一种耐火材料的烘干系统的制作方法
1.本技术涉及耐火材料生产设备的领域,尤其是涉及一种耐火材料的烘干系统。
背景技术:
2.目前耐火度不低于1580℃的一类无机金属材料。耐火度是指耐火材料锥型体试样在没有荷重情况下,抵抗高温作用而不软化熔倒的摄氏温度。但仅以耐火度来定义已不能全面描述耐火材料了,1580℃并不是绝对的。现定义为凡物理化学性质允许其在高温环境下使用的材料称为耐火材料。耐火材料广泛用于冶金、化工、石油、机械制造、硅酸盐、动力等工业领域,在冶金工业中用量最大,占总产量的50%60%。
3.耐火材料进行生产时,一般都需要对其进行烘干作业,以取出内部水分,但是现有的烘干设备大多是将材料投入烘干室内,由加热装置加热对其进行烘干,但是在烘干完成后,因为耐热材料温度较高,使得回收十分不便,且现有的烘干设备烘干不均匀,效率低等问题。
技术实现要素:
4.为了提高耐火材料的烘干效率以及提高耐火材料的烘干效果,本技术提供一种耐火材料的烘干系统。
5.本技术提供的一种耐火材料的烘干系统,采用如下的技术方案:一种耐火材料的烘干系统,包括用于运送耐火材料的环形传送装置以及罩设在环形传送装置上的烘干装置,所述烘干装置为密闭的腔室结构,在烘干装置上开设有进料口和出料口,所述烘干装置可以对传送装置上的耐火材料进行烘干,在环形传送装置上设置有将耐火材料输送到环形传送装置上的上料装置以及将烘干后耐火材料从环形传送装置上卸下的下料装置,并且在上料装置和下料装置之间的环形传送装置上设置有用于对耐火材料进行翻面的翻料装置。
6.通过采用上述技术方案,在对耐火材料进行烘干时,上料装置将待烘干的耐火材料输送到环形传送装置上,烘干装置可以进行持续的烘干,在烘干过程中,翻料装置可以将烘干的耐火材料在环形传送装置上进行翻面,翻面后的耐火材料可以再次进行烘干,烘干完成后的耐火材料可以通过下料装置从环形传送装置上卸下,通过上述各个装置之间的配合,可以使烘干系统进行持续不断的对耐火材料进行烘干,有效提高了烘干效率和耐火材料的烘干效果。
7.可选的,所述上料装置包括设置在环形传送带一侧的螺旋上料机和上料箱,所述螺旋上料机安装在环形传送装置上,螺旋上料机的进料端设置在上料箱内部,螺旋上料机的出料端位于环形传送装置上方。
8.通过采用上述技术方案,在上料过程中,工作人员将待烘干的耐火材料倒入到上料箱中,通过螺旋上料机将耐火材料从上料箱中输送到环形传送装置上的传送带上,螺旋上料机中的螺旋叶片在上料的过程中,可以对较大块状的耐火材料进行挤压破碎,方便后
续的烘干,并且设置的螺旋上料机可以持续不间断的将耐火材料输送到传送带上,提高了工作效率。
9.可选的,所述环形传送装置的传送方向上且靠近上料装置的位置处设置有铺平装置,所述铺平装置包括用于将堆积的耐火材料均匀散开的摊开组件以及将耐火材料以均匀厚度覆盖在环形传送装置上的刮平组件,所述摊开组件靠近上料装置,所述刮平组件位于摊开组件的另外一侧,所述摊开组件包括转动连接在环形传送装置上的第一螺旋叶片以及驱动第一螺旋叶片转动的第一驱动电机。
10.通过采用上述技术方案,摊开组件可以将堆积在环形传送装置上的耐火材料先均匀的散开,避免堆积,防止堆积的耐火材料内部无法进行快速烘干。
11.可选的,所述刮平组件包括竖直滑动设置在环形传送装置上的刮板,所述刮板与环形传送装置之间的距离可以进行调节,并且刮板呈v型。
12.通过采用上述技术方案,工作人员可以根据耐火材料颗粒度的大小来调节刮板下侧面与传送带之间的距离,从而控制耐火材料铺设在传送带表面上的厚度,当通过摊开组件的耐火材料在经过刮板时,可以用设定的厚度通过刮板下方,使耐火材料更好的铺平在传送带上;当耐火材料经过刮板时,呈v型的刮板可以将中间堆积的耐火材料均匀的向传送带两侧摊开。
13.可选的,所述烘干装置包括安装配合在环形传送装置上的烘干箱以及安装在烘干箱外部的多个热风机,所述热风机的出风口连通到烘干箱内部。
14.通过采用上述技术方案,在对耐火材料进行烘干时,烘干箱内部可以形成一个密闭的空间,热风机吹出的热风可以在烘干箱内部循环的流动,并且保持烘干箱内部的温度处于较高的状态,避免热量的流失,提高了对耐火材料烘干的效率。
15.可选的,烘干系统还包括监测装置,所述监测装置包括间隔设置在烘干箱内部的多个温度传感器、均匀安装在环形传送装置上湿度传感器以及plc控制器,所述温度传感器和湿度传感器均与plc控制器电连接,所述plc控制器与热风机电连接。
16.通过采用上述技术方案,温度传感器可以实时监控烘干箱内部的温度,湿度传感器可以对环形传送装置上运送的耐火材料的湿度进行监测,通过温度传感器和湿度传感器监测到的数据,控制烘干箱内部的温度,从而控制耐火材料的烘干效率。
17.可选的,所述翻料装置包括转动连接在环形传送装置上的翻料板以及驱动翻料板转动的伺服电机,所述翻料板呈l型,并且翻料板可以接触到环形传送装置上的耐火材料。
18.通过采用上述技术方案,设置的翻料板可以将环形传送装置上的耐火材料进行翻面,避免铺设在环形传送装置上层的耐火材料已经被烘干,下层的耐火材料还没进行烘干,翻面后可以对下层的耐火材料继续进行烘干,提高了烘干的效果。
19.可选的,所述下料装置包括安装在环形传送装置上用于阻挡烘干后耐火材料的挡料板,并且在挡料板一端的环形传送装置上开设有下料口,在环形传送装置一侧且对应下料口的位置处设置有下料箱。
20.通过采用上述技术方案,设置的挡料板可以将烘干后的耐火材料阻挡在环形传送装置上,避免继续沿着环形传送装置的传送方向继续输送,随着堆积在环形传送装置上的耐火材料越来越多可以通过下料口落入到下料箱中,实现卸料的工作。
21.可选的,所述下料装置还包括转动设置在环形传送装置上的第二螺旋叶片以及驱
动第二螺旋叶片转动的第二驱动电机,所述第二螺旋叶片位于挡料板上耐火材料堆积的一侧。
22.通过采用上述技术方案,当烘干后的耐火材料堆积在挡料板的一侧后,启动第二驱动电机,在转动第二螺旋叶片的作用下,可以将堆积的耐火材料快速的从传送带上卸到下料箱中,提高了卸料的速度,防止烘干后的耐火材料在传送带上堆积的过多。
23.可选的,所述环形传送装置上还安装有冷却组件,所述冷却组件包括安装在环形传送装置两侧的多个冷风机。
24.通过采用上述技术方案,冷风机可以持续的吹出冷风,快速对耐火材料进行降温,避免工作人员直接接触到刚烘干出来的耐火材料。
25.综上所述,本技术包括以下至少一种有益技术效果:1.在对耐火材料进行烘干时,上料装置将待烘干的耐火材料输送到环形传送装置上,烘干装置可以进行持续的烘干,在烘干过程中,翻料装置可以将烘干的耐火材料在环形传送装置上进行翻面,翻面后的耐火材料可以再次进行烘干,烘干完成后的耐火材料可以通过下料装置从环形传送装置上卸下,通过上述各个装置之间的配合,可以使烘干系统进行持续不断的对耐火材料进行烘干,有效提高了烘干效率和耐火材料的烘干效果;2.在烘干耐火材料的过程中,设置的监测装置可以实时检测烘干箱内部的温度,使烘干箱内部可以保持在恒定的温度范围内,并且可以根据耐火材料的含水量实时的进行调节温度,提高对耐火材料的烘干效率。
附图说明
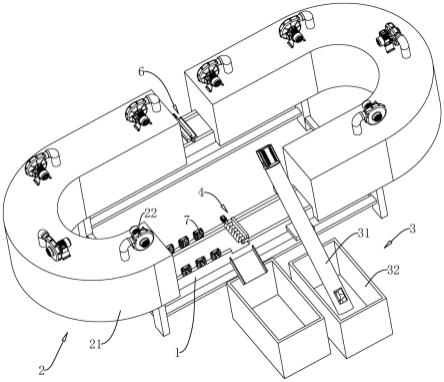
26.图1是本技术实施例的整体结构示意图;图2是本技术实施例体现去除烘干装置的示意图;图3是图2中a处的放大示意图;图4是图2中b处的放大示意图;图5是图2中c处的放大示意图。
27.附图标记说明:1、环形传送装置;2、烘干装置;21、烘干箱;22、热风机;3、上料装置;31、螺旋上料机;32、上料箱;4、下料装置;41、挡料板;42、下料箱;43、第二螺旋叶片;44、第二驱动电机;5、铺平装置;51、摊开组件;511、第一螺旋叶片;512、第一驱动电机;52、刮平组件;521、刮板;522、固定杆;523、连接杆;524、固定螺栓;6、翻料装置;61、翻料板;62、伺服电机;7、冷风机。
具体实施方式
28.以下结合附图1-5对本技术作进一步详细说明。
29.本技术实施例公开一种耐火材料的烘干系统。参照图1,一种耐火材料的烘干系统包括用于输送耐火材料的环形传送装置1、安装在环形传送装置1上的烘干装置2、设置在环形传送装置1同侧的上料装置3和下料装置4,在对耐火材料进行烘干时,通过上料装置3将待烘干的耐火材料输送到环形传送装置1上,然后通过烘干装置2对环形传送装置1上的耐火材料进行持续的烘干,烘干完成的耐火材料的通过下料装置4从环形传送装置1上卸下,从而完成一个完整的泥料烘干过程。
30.环形传送装置1包括多个u型传送带和多个直线型传送带,u型传送带安装在直线型传送带的端部,从而形成环形的输送机构,当耐火材料输送到环形传送装置1上后,经过一圈的输送,最终完成耐火材料的烘干。
31.参照图1,烘干装置2包括罩设在u型传送带上和直线型传送带上的烘干箱21,烘干箱21为内部中空的结构,并且在烘干箱21位于上料装置3和下料装置4的位置处对应开设有进料口和出料口,在烘干箱21的外部均匀布设有多个热风机22,热风机22的出风口与烘干箱21内部连通,在对耐火材料进行烘干时,烘干箱21内部可以形成一个基本密闭的空间,热风机22吹出的热风可以在烘干箱21内部循环的流动,并且保持烘干箱21内部的温度处于较高的状态,避免热量的流失,提高了对耐火材料烘干的效率。
32.参照图1和图2,上料装置3包括倾斜设置在环形传送装置1外侧的螺旋上料机31,螺旋上料机31包括倾斜固定在环形传送装置1上的上料管、转动设置在上料管内部的螺旋叶片以及固定在上料管上端的电机,上料管下端设置有进料口,上料管上端设置有出料口,在上料管的下端设置有上料箱32,上料管的上端出料口位于环形传送装置1上传送带的中间位置处,上料管的下端伸入到上料箱32中,在上料过程中,工作人员将待烘干的耐火材料倒入到上料箱32中,通过螺旋上料机31将耐火材料从上料箱32中输送到环形传送装置1上的传送带上,螺旋上料机31中的螺旋叶片在上料的过程中,可以对较大块状的耐火材料进行挤压破碎,方便后续的烘干,并且设置的螺旋上料机31可以持续不间断的将耐火材料输送到传送带上,提高了工作效率。
33.参照图1、图2和图3,在环形传送装置1上且位于烘干箱21进料口和上料装置3之间设置有铺平装置5,铺平装置5包括摊开组件51和刮平组件52,摊开组件51可以将堆积在传送带上的耐火材料分散开,刮平组件52可以将分散开的耐火材料以固定的厚度铺平在传送带上,摊开组件51包括转动连接在环形传送装置1上的转轴,转轴的长度方向与传送带的宽度方向相同,在转轴上固定连接有一对第一螺旋叶片511,两第一螺旋叶片511的旋向相反,并且在环形传送装置1上固定有第一驱动电机512,第一驱动电机512的输出轴与转轴的一端固定,第一驱动电机512可以控制两第一螺旋叶片511的转动,在对传送带上堆积的耐火材料进行摊开时,两第一螺旋叶片511将耐火材料摊开到传送带的两侧,使耐火材料可以先分散开,方便后续进行烘干。
34.刮平组件52包括竖直滑动设置在传送带上方的刮板521,在环形传送装置1的两侧对称固定连接有固定杆522,在刮板521远离传送带的一侧固定有连接杆523,连接杆523的两端滑动套设在固定杆522上,并且在连接杆523的两端螺纹连接有固定螺栓524,固定螺栓524可以穿过连接杆523并抵紧到固定杆522上,在使用刮平组件52时,工作人员可以根据耐火材料颗粒度的大小来调节刮板521下侧面与传送带之间的距离,从而控制耐火材料铺设在传送带表面上的厚度,当通过摊开组件51的耐火材料在经过刮板521时,可以用设定的厚度通过刮板521下方,使耐火材料更好的铺平在传送带上;另外,刮板521呈v型,并且刮板521的顶点朝向摊开组件51设置,当耐火材料经过刮板521时,可以将中间堆积的耐火材料均匀的向传送带两侧摊开。
35.参照图1、图2和图4,下料装置4包括固定在环形传送装置1上的挡料板41,挡料板41的长度方向与传送带的宽度方向相同,并且挡料板41的下表面抵接到传送带上,当烘干后的耐火材料输送到挡料板41处后,可以堆积在挡料板41上,在环形传送装置1外侧且位于
挡料板41一端的位置处开设有下料口,并且在环形传送装置1的外侧且对应下料口的位置处设置有下料箱42,在传送带持续运动的过程中,耐火材料逐渐堆积在挡板处,当堆积的耐火材料过多后,可以从下料口处逐渐落入到下料箱42中,从而达到将烘干后耐火材料从环形传送装置1上卸料的目的。
36.进一步的,在位于挡料板41堆积耐火材料一侧的环形传送装置1上转动连接有下料转轴,在下料转轴上固定连接有第二螺旋叶片43,第二螺旋叶片43的长度方向与传送带的长度方向相同,并且在挡料板41一端的环形传送装置1上固定连接有第二驱动电机44,第二驱动电机44的输出轴与下料转轴的一端固定,当烘干后的耐火材料堆积在挡料板41的一侧后,启动第二驱动电机44,在转动第二螺旋叶片43的作用下,可以将堆积的耐火材料快速的从传送带上卸到下料箱42中,提高了卸料的速度,防止烘干后的耐火材料在传送带上堆积的过多。
37.参照图1、图2和图5,在环形传送装置1上且相对于上料装置3和下料装置4的一侧设置有翻料装置6,翻料装置6包括转动连接在环形传送装置1上的翻料转轴,翻料转轴的长度方向与传送带的宽度方向相同,在翻料转轴上固定连接有多个翻料板61,翻料板61的长度方向与翻料转轴的长度方向相同,多个翻料板61沿翻料转轴的轴线周向均匀分布,翻料板61呈l型,翻料板61由横板和竖板组合而成,并且横板和竖板一体成型设置,竖板的一侧与翻料转轴固定,横板设置在竖板远离翻料转轴的一侧,并且横板可以抵接到传送带的表面上,横板的延伸方向与传送带的运行方向相反,使翻料板61可以更好的对耐火材料进行翻转,在环形传送装置1的一侧固定连接有伺服电机62,伺服电机62的输出轴与翻料转轴的一端固定连接,在翻料的过程中,伺服电机62带动翻料板61转动,从而将传送带上耐火材料进行快速的翻面,翻面后的耐火材料可以再次进行烘干。
38.本技术实施例烘干系统还包括监测装置,监测装置包括设置在烘干箱21内部的多个温度传感器、设置在环形传送装置1的传送带上的多个湿度传感器以及plc控制器,plc控制器与温度传感器和湿度传感器电连接,并且plc控制器与多个热风机22电连接,温度传感器可以实时监控烘干箱21内部的温度,湿度传感器可以对环形传送装置1上运送的耐火材料的湿度进行监测,通过温度传感器和湿度传感器监测到的数据,控制烘干箱21内部的温度,从而控制耐火材料的烘干效率。
39.参照图1和图2,在环形传送装置1上还设置有冷却组件,冷却组件包括安装在环形传送装置1上且靠近下料装置4的位置处,当烘干完成后的耐火材料需要卸料时,可以先通过冷却组件进行冷却降温,在从环形装置上卸下,避免工作人员直接接触到高温状态下的耐火材料,本技术实施例中,冷却组件为设置在环形传送装置1两侧的多个冷风机7,通过烘干箱21烘干后的耐火材料,冷风机7可以持续的吹出冷风,快速对耐火材料进行降温。
40.本技术实施例一种耐火材料的烘干系统的实施原理为:上料装置3可以将待烘干的耐火材料输送到环形传送装置1上,在摊开组件51和刮平组件52的作用下,待烘干的耐火材料可以均匀的铺设在环形传送装置1的传送带上,并送入到烘干箱21内部进行持续的烘干,当烘干一定时间后,翻料装置6可以对耐火材料进行翻面,并再次进入到烘干箱21内进行烘干,直至耐火材料烘干完成,在烘干的过程中,监测装置可以实时监控烘干箱21内部的温度,保持烘干箱21内部始终处于设计要求的范围内,烘干后的耐火材料通过冷风机7进行冷却降温,最后通过下料装置4被卸下,从而完成耐火材料的烘干。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1