一种双向高低翅组合的翅片带及带有其的炉管的制作方法
1.本实用新型涉及石油化工换热装备技术领域,具体涉及一种双向高低翅组合的翅片带及带有其的炉管。
背景技术:
2.加热炉是石油化工中的龙头,包括常压炉、减压炉、制氢炉、重整炉、焦化炉、转化炉及裂解炉等。管式加热炉的作用于是将介质(原油、油料或气体)加热至工艺所需的温度进行炼制。翅片管属于机械装备工程中热交换专用设备的高效换热节能元件,具体可用于石油炼制与化工、煤化工、化肥、空调、空冷、电力设施装备等等的热交换要求上,包括给介质加热或冷却等应用方式。翅片管是加热炉强化传热的核心元件,其中螺旋缠绕组焊在光面炉管表面的翅片结构十分重要。
3.炉管是加热炉强化传热的关键元件,分为表面无翅的光管、表面带钉的钉头管和表面带翅的翅片管等三种,其中的翅片管又分为套装翅片管和螺旋缠绕高频电阻焊翅片管等两种。套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用较早的一种加工翅片管的方法。螺旋缠绕组焊是在光面炉管表面连续缠绕翅片钢带的同时通过高频电源使翅片和钢管焊到一起,连接紧密而传热畅通,是十分重要的核心结构。
4.最早的齿形翅片钢带是利用通用设备——冲床在光面钢带上冲去一小块长条形面积加工而来的,每个翅片之间开了u形缝隙,效率低,无法适应生产的发展。由于冲削加工去除了部分金属,加工后的u形齿翅片带与原料钢带相比,使翅齿扩展的表面积弥补不了冲削去除了的表面积,总的表面积减少约8~20%,是开口翅片最小的表面积状态。虽然u形齿对烟气扰流提高了对流换热效果,但是总的换热效果难有明显提高。
5.翅片管作为石油化工工业炉的核心换热元件,对工业炉热效率起到关键的作用,总的发展是结构轻量化、尺寸精细化、效率高效化,高等级滚齿翅片及其翅片管是这一发展趋势的综合结果。因此,开发新型翅齿,提高翅齿加工品质,具有重要的工程意义和现实意义。
技术实现要素:
6.针对现有技术存在上述技术问题,本实用新型提供一种双向高低翅组合的翅片带及带有其的炉管,能够扩大翅片侧面的面积,对流经两块翅片之间的间隙底部的烟气起到一定的扰动作用,强化烟气与翅片侧面之间的换热,有利于提高加热炉的热效率。
7.为实现上述目的,本实用新型提供以下技术方案:
8.提供一种双向高低翅组合的翅片带,包括长条带状的带本体,所述带本体一体冲压成型有多片翅齿,相邻两片所述翅齿之间设有翅间缝隙,从而使得多片翅齿沿带本体长度方向分隔排列,所述带本体和/或翅齿的侧面滚压成型有密布的凹凸纹。
9.具体的,位于所述带本体侧面的所述凹凸纹呈波浪形。
10.具体的,位于所述带本体侧面和/或位于所述翅齿侧面的所述凹凸纹为三角形状、棱形状、圆形状这几种形状中的一种或两种以上的组合。
11.具体的,所述翅齿的位于所述翅间缝隙底部处设有圆角凹槽。
12.具体的,所述翅齿仅单侧面设有所述圆角凹槽。
13.具体的,所述圆角凹槽的深度小于所述翅齿的厚度的1/2。
14.具体的,所述带本体和所述翅片翅齿为一体化的钢结构。
15.本实用新型还提供一种炉管,包括管体和上述的翅片带,所述带本体沿所述管体的圆周方向或长度方向缠绕,且带本体的一侧边与管体连接,从而起到热传递作用并使得翅齿立起来。
16.具体的,所述带本体与所述管体之间相互焊接固定。
17.本实用新型的有益效果:
18.本实用新型的双向高低翅组合的翅片带及带有其的炉管,与现有技术相比,具有以下优点:
19.1.由于相邻翅齿之间的为间隙分隔,因此避免了冲齿的表面积缺失,一定程度保留了翅齿表面积的散热效果;
20.2.滚压成型的有密布的凹凸纹,能够有效弥补翅齿的根部间隙可能形成的横向截断导致的部分传热通道所造成的不良影响,既扩大了翅齿正反两个侧面的面积,又可以对流经两块翅齿之间深而窄的间隙底部的烟气起到一定的扰动作用,强化烟气与翅齿侧面之间的换热,有利于提高加热炉的热效率,尤其是对炉管轴向、径向的换热面积都得到了较大的提升;
21.进一步的:
22.3.翅齿根部的圆角凹槽能够从结构上使根部间隙稍闭合,从材料上能够使根部间隙形成的裂口尖端处的金属产生塑性硬化,提高局部的强度,一定程度能够防止翅齿根部被拉断。
附图说明
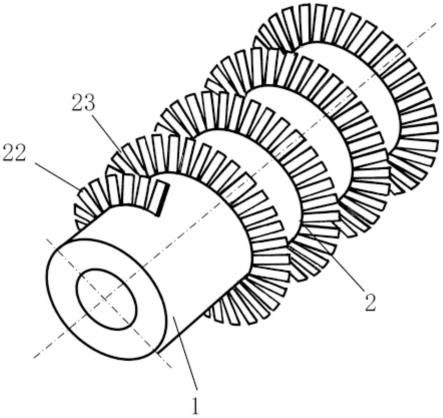
23.图1为实施例中的炉管的结构示意图。
24.图2为翅片带在缠绕之前的各结构的位置关系图。
25.图3为实施例中的凹凸纹为波浪形的示意图,未示出根部间隙和圆角凹槽。
26.图4为单片翅齿的圆角凹槽位置示意图。
27.附图标记:
28.管体1、翅片带2、带本体21、翅齿22、翅间缝隙23、圆角凹槽24、凹凸纹25。
具体实施方式
29.以下结合具体实施例及附图对本实用新型进行详细说明。
30.本实施例的炉管,如图1和图2所示,包括管体1和翅片带2,翅片带2包括长条带状的带本体21,带本体21沿管体1的圆周方向或长度方向螺旋缠绕焊接固定,图1中示意的带本体21宽度较小,实际制造时如图3所示保留一定宽度。带本体21一体冲压成型有多片翅齿22,带本体21和翅片翅齿22为一体化的钢结构。在缠绕之前,相邻两片翅齿22之间设有翅间
缝隙23,从而使得多片翅齿22沿带本体21长度方向分隔排列,由于相邻翅齿22之间的为间隙分隔,类似于“1”字形的线状狭窄缝隙,因此避免了冲齿的表面积过大缺失,一定程度保留了翅齿22表面积的散热效果。
31.随着石油化工装置的大型化发展,加热炉单炉能力也要提高,按传统观念设计的加热炉炉体庞大,即便是15万吨/年加热炉中的一件模块也已有150吨,长26000mm、宽4200mm、高4000mm,这给产品精密制造带来相应的困难,总体工期和成本也较高。随着社会经济的发展,各行业对环保节能技术指标提出了更先进的质量技术要求。本实施例中,带本体21和翅齿22的侧面滚压成型有密布的凹凸纹25,能够有效弥补翅齿22的根部间隙形成的横向截断导致的部分传热通道所造成的不良影响,既扩大了翅齿22正反两个侧面的面积,又可以对流经两块翅齿22之间深而窄的间隙底部的烟气起到一定的扰动作用,强化烟气与翅齿22侧面之间的换热,有利于提高加热炉的热效率。制造时通过压花轮组滚压实现,在压花轮组的外圆面加工出所需要的凹凸槽作为压痕的模具,通过试制调整压痕的深度,使滚压塑性变形后的翅片材料在力学性能上仍然满足螺旋缠绕的要求。所制造的开口翅片管及其工业炉符合项目要求,整体性能满足要求装置要求。
32.作为其中一个实施方式,如图3所示,位于带本体21侧面的凹凸纹25呈波浪形,波浪形条痕主要功能是扰流介质提高对流换热系数,次要功能是扩展换热面积。
33.作为另一个实施方式,实际中可以改为位于带本体21侧面和/或位于翅齿22侧面的凹凸纹为三角形状,即密布的多个三角形槽,三角形压痕主要功能是扩展换热面积(因为同等面积下三角形的周长最长),次要功能是扰流介质提高对流换热系数。实际中凹凸纹可以改为棱形状或圆形状等形状,或者两种以上的形状的凹凸纹组合。
34.本实施例中,如图4所示,翅齿22的位于根部拐角处设有圆角凹槽24,类似现有技术中压力容器检修规程的“止裂孔”。圆角凹槽24能够从结构上使根部间隙稍闭合,从材料上能够使根部间隙形成的裂口尖端处的金属产生塑性硬化,提高局部的强度,一定程度能够防止翅齿22根部被拉断。
35.具体的,翅齿22仅单侧面设有圆角凹槽24,实践已证明翅齿22单面有圆角凹槽24能够实现防止翅根拉断,那么翅齿22双面都有圆角凹槽24当然可以更有效地实现防止翅根拉断,这是不容置疑的。主要是事半已功倍,没有必要付出双倍的努力,即没必要双面呀圆角凹槽24。
36.实际中圆角凹槽24的深度小于翅齿22的厚度的1/2,保障翅齿22的强度。
37.在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
38.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,
可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
40.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1