通,所述上空腔一与下空腔一之间设置有旋浆,所述旋浆包括转动支撑于安装框内的转轴,所述转轴周壁上设置有多个过滤网一。
9.通过采用上述技术方案,排风机将熔炉内产生的废气输入通气管内,废气依次经过上空腔一、上空腔二和上空腔三后排放至室外,散热管输出的水依次经过下空腔一、下空腔二和下空腔三后排出,可用作室内供暖或工业生产,水流用作旋浆旋转的动力,过滤网一浸润后吸附废气中的杂质,相比于本身具有的吸附效果有显著提升,过滤网一同时还可以被水流冲洗,从而使过滤网一保持清洁,保持良好的吸附功能,而过滤网一旋转甩出的水滴可形成水幕,对废气进行二次过滤。
10.可选的,所述上空腔一顶壁上铰接有过滤网二,所述过滤网二位于旋浆背向气流冲击的一侧,所述过滤网二顶端设置有拨杆,所述拨杆与过滤网二之间夹角为锐角,所述过滤网一与拨杆间隙性接触。
11.通过采用上述技术方案,过滤网二对废气进行第三次过滤,旋浆旋转过程中间歇性拨动拨杆,使过滤网二往复性上扬或下落,水幕附着在过滤网二上,过滤网二上吸附杂质可在过滤网二的摆动作用下加速向下流动。
12.可选的,所述上空腔一内沿长度方向竖向设置有隔板,所述上空腔一通过隔板分隔成两个相互连通腔室,设靠近所述托板的腔室为左腔室,设远离所述托板的腔室为右腔室,所述隔板远离熔炉的一端与上框体内壁连接,所述旋浆位于右腔室与下空腔一之间,所述过滤网二位于右腔室内,所述过滤网二上竖向固定有引流管,所述引流管穿入下空腔一,所述引流管底部固定有导流板,所述右腔室内的气流方向与下空腔一内的水流方向相反。
13.通过采用上述技术方案,旋浆碰撞拨杆使过滤网二翻转,而水流冲击导流板使过滤网二复位,引流管可碰撞安装框,提升掺杂杂质的水向下流动至水流中。
14.可选的,所述引流管底端贯穿导流板厚度方向,所述引流管位于过滤网二靠近旋浆的一侧,所述引流管周壁上对应过滤网二上十字交点的位置开设有溢水孔。
15.通过采用上述技术方案,水流冲击导流板,导流板有加速水流流速的作用,部分水经过加速后进入引流管内并经过溢水孔附着在过滤网二上,从而浸润过滤网二,溢水孔朝向背离气流冲击的一侧,避免杂质阻塞溢水孔。
16.可选的,所述引流管并排设置有三个,位于两侧的导流板为导流板一,两个导流板一呈八字形设置且开口较大的一端迎击水流,位于中间的导流板为导流板二,所述导流板二呈v字形且尖端迎击水流。
17.通过采用上述技术方案,导流板一与导流板二之间形成两个缩径的通道,以加快冲击过滤网一的水流流速,使旋浆更容易旋转。
18.可选的,所述上空腔三与下空腔三之间设置有过滤网三,所述过滤网三呈环形,所述过滤网三内壁设置有呈环形的齿条,所述托板位于上框体与下框体的衔接处,所述转轴穿设于托板且穿入上空腔三与下空腔三之间,所述转轴远离过滤网一的一端安装有主动齿轮,所述主动齿轮与齿条啮合,所述上空腔三与下空腔三的内壁上均转动连接有一从动齿轮,所述从动齿轮与齿条啮合。
19.通过采用上述技术方案,过滤网三对废气进行第四次过滤,旋浆将动力依次经过转轴、主动齿轮、齿条传递至过滤网三,使过滤网三旋转,过滤网三被水浸润后吸附杂质,随后再次进入水流中被清洗干净,如此循环往复实现对废气的过滤。
20.可选的,所述过滤网三顶部向靠近上空腔二的方向倾斜,所述过滤网三底部向远离下空腔二的方向倾斜,所述过滤网三外周壁上铰接有多个挡板,所述过滤网三的外周壁
上对应每个挡板设置有挡块,所述挡块呈三棱柱状横截面为直角三角形,所述挡块的斜边贴合过滤网三,所述挡块的一个直角边用于支撑挡板。
21.通过采用上述技术方案,过滤网三迎击气流和水流一侧的挡板,这些挡板在自身重力作用下下垂并贴靠在挡块上,水流和气流冲击在挡板上,从而推动挡板,进而促使过滤网三旋转,该作用可叠加在主动齿轮的带动作用上,而位于上空腔三内且贴靠在过滤网三外壁上的挡板,遮挡了部分过滤网三的网孔,使废气中杂质吸附效果得到提升。
22.可选的,所述吸热管呈蛇形布设,所述散热管呈蛇形布设。
23.通过采用上述技术方案,增加了吸热管与熔炉的热交换面积,提升了吸热效果;增加了散热管与托板的接触面积,提升了散热效率。
24.可选的,所述推料组件包括安装于安装框顶部的气缸,所述气缸活塞杆指向进口,所述活塞杆端部设置有推板,所述推板位于托板上方。
25.通过采用上述技术方案,该推料组件操作简便,工作人员控制气缸活塞杆的伸缩即可推动铝合金块。
26.综上所述,本技术包括以下至少一种有益技术效果:1.外接水经过吸热管的加热后进入散热管内,散热管作用在托板上,使托板上的铝合金块被预热,消除自身的水分,从而达到提升熔炼效率的目的,熔炼产生的热量用作加热吸热管内的水,使得热量被充分利用,而无需其他能源进行加热;2.排风机将熔炉内产生的废气输入通气管内,废气依次经过上空腔一、上空腔二和上空腔三后排放至室外,散热管输出的水依次经过下空腔一、下空腔二和下空腔三后排出,可用作室内供暖或工业生产,水流用作旋浆旋转的动力,过滤网一浸润后吸附废气中的杂质,相比于本身具有的吸附效果有显著提升,过滤网一同时还可以被水流冲洗,从而使过滤网一保持清洁,保持良好的吸附功能,而过滤网一旋转甩出的水滴可形成水幕,对废气进行二次过滤;3.过滤网二对废气进行第三次过滤,旋浆旋转过程中间歇性拨动拨杆,使过滤网二往复性上扬或下落,水幕附着在过滤网二上,过滤网二上吸附杂质可在过滤网二的摆动作用下加速向下流动。
附图说明
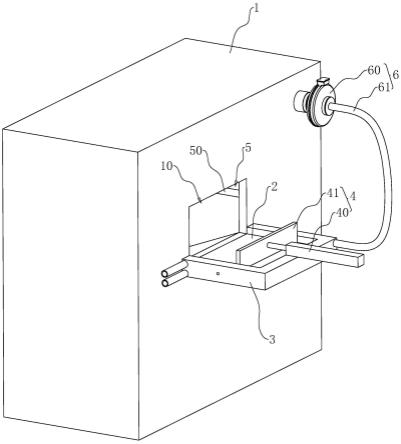
27.图1是本技术实施例用于铝合金焊丝生产的送料设备的结构示意图。
28.图2是送料设备中安装框的视图。
29.图3是送料设备中安装框与托板配合的视图。
30.图4是图2中a-a向的剖视图。
31.图5是图2中b-b向的剖视图。
32.图6是图3中c-c向的剖视图。
33.图7是图3中d-d向的剖视图。
34.图8是旋浆与过滤网二配合的示意图。
35.图9是过滤网二与引流管配合的示意图。
36.图10是图3中e-e向的剖视图。
37.附图标记说明:1、熔炉;10、进口;2、托板;3、安装框;30、上框体;300、上空腔一;
301、上空腔二;302、上空腔三;31、下框体;310、下空腔一;311、下空腔二;312、下空腔三;32、隔板;4、推料组件;40、气缸;41、推板;5、通水组件;50、吸热管;51、散热管;6、通气组件;60、排风机;61、通气管;7、一次过滤组件;70、旋浆;700、转轴;701、过滤网一;71、过滤网二;710、拨杆;72、引流管;720、溢水孔;73、导流板一;74、导流板二;8、二次过滤组件;80、过滤网三;800、齿条;81、主动齿轮;82、从动齿轮;83、挡板;84、挡块。
具体实施方式
38.以下结合附图1-10对本技术作进一步详细说明。
39.本技术实施例公开一种用于铝合金焊丝生产的送料设备。参照图1和图2,用于铝合金焊丝生产的送料设备,安装于熔炉1上。该送料设备包括设置于熔炉1外且位于熔炉1的进口10下方的托板2,托板2水平固接于熔炉1外壁上,托板2用于临时存放铝合金块,在托板2外围固接有呈u形的安装框3,安装框3两端均固接于熔炉1外壁上。
40.参照图1和图3,在安装框3上设置有推料组件4,推料组件4包括安装于安装框3顶部的气缸40,气缸40活塞杆指向进口10,在气缸40活塞杆端部安装有推板41,推板41底端与托板2上表面接触,在气缸40的驱使作用下,推板41将铝合金块推入熔炉1内。
41.参照图4和图5,安装框3包括上框体30和下框体31,上框体30和下框体31形状大小相同,且上框体30位于下框体31上方,托板2位于上框体30和下框体31的衔接处。上框体30包括依次连通的上空腔一300、上空腔二301和上空腔三302;下框体31包括依次连通的下空腔一310、下空腔二311和下空腔三312;上空腔一300与下空腔一310上下对应,上空腔二301与下空腔二311上下对应,上空腔三302与下空腔三312上下对应。
42.参照图4和图6,在上空腔一300内沿其长度方向竖向固接有一隔板32,隔板32将上空腔一300分成两个相互连通的腔室,设靠近托板2的腔室为左腔室,设远离托板2的腔室为右腔室,隔板32远离熔炉1的一端与上框体30内壁连接。
43.参照图1和图5,在熔炉1上设置有通水组件5,通水组件5包括吸热管50和散热管51。吸热管50呈蛇形固定于熔炉1内壁上,吸热管50顶端穿出熔炉1且与外界水源连接,吸热管50底端伸出熔炉1且与散热管51连接。散热管51呈蛇形固定于托板2底面,用于加热托板2,从而对托板2上的铝合金块进行预热,以去除铝合金块表面附着的水分,缩短熔炼时间,散热管51远离吸热管50的一端与下空腔一310连通,下框体31内的水流依次经过下空腔一310、下空腔二311和下空腔三312,最后由下空腔三312排出,排水的水仍带有预热,可用于工业生产、室内升温等方面。
44.参照图1和图4,在熔炉1上还设置有通气组件6,通气组件6包括安装于熔炉1上的排风机60,在排风机60与上空腔一300的右腔室之间连接有通气管61,排风机60将熔炉1内产生的废气通过通气管61输入上空腔一300的右腔室内,废气依次经过上空腔一300右腔室、上空腔一300左腔室、上空腔二301、上空腔三302后排出至室外。
45.参照图7和图8,在上空腔一300和下空腔一310之间设置有一次过滤组件7。一次过滤组件7包括旋浆70,旋浆70包括水平转动支撑于安装框3内壁上的转轴700和均匀固接于转轴700外周壁上的多个过滤网一701,过滤网一701呈弧形。旋浆70上半部分位于上空腔一300右腔室内、下半部分位于下空腔一310内,由于上空腔一300右腔室内的废气流向与下空腔一310内的水流流向相反,在气流和水流的共同作用下旋浆70发生旋转,过滤网一701在
水中浸润后旋转至上空腔一300内可吸附废气中杂质,相比于过滤网一701本身的过滤效果有显著提升。同时,吸附杂质后的过滤网一701可反复被水流冲洗,从而保持清洁状态,旋浆70旋转甩起的水滴可形成水幕,使被过滤网一701过滤后的废气再次被水幕过滤。
46.参照图7和图8,在上空腔一300右腔室顶壁上铰接有一过滤网二71,过滤网二71相对于旋浆70位于废气的下游方向。在过滤网二71中部顶端固接有一拨杆710,拨杆710与过滤网二71之间夹角为锐角,拨杆710向靠近旋浆70方向延伸,且被过滤网一701拨动。
47.参照图8和图9,在过滤网二71靠近拨杆710的一侧竖向固接有三个引流管72,在引流管72周壁上沿引流管72长度方向开设有多个溢水孔720,每个溢水孔720对应过滤网二71上的一个十字交点。在位于两侧的引流管72的底端竖向固接有导流板一73,两个导流板一73呈八字形设置且开口较大的一端迎击水流,引流管72贯穿导流板一73厚度方向,进而使水流可进入引流管72并沿着引流管72向上流动,最终通过溢水孔720排出至过滤网二71上,对过滤网二71进行浸润。
48.位于中间的引流管72底端竖向固接有一导流板二74,导流板二74呈v字形且尖端迎击水流,该引流管72底端同样贯穿导流板二74厚度方向,其作用与其他两个引流管72相同,两个导流板一73与一个导流板二74之间形成两个缩径的水流通道,用于加速冲击过滤网一701的水流流速,从而使旋浆70更容易旋转。
49.参照图10,为了进一步对废气进行过滤,在上空腔三302与下空腔三312之间设置有二次过滤组件8。二次过滤组件8包括过滤网三80,过滤网三80呈环状且整体倾斜设置,过滤网三80顶部向靠近上空腔二301的方向倾斜、底部向远离下空腔二311的方向倾斜。转轴700转动穿设于托板2,且穿入上空腔三302与下空腔三312之间,在转轴700远离旋浆70的一端安装有一主动齿轮81,在过滤网三80内侧固接有环状的齿条800,齿条800与主动齿轮81啮合,在上空腔三302和下空腔三312内分别转动连接有一从动齿轮82,从动齿轮82与齿条800啮合。
50.参照图10,在过滤网三80外壁上沿过滤网三80的延伸方向均匀铰接有多个挡板83,挡板83与转轴700平行设置。在过滤网三80外壁上还均匀固接有多个挡块84,挡块84呈三棱柱状且横截面为直角三角形,其三角形的斜边与过滤网三80贴合,一个直角边用于支撑挡板83。在挡板83自身重力作用下,位于过滤网三80迎击水流和气流一侧的挡板83呈竖直状态且贴靠于挡块84上,而位于过滤网三80背离水流和气流一侧的挡板83贴靠在过滤网三80外壁上,本实施例中的过滤网三80、挡块84和齿条800均由柔性材质制成,例如橡胶,以便进行弹性变形。
51.参照图10,部分挡板83迎击水流,在水流的冲击作用和主动齿轮81带动作用下,过滤网三80进行旋转,位于上空腔三302的过滤网三80被水浸润后吸附废气中的杂质,随后进入下空腔三312内的水中进行清洗,如此循环往复,实现过滤网三80对杂质的吸附效果以及过滤网三80上杂质的清洗。其中,气流对竖向状态的挡板83同样有推动效果,同于水流的作用,而位于上空腔三302内且贴靠在过滤网三80外壁上的挡板83,遮挡了部分过滤网三80上的网孔,使废气中杂质吸附效果得到提升。
52.本技术实施例一种用于铝合金焊丝生产的送料设备的实施原理为:向吸热管50内通水,水被熔炉1加热后流入散热管51从而对托板2加热。工作人员将铝合金块放置在托板2上,由于每批铝合金块熔炼有相应的时间间隔,待熔炼的铝合金块被托板2加热,去除了表
面的水分,从而可缩短铝合金块熔炼的时间,随后控制气缸40驱使推板41将托板2上的铝合金块推入熔炉1内。
53.水流由散热管51排出后依次经过下空腔一310、下空腔二311和下空腔三312;熔炉1熔炉过程中产生的废气被排风机60排出,废气依次经过通气管61、上空腔一300、上空腔二301和上空腔三302;上空腔一300右腔室内的废气流向与下空腔一310内的水流流向相反,水流推动旋浆70旋转,旋浆70旋转过程中间歇性碰撞拨杆710,拨杆710带动过滤网二71翻转,而水流冲击导流板一73和导流板二74后,再次间接推动过滤网二71复位,过滤网二71与安装框3碰撞从而加速过滤网二71上掺杂着杂质的水向下流动至水流中。
54.水流冲击导流板一73和导流板二74,经由引流管72和溢水孔720后浸润过滤网二71,从而使过滤网二71保持湿润状态。废气依次经过过滤网一701、水幕和过滤网二71的过滤后进入上空腔三302。旋浆70将动力依次经过转轴700、主动齿轮81传递至过滤网三80,水流和气流将动力通过挡板83传递至过滤网三80,两种途径的动力传输共同促使过滤网三80进行旋转,进而实现过滤网三80对废气的循环过滤,而挡板83与过滤网三80铰接的设计使得挡板83可变换两种状态,从而实现挡板83带动过滤网三80旋转和遮挡网孔的不同作用。
55.经由下空腔三312排出的水可用作室内供暖或工业用热需求,而废气经过一次过滤组件7和二次过滤组件8的过滤后可排出至室外,从而减少对环境的污染。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1