一种陶罐烧制窑炉控制系统及方法与流程
1.本发明涉及窑炉技术领域,具体为一种陶罐烧制窑炉控制系统及方法。
背景技术:
2.隧道窑一般是一条长的直线形通道,两侧及顶部有固定的窑墙及窑顶(顶部有平顶和拱顶之分),底部铺设的轨道上运行着窑车,窑车上装载着烧成产品,依次从窑头进车,窑尾出车。窑体构成了固定的预热带,烧成带和冷却带,通常称为隧道窑的“三带”。燃烧产生的高温烟气在隧道窑前端烟囱或在引风机的作用下,沿着隧道向窑头方向流动,同时逐步地预热进入窑内的制品,这一段构成了隧道窑的预热带。隧道窑的中间为烧成带,在隧道窑的窑尾鼓入冷风,冷却隧道窑内后一段制品,鼓入的冷风经制品而被加热后,再抽出送入干燥窑作为干燥生坯的热源,这一段便构成了隧道窑的冷却带。
3.窑炉和人类的文明息息相关,我们的祖先很早就用窑炉来烧制各种生活用品。随着人类进入了工业社会,窑炉得到了飞速地发展。它也在各个行业中扮演着越来越重要的角色。为了使窑炉烧制出令人满意的产品,需要对其烧制过程进行控制,而在窑炉烧制过程中,温度的控制是极为重要的一环,窑炉工作温度作为最重要的参数,直接对窑炉产品的生产质量产生影响。
4.如中国专利公开号为cn107560446a的发明文献中,一种连续性生产窑炉的全自动控制系统及其控制方法,为每个喷枪独立配置脉冲执行器、比例阀、电磁截断阀和点火检测控制器,温度检测装置检测产品当前的烧制情况并反馈至plc控制系统,plc控制系统根据产品最终的烧成要求和反馈的当前烧制情况计算得出控制指令,脉冲执行器、比例阀、电磁截断阀和点火检测控制器根据指令自动控制喷枪动作,对产品进行烧制调整;毫无疑问,该发明通过设置plc控制系统和脉冲执行器,自动根据产品当前的烧制情况实时控制烧嘴开启的数量、每个烧嘴在一定时间内循环工作的次数以及每次工作的持续时间和单组循环脉冲所需喷枪数量,从而实时调节窑炉对产品的烧制,合理地控制陶罐的烧制温度。
5.但是当烧制的对象为大型陶罐时,隧道窑中虽然有较长的预热阶段,但是由于其底部密封,且通常是通过放置在叠砖上,放置在窑车表面,其在预热阶段还是会出现受热不均的情况,极其影响烧制的产品质量以及烧制的成功率。尤其在预热带的温度从150℃到200℃的过程中,实际上在170℃再向上会存在一个温度的跃升,初步估计是因为陶罐在预热干燥过程中,水分大量逸出后,会在陶罐表面留下较多的微孔,并且水分蒸发会带走部分热量,在170℃左右水分已经基本完全逸出,会导致陶罐的温度快速增高,导致陶罐预热温度的跃升。在这个过程中,陶罐是极其脆弱的,如果不能较好的控制陶罐的预热温度,会导致陶罐内外存在较大的温差(预热待主要通过热对流的方式传递热量,陶罐内部的温度如果较低的话,冷空气会因为陶罐内的空间较大聚集在陶罐底部,造成陶罐内外的温差),部分陶罐在这个过程中极易出现破裂的情况,并且如果陶罐表面的微孔不进行较好的疏通的话,部分微孔堵塞,影响陶罐内的水分溢出,在温度进一步上升后,水分进一步膨胀,易造成
产品瑕疵,严重的甚至与陶罐内外温差相关影响,进一步影响陶罐烧纸的成功率。因此,急需一种能够解决陶罐预热过程因受热不均导致罐体破裂的问题的装置。
技术实现要素:
6.本发明提供了一种陶罐烧制窑炉控制系统及方法,目的为解决陶罐烧制过程因受热不均导致罐体破裂的问题。
7.为了达到上述目的,本方案提供如下技术方案:一种陶罐烧制窑炉控制系统,包括窑体和轨道,所述轨道固定在窑体内底座上,还包括:运输单元,运输单元包括窑车、隔热砖和固定板,所述窑车沿轨道滑动,窑车表面依次放置有隔热砖和固定板,固定板固定在窑车的上表面;保温单元,保温单元包括砂封板和砂封槽,所述砂封槽固定在窑体侧壁下端,砂封槽内装有砂粒,砂封板固定在窑车侧面,砂封板插入砂封槽的砂粒中;调节单元,调节单元包括机架、储液部和导热棒,所述机架包括支撑杆和支撑板,支撑杆固定在固定板上,支撑板与支撑杆固定连接且位于放在固定板的陶罐的上方,导热棒上端固定在支撑板下表面,导热棒下端位于需要加工的陶罐内,导热棒顶端与储液部连通,储液部固定在导热棒顶部的侧面,储液部顶端开有进液口,进液口处设有可拆卸密封连接的密封盖,导热棒侧面开有内窄外宽扩口喇叭状的放气口,储液部内部设有用于装载清水的空间,导热棒内开有空腔使储液部和放气口连通,导热棒顶端固定连接有用于关闭进液口的密封盖;还包括气塞、固定件和初始状态时使气塞紧密贴合放气口的耐高温的弹性件,固定件固定在金属棒内的空腔壁上,弹性件一端固定在固定件上,另一端固定在气塞上,气塞位于放气口内。
8.本技术方案原理及有益的技术效果:因为窑车沿轨道滑动,所以窑车在窑炉内轨道上的移动可以使得窑车通过预热带、烧成带和冷却带,对窑车上的陶罐进行良好的加工。因为包括砂封板和砂封槽,所述砂封槽固定在窑体侧壁下端,砂封槽内装有砂粒,砂封板固定在窑车侧面,砂封板插入砂封槽的砂粒中,所以窑车在行进过程中也能保证密封效果,隔热效果一流,减小了窑车上表面的热空气和窑车下表面空气的热交换,有效地保护了窑车下表面部分免受高温带来的损伤,也避免了冷空气进入后导致的温差。
9.因为导热棒一端固定在支撑板下表面,导热棒另一端伸入需要加工的陶罐内,所以导热棒受到炙烤后会升温,从而通过热传导减小陶罐内外的温差,使得陶罐在窑炉内温度跃升时受热更加均匀。因为,导热棒侧面开有喇叭状的放气口,导热棒内开有空腔使储液部和放气口连通,进液口处设置的密封盖可关闭进液口;还包括气塞、固定件和初始状态时使气塞紧密贴合放气口的耐高温的弹性件,固定件固定在金属棒内的空腔的内壁上,弹性件一端固定在固定件上,另一端固定在气塞上,所以当储液部内的液体受到高温蒸发成气体,当温度越高时,空腔内气体压强会逐渐增大(形成过热蒸汽或者饱和蒸汽),从而推动气塞往外移动,高温气体从放气口喷出,加速陶罐内的空气流动,进一步减小陶罐内外空间的温度差(相当于
将陶罐顶端的热量搬运至陶罐内部,并以过热蒸汽或者饱和蒸汽的形式喷射而出),使陶罐内壁与外壁的温度差控制在20℃以内(过热蒸汽或者饱和蒸汽在与陶罐内壁接触时,气压相较于空气内是降低的,陶罐内的温度也在170℃左右,会很快从陶罐口逸出),而气体的吹动同时对于陶罐加热过程中罐体上微孔的疏通有着一定帮助,减小陶罐加热破裂的可能性。
10.本方案使得窑车在行进过程中也能保证密封效果,隔热效果一流,减小了窑车上表面的热空气和窑车下表面空气的热交换,有效地保护了窑车下表面部分免受高温带来的损伤;减小陶罐内外的温差,使得陶罐在窑炉内温度跃升时受热更加均匀;加速陶罐内的空气流动,进一步减小陶罐内外空间的温度差,使陶罐内壁与外壁的温度差控制在20℃以内;对于陶罐加热过程中罐体上微孔的疏通有着一定帮助,减小陶罐加热破裂的可能性,从而解决了陶罐烧制过程因受热不均导致罐体破裂的问题。
11.进一步,还包括用于支撑砂封槽的支撑架,所述支撑架固定在窑体侧壁上。
12.有益效果:可以实现更稳定更优秀的支撑效果。
13.进一步,所述隔热砖选用粘土耐火砖。
14.有益效果:不仅避免了普通标砖的增加窑车自重、在运行中会导致碎料顺砖缝漏落窑底和普通标砖的导热系数大,使得大量热量散失到车下导致的浪费能源问题。
15.进一步,还包括设置在窑体内冷却带的冷却喷孔。
16.有益效果:冷却效果佳。
17.进一步,所述冷却喷孔均匀地设置在冷却带的窑体上侧与下侧。
18.有益效果:多方向设置的冷却喷孔可以实现良好的冷却效果。
19.进一步,所述冷却喷孔采用脉冲气流。
20.有益效果:脉冲气流可以减轻来自烧成带的较热气流通过间隙后进入冷却带的冲击作用。
21.一种陶罐烧制窑炉控制系统的方法,包括:步骤s10:将需要烧制的陶罐放置在垫砖上;有益效果:使得陶罐底部也能接受到窑炉内高温的炙烤成型。
22.步骤s20:将支撑杆杆脚放置在固定板上;有益效果:实现机架的定位。
23.步骤s21:将导热棒一端伸进陶罐内部空间,导热棒另一端固定在支撑板下端;有益效果:实现导热棒的定位。
24.步骤s22:在导热棒的进液口内通入液体;有益效果:添液准备。
25.步骤s30:驱动窑车进入窑炉;步骤s40:关闭窑炉门;有益效果:隔绝窑炉内外热交换,便于后续的高温烧制。
26.步骤s50:启动控制系统,打开火焰喷枪;有益效果:使窑车上的陶罐接触到高温。
27.步骤s60:导热棒受到窑炉内高温炙烤;有益效果:通过热传导减小陶罐内外的温差。
28.有益效果:通过热传导减小陶罐内外空间的温度差。
29.步骤s70:导热棒内部空腔中的液体蒸发生成的气体溢出气塞;有益效果:溢出气塞的高温蒸汽会加速陶罐内的空气流动,利于疏通陶罐加热过程中罐体上微孔。
30.步骤s80:窑车经过预热带,进入烧成带后,打开吸烟机;有益效果:排除烟气。
31.步骤s90:窑车经过烧成带,进入冷却带后,关闭火焰喷枪,打开急冷风机;有益效果:逐渐冷却陶罐,利于陶罐成型,减少陶罐破裂的几率。
32.步骤s100:打开窑炉门,将窑车送出窑炉;步骤s110:取出导热棒;有益效果:便于后续过程取下陶罐。
33.步骤s120:取下陶罐。
34.步骤s130:清扫隔热砖下的碎料;有益效果:避免碎料堵塞隔热砖间的空隙。
附图说明
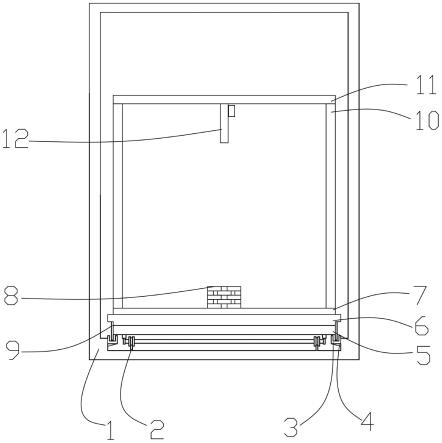
35.图1为本发明主视图;图2为本发明中导热棒的剖视图;图3为隧道窑的三维示意图。
具体实施方式
36.下面通过具体实施方式进一步详细的说明:说明书附图中的附图标记包括: 1、窑体;2、轨道;3、砂封槽;4、支撑架;5、窑车;6、隔热砖;7、固定板;8、垫砖;9、砂封板;10、支撑杆;11、支撑板;12、导热棒;13、气塞;14、弹性件;15、固定件。
37.实施例如下所示:一种陶罐烧制窑炉控制系统,包括窑体1、轨道2、火焰喷枪和用于控制开关火焰喷枪喷出火焰温度的控制系统,轨道2固定在窑体1内底座上,还包括:运输单元,运输单元包括窑车5、隔热砖6和固定板7,窑车5沿轨道2滑动,窑车5表面依次放置有隔热砖6和固定板7,隔热砖6选用粘土耐火砖,而不能采用普通砖,避免了普通标砖的增加窑车5自重带来的能源损耗增多以及窑车5运行过程中的碎料顺砖缝漏落窑底和普通标砖的导热系数大,使得大量热量散失到车下导致的浪费能源问题;固定板7上放置有叠放的垫砖8,把陶罐放置在垫砖8上,结构简单,使得陶罐底部也能接受到窑炉内高温的炙烤成型;隔热砖6间留有0.5cm至1cm的空隙,隔热砖6会热胀冷缩,所以隔热砖6间需要留下一定的空隙,避免在高温环境下,隔热砖6受热膨胀使得砖体破裂,但空隙又不宜过大,从而减小了隔热效果,使得窑车5表面遭受到过高温度的炙烤。
38.因为窑车5上表面需要经过窑炉内的高温炙烤,所以连接方式中采用的螺栓和焊接的焊条等都采用耐高温的,例如314不锈钢螺栓、e316焊条等。
39.保温单元,保温单元包括砂封板9和砂封槽3,砂封槽3螺栓连接在窑体1侧壁下端,
用于支撑砂封槽3的支撑架4螺栓连接在窑体1侧壁上,置于砂封槽3下端,为砂封槽3提供良好支撑,砂封槽3内装有砂粒,砂封板9侧面螺栓连接在窑车5侧面,砂封板9插入砂封槽3的砂粒中,砂粒能够通过0.4*0.4cm的滤网,砂封槽3内使用的砂粒不能过大,过大的话,被经过的窑车5砂封板9犁起,过大的砂粒之间是有缝隙的,有缝隙就无法起到密闭作用,就无法阻止车底冷空气进入窑膛或者窑膛高温气体挤进车底。当窑车5运行时,砂封板9在砂封槽3内移动,和砂粒间形成良好的隔热层,保证窑车5上下表面的密封效果,隔热效果一流,减小了窑车5上表面的热空气和窑车5下表面空气的热交换,有效地保护了窑车5下表面部分免受高温带来的损伤。
40.调节单元,调节单元包括机架、储液部和导热棒12,机架包括支撑杆10和支撑板11,支撑杆10螺栓连接在固定板7上,支撑板11与支撑杆10螺栓连接,导热棒12上端固定在支撑板11下表面,导热棒12下端伸入需要加工的陶罐内,导热棒12顶端与储液部连通,储液部固定在导热棒12顶部的侧面,导热棒12侧面开有喇叭状的放气口,导热棒12内开有空腔使储液部和放气口连通,储液部顶端开有进液口,进液口处螺栓连接有用于关闭进液口的密封盖;还包括气塞13、固定件15和初始状态时使气塞13紧密贴合放气口的耐高温的弹性件14(采用高温合金,符合gb/14992,牌号为gh5605,1000℃,轻推力条件下使用,本方案中的最高温度在1000℃左右,且在该工况下,无外作用力,可多次使用),固定件15焊接在金属棒内的空腔的内壁上,弹性件14一端焊接在固定件15上,另一端焊接在气塞13上。所以当导热棒12空腔内的液体受到高温后便蒸发成气体,当温度越高时,空腔内气体压强会逐渐增大,从而推动气塞13往外移动,高温气体从放气口喷出,加速陶罐内的空气流动,进一步减小陶罐内外空间的温度差,气体的吹动同时对于陶罐加热过程中罐体上微孔的疏通有着一定帮助,有助于减小陶罐加热破裂的可能性。
41.冷却带的窑体1内壁的上下左右侧均设有冷却喷孔,冷却喷孔采用脉冲气流冷却产品。
42.一种陶罐烧制窑炉控制方法,包括:步骤s10:将需要烧制的陶罐放置在垫砖8上,使得陶罐底部也能接受到窑炉内高温的炙烤成型;步骤s20:将支撑杆10杆脚放置在固定板7上,实现机架的定位;步骤s21:将导热棒12一端伸进陶罐内部空间,导热棒12另一端固定在支撑板11下端,实现导热棒12的定位;步骤s22:在导热棒12的进液口内通入液体;步骤s30:驱动窑车5进入窑炉;步骤s40:关闭窑炉门,隔绝窑炉内外热交换,便于后续的高温烧制;步骤s50:启动控制系统,打开火焰喷枪,使烧制带的窑车5上的陶罐接触到高温开始烧制;步骤s60:此时位于预热带导热棒12受到窑炉内高温炙烤,通过热传导减小陶罐内外的温差;步骤s70:导热棒12内部空腔中的液体蒸发生成的气体溢出气塞13,溢出气塞13的高温蒸汽会加速陶罐内的空气流动,利于疏通陶罐加热过程中罐体上微孔;步骤s80:窑车5经过预热带,进入烧成带后,打开吸烟机,排除烟气;
步骤s90:窑车5经过烧成带,进入冷却带后,关闭火焰喷枪,打开急冷风机,逐渐冷却陶罐,利于陶罐成型,减少陶罐破裂的几率;步骤s100:打开窑炉门,将窑车5送出窑炉;步骤s110:取出导热棒12,便于后续过程取下陶罐;步骤s120:取下陶罐。
43.步骤s130:清扫隔热砖6下的碎料,避免碎料堵塞隔热砖6间的空隙,消除隔热砖6凹凸不平的可能。
44.与传统方案相比,本发明解决了陶罐烧制过程因受热不均导致罐体破裂的问题,使得陶罐成型质量更好,提高产品的良品率,避免了陶罐在窑炉中破裂的碎块影响窑炉内装置运行安全的问题。
45.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1