一种应用于烘干箱的节能控制系统
1.本发明涉及生产设备技术领域,尤其涉及一种应用于烘干箱的节能控制系统。
背景技术:
2.目前lcd液晶显示器以替代crt成为主流,其低成本、高解析度、对比度、可视角度等显著特点受到厂家一致追捧。其主要构造材料之一玻璃所需要的烘干工艺是目前拟解决的关键问题之一。
3.整个烘干工作过程中,pr清洗后需要水分烘干,涂感光胶后烘干感光胶,涂pi液后需要烘干pi液,对于烘干箱体的需求量较高,这种烘干箱体在工作过程中,需要耗费大量的时间来等待升温和降温过程(平均用时80min),在进行第二次物料烘干时,需要开门取料后再上料烘干,温度重新从室温开始升温,没有余温利用,耗能很大,在等待取料降温过程中,降温到60-70℃后开炉取料,烘干箱体内部热量会向外大范围的流失,造成了员工恶劣的工作环境,同时车间温度需控制在42℃,需要空调进行降温,开炉的余温又增大了空调系统负荷,浪费了大量能源,因此,为解决此类问题,我们提出了一种应用于烘干箱的节能控制系统。
技术实现要素:
4.本发明的目的是提供一种应用于烘干箱的节能控制系统,在使用过程中,极大程度减少内部热量的损耗,避免工人对高温的直接接触,并且充分利用内部热量,并降低电能消耗。
5.本发明的上述技术目的是通过以下技术方案得以实现的:由烘干箱体、循环风机、除湿风机、轴流风机和加热管组成,所述烘干箱体内部中心平面位置上固定安装有隔板,且所述烘干箱体内部沿隔板设置为u型空腔,所述循环风机、除湿风机、轴流风机的输出端与烘干箱体内部之间连通,所述加热管以线性排列的方式安装在烘干箱体的内壁位置上;
6.所述烘干箱体内部分别设置为:预热区、烘干区和冷却区,所述预热区、烘干区和冷却区分别对应烘干箱体的预热阶段、恒温干燥阶段和降速干燥阶段,所述烘干箱体内部设置有故障冗余模式以及温度调节模式。
7.通过采用上述技术方案,整体系统中依旧以加热管作为加热的主要结构,并针对显示屏的烘干过程,分别设置预热区、烘干区和冷却区,根据干燥原理,设置干燥效率的梯度,在不影响产品质量的前提下,提高烘干效率。
8.本发明进一步设置为:c点、d点和e点,所述a点的干燥效率低于b点,所述b点的干燥效率等于c点,所述d点的干燥效率低于a点,所述e点的干燥效率低于d点;
9.所述a点到b点为预热阶段,所述b点到c点为恒温干燥阶段,所述c点到b点为降速干燥阶段。
10.通过采用上述技术方案,预先设置好预热区、烘干区和冷却区每一个节点的参数,每一个节点上的参数以干燥效率作为指标,以此来划分好烘干过程中的梯度。
11.本发明进一步设置为:每一个所述加热管上均设置有电流传感器,每个所述电流传感器上串联有报警器,且每个所述电流传感器之间为并联。
12.通过采用上述技术方案,在电加热管的每相都加装有电流传感器,烘烤过程中,当某一烘烤温区部分加热管出现故障,相对应的传感器就会发出信号,故障显示灯开始报警。电加热管数量减少,烘干箱体内的温度可能难以达到设定的烘烤温度,烘干率标准就无法得到保障,为了不影响工作流程,减少不必要的停机。这时将各部分传感器检测到的数据上传到控制中心,首先进料口减少进料,传动机构开始减速,烘烤系统通过根据烘干箱体的温度对传动电机的运行速度进行调整,以满足设定的烘干率要求。
13.本发明进一步设置为:每个所述加热管上分别设置有一档位、二档位和三档位,所述一档位对应含水量低的物料烘干过程,所述二档位对应烘干箱体的预热阶段,所述三档位对应含水量高的物料烘干过程。
14.通过采用上述技术方案,烘干中,加热管二档开始对烘干箱体预热,温度升高到设定温度后,进料口开始进料。物料进入烘干箱体首先通过预热区,然后经过中温区和高温区逐步烘烤,烘烤结束后进入冷却区,最后到达出料口位置通过湿度传感器检测,满足烘干率则拉出载物托盘,否则继续下一轮烘烤。在整个烘烤过程中,各处传感器实时进行监控,当进入物料水分较多时,电加热管自动提升至三档,若物料水分含量相对较少,则转换为一档烘烤,并且全过程都伴随着循环风机和轴流风机将烘干箱体内热风循环使用,加快烘烤速度,减少能源消耗。
15.本发明进一步设置为:所述故障冗余模式中包括加热管电源故障诊断、加热管故障诊断和整体设备故障诊断三个部分。
16.通过采用上述技术方案,当设备需要停机时,烘箱内会有大量余温,为了节省能源损耗,可先切断电加热管电源,保证传送电机继续运转,通过调节传送装置的速度,充分利用烤箱剩下的余温,尽可能的烘烤出更多的成品出来,最后再切断总电源,进一步的减少能耗。
17.本发明进一步设置为:所述温度调节模式包括一档位、二档位和三档位三个挡位之间的切换动作。
18.通过采用上述技术方案,以实际烘干过程中的温度和湿度参数来只能调节烘干过程中的温度。
19.与现有技术相比,整体系统采用智能调节温度的方式,并依照烘干箱体内部的湿度变化,来智能调节烘干箱体内部的烘烤温度,以此来降低能耗。
附图说明
20.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
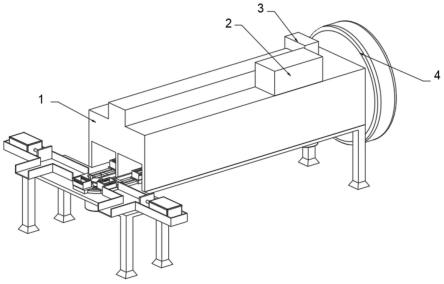
21.图1为本发明提出的一种应用于烘干箱的节能控制系统的结构示意图;
22.图2为本发明提出的一种应用于烘干箱的节能控制系统的烘干箱体部件的横向剖切图;
23.图3为本发明提出的一种应用于烘干箱的节能控制系统的干燥效率图;
24.图4为本发明提出的一种应用于烘干箱的节能控制系统的烘烤流程图;
25.图5为本发明提出的一种应用于烘干箱的节能控制系统的故障冗余框图。
26.图中:1、烘干箱体;101、隔板;2、除湿风机;3、循环风机;4、轴流风机;5、加热管。
具体实施方式
27.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图1-5,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
28.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
29.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.实施例:参照图1-5,一种应用于烘干箱的节能控制系统,由烘干箱体1、循环风机3、除湿风机2、轴流风机4和加热管5组成,烘干箱体1内部中心平面位置上固定安装有隔板101,且烘干箱体1内部沿隔板101设置为u型空腔,循环风机3、除湿风机2、轴流风机4的输出端与烘干箱体1内部之间连通,加热管5以线性排列的方式安装在烘干箱体1的内壁位置上;
32.烘干箱体1内部分别设置为:预热区、烘干区和冷却区,预热区、烘干区和冷却区分别对应烘干箱体5的预热阶段、恒温干燥阶段和降速干燥阶段,烘干箱体1内部设置有故障冗余模式以及温度调节模式,预热阶段、恒温干燥阶段和降速干燥阶段中的干燥效率分别对应a点、b点、c点、d点和e点,a点的干燥效率低于b点,b点的干燥效率等于c点,d点的干燥效率低于a点,e点的干燥效率低于d点;
33.a点到b点为预热阶段,b点到c点为恒温干燥阶段,c点到b点为降速干燥阶段,每一个加热管5上均设置有电流传感器,每个电流传感器上串联有报警器,且每个电流传感器之间为并联,每个加热管5上分别设置有一档位、二档位和三档位,一档位对应含水量低的物料烘干过程,二档位对应烘干箱体1的预热阶段,三档位对应含水量高的物料烘干过程,故障冗余模式中包括加热管5电源故障诊断、加热管5故障诊断和整体设备故障诊断三个部分,温度调节模式包括一档位、二档位和三档位三个挡位之间的切换动作。
34.使用原理及优点:整体系统在运行过程中,在烘烤过程中,通过在电热管5进行通电产生温度,以此来烘烤其中的物料,烘烤部分是整个烘箱系统应用核心,由温湿度传感器单元、风机单元、电加热管单元、循环风机单元、除湿风机单元等5个单元组成,加热管5开始工作的同时,风机单元中的轴流风机4和循环风机3开始工作,从而构造出完整的热量循环使用系统,风幕风机同时启动,在进料口和出料口产生强大的气流屏障,防止内部的热空气与外界进行冷热空气交换,温湿度传感器会同时安置在不同的温区,检测其湿度和温度,理
想化控制电加热管和除湿风机可靠运行;
35.循环风机3选用hg710-22bd6离心高压漩涡风机和sf5-4节能低噪轴流风机,高压漩涡风机能将热风从烘干区带入炉尾夹层进行混合,然后在轴流风机的运行下将混合后的热风沿烘箱通道吹出,使热风实现一直循环利用,对玻璃片进行干燥,从而节省了大量的热量损失,节约能源消耗;
36.除湿风机2选用2lb740-hh37-4kw除湿干燥高压鼓风机,在对物料加热除水过程中,会产生大量的水蒸气,造成隧道式烘箱内部湿度大幅度上升。当烘箱内部湿度检测超过设置的额定预值,湿度传感器会发出信号,除湿风机开始工作,降低内部湿度,延长机械的使用寿命,除湿风机2采用冷冻除湿的原理,利用制冷来除去空气中的水分,利用回收的冷凝热来加热空气,从而达到降低空气相对湿度的目的,整个流程采用外循环工作原理:除湿机在正常开机的情况下
→
通过风机的运行
→
潮湿的空气从进风口吸入
→
经过蒸发器
→
蒸发器将空气中的水分吸附在铝片上
→
变成干燥空气
→
经过冷凝器散热
→
从吹风口吹出;
37.在上述过程进行的同时,烘干箱体1内部的加热管5二档开始对烘干箱体1预热,温度升高到设定温度后,进料口开始进料,物料进入烘干箱体1首先通过预热区,然后经过中温区和高温区逐步烘烤,烘烤结束后进入冷却区,最后到达出料口位置通过湿度传感器检测,满足烘干率则拉出载物托盘,否则继续下一轮烘烤,在整个烘烤过程中,各处传感器实时进行监控,当进入物料水分较多时,电加热管自动提升至三档,若物料水分含量相对较少,则转换为一档烘烤,并且全过程都伴随着循环风机和轴流风机将烘箱内热风循环使用,加快烘烤速度,减少能源消耗;
38.另外,在烘干箱体1内部对物料进行烘烤的同时,在加热管5的每相都加装有电流传感器,烘烤过程中,当某一烘烤温区部分加热管出现故障,相对应的传感器就会发出信号,故障显示灯开始报警,加热管5数量减少,烘干箱体1内的温度可能难以达到设定的烘烤温度,烘干率标准就无法得到保障,为了不影响工作流程,减少不必要的停机。这时将各部分传感器检测到的数据上传到控制中心,首先进料口减少进料,传动机构开始减速,烘烤系统通过根据烘干箱体1的温度对传动电机的运行速度进行调整,以满足设定的烘干率要求。
39.当整体系统需要停机时,烘干箱体1内会有大量余温,为了节省能源损耗,可先切断加热管5的电源,保证传送电机继续运转,通过调节传送装置的速度,充分利用烤箱剩下的余温,尽可能的烘烤出更多的成品出来,最后再切断总电源;
40.综上所述,利用加热管5的电能控制来控制烘干箱体1内部的烘烤温度,极大程度减少内部热量的损耗,避免工人对高温的直接接触,并且充分利用内部热量,可以最大化利用好空间、能源资源,提高生产效率。
41.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1