一种智能化干燥机电气控制系统的制作方法
1.本实用新型涉及电气自动化技术领域,具体涉及一种智能化干燥机电气控制系统。
背景技术:
2.目前市场上常规的注塑工厂物料搬运都是采用人工或半自动化的搬运,随着自动化程度的提高,无人化工厂越来越普及,物料的搬运都采用全自动化的agv小车,并通过agv小车进行物料的搬运与装卸等动作。普通的干燥机储料桶只能手工打开或关闭盖子,无法自动配合agv小车的动作进行相应的动作,同时盖子在打开后无法限制干燥机运转的动作,原材料长时间暴露有污染的风险。
技术实现要素:
3.本实用新型的目的在于针对现有技术的上述不足和缺陷,提供一种智能化干燥机电气控制系统,以解决上述问题。
4.本实用新型所解决的技术问题可以采用以下技术方案来实现:
5.一种智能化干燥机电气控制系统,其特征在于,包括:
6.一用以与储料桶配合的电气控制系统;
7.一用以控制所述储料桶的桶盖实现自动或手动开盖的触摸显示屏单元;
8.一用以与自动化车间agv小车系统配合且与所述电气控制系统和所述触摸显示屏单元连接的plc控制单元,所述plc控制单元用以控制自动化车间agv小车系统对所述储料桶实现自动加料。
9.在本实用新型的一个优选实施例中,所述储料桶上设置有与所述plc控制单元配合的料位开关模块。
10.在本实用新型的一个优选实施例中,所述电气控制系统包括断路器、pcb主控制基板、直流电源控制板、固态继电器、接触器、热继电器、防逆相继电器、定时器、温控器、熔断器、多层报警灯。
11.在本实用新型的一个优选实施例中,所述断路器与所述接触器和热继电器以及固态继电器连接且所述断路器用以控制所述接触器和热继电器以及固态继电器的通断。
12.在本实用新型的一个优选实施例中,所述接触器和热继电器以及固态继电器分别用以与耐热风机和循环风机以及加热器连接并供电。
13.在本实用新型的一个优选实施例中,所述直流电源控制板包括24v电源控制板和5v电源控制板,所述24v电源控制板与所述料位开关模块和plc控制单元以及触摸显示屏单元连接并供电,所述5v电源控制板与所述pcb主控制基板连接并供电。
14.在本实用新型的一个优选实施例中,所述温控器为温度控制调节器,所述温度控制调节器上设置有加热器运转开关。
15.在本实用新型的一个优选实施例中,所述多层报警灯为led多层报警灯。
16.由于采用了如上的技术方案,本实用新型的有益效果在于:本实用新型通过触摸显示屏单元可对储料桶的桶盖可自动或手动开关,当在自动模式可配合自动化车间agv小车系统自动加料,如遇紧急情况也可以进行手动开盖,进行手动加料或者维修作业。另外,还包含有报警程序,对于各类故障进行信号输出对设备进行电气动作保护,并通过多层警报灯进行报警信号输出,例如开闭盖不到位将影响原料输送的故障,通过plc控制单元将输出动作信号给循环风机立即停止运行,防止事故的发生并对设备进行保护。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
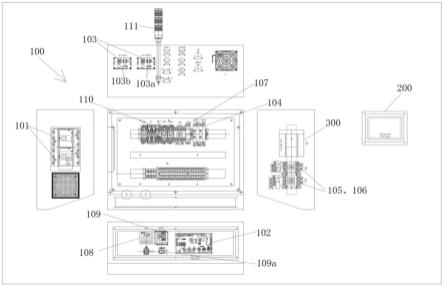
18.图1是本实用新型的结构示意图。
19.图2是本实用新型的工作流程图。
具体实施方式
20.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面进一步阐述本实用新型。
21.参见图1至图2所示的一种智能化干燥机电气控制系统,包括一用以与储料桶配合电气控制系统100、一与电气控制系统100连接且用以控制储料桶的桶盖实现自动或手动开盖的触摸显示屏单元200、一用以与自动化车间agv小车系统配合且与电气控制系统100和触摸显示屏单元200连接的plc控制单元300。本实施例中的储料桶上设置有与plc控制单元300配合的料位开关模块(图中未示出)。料位开关模块优选为材料位置传感器。具体地,plc控制单元300与触摸显示屏单元200连接,通过指定的通讯协议在触摸显示屏单元200上的按键与图标可实现与plc控制单元300各输入或输出点的关联,从而实现人机界面操作设备正常运行和数据监控。触摸显示屏单元200和plc控制单元300为现有技术的触摸显示屏和plc控制柜,市面上均可采购的。触摸显示屏是通过线连接与设置储料桶上的开盖气缸配合,实现桶盖自动开盖作用。
22.电气控制系统100包括断路器101、pcb主控制基板102、直流电源控制板103、固态继电器104、接触器105、热继电器106、防逆相继电器107、定时器108、温控器109、熔断器110、多层报警灯111组成。本实施例中的温控器109优选为温度控制调节器,温度控制调节器109上设置有加热器运转开关109a。本实施例中的熔断器110是通过两相电源组成独立单相电源,独立单相电源为各类单相200v级电源,用以负载供电。本实施例中的多层报警灯111优选为led多层报警灯。电气控制系统100中的断路器101、pcb主控制基板102、直流电源控制板103、固态继电器104、接触器105、热继电器106、防逆相继电器107、定时器108、温控器109、熔断器110、多层报警灯111均为现有技术上的电器部件。
23.断路器101与接触器105和热继电器106以及固态继电器104连接且断路器101用以控制接触器105和热继电器106以及固态继电器104的通断。本实施例中的接触器105和热继电器106以及固态继电器104分别用以与耐热风机和循环风机以及加热器连接并供电。具体
地,断路器101控制通断,经过接触器105、热继电器106、固态继电器104给与耐热风机、循环风机、加热器供电,同时接入防逆相继电器107防止反相序,从而确保耐热风机正转及时且冷却加热器,防止加热器烧毁。
24.直流电源控制板103包括24v电源控制板103a和5v电源控制板103b,24v电源控制板103a与料位开关模块和plc控制单元300以及触摸显示屏单元200连接并供电,5v电源控制板103b与pcb主控制基板102连接并供电。
25.本实施例中的plc控制单元300的输入端用以接收储料桶缺料、储料桶开盖到位、闭盖到位、风机启动、过载、pcb主控制基板警报输入信号。plc控制单元300的输出端用以控制储料桶的开盖电磁阀、综合报警、供给风机动作保护输出电压信号。另外,自动化车间agv小车系统后台配置了通信模块,可实现与agv小车进行远程通讯,自动呼叫agv小车进行自动加料。
26.本实用新型的运行操作如下:
27.当需要对储料桶进行自动加料时,当储料桶内的原料低于料位开关模块检测位置时,料位开关模块触点动作,其信号输入plc控制单元300的输入端,经过内部程序逻辑运算后,输出缺料信号经过通讯模块和通讯电缆与自动化车间agv小车系统通讯后台连接,通讯后台接收到缺料信号后给与agv小车发出加料信号,agv小车会自动赶往对应的加料地点。agv小车到达加料位置时发出到位信号,plc控制单元300接收信号后发出开盖信号,开盖气缸经气动电磁阀驱动储料桶的桶盖开盖,开盖同时循环风机不能启动且有时间延时保护,以防止加料时循环风机启动管道内进行吸风。储料桶的桶盖打开到位有光电开关检测,此时,允许agv小车进行加料,加完料后,当agv小车离开加料位置后才允许闭盖,闭盖完成后,延时数秒才允许循环风机启动,当需要手动开盖操作时可在触摸显示屏单元200上点击相应按键启动开盖,同时开闭盖动作均能在触摸显示屏单元200上显示,使得储料桶的原料桶盖配合自动化车间agv小车系统完成自动加料过程。
28.当需要对原料进行循环供给:按下pcb主控制基板102上的n01按钮开关原料输送待机界面显示为“rdy”,供给开始后,供给时间倒计时,led灯(红)闪烁,静电容量式感应开关关
29.当需要对原料进行干燥时:按下温度控制调节器109的开关键、输入干燥温度(sp値)。(数值从闪烁变换成常亮后,输入的数值确定)按加热器运转开关109a后,加热器运转灯亮,耐热送风机开始工作,加热器通电,加热器运转,开始升温。若停止操作时,同样按下加热器运转开关109a,加热器运转灯灭,加热器停止通电,加热器运转停止。为保护设备,耐热风机会延时1分钟后停止并开始降温。
30.本实用新型的信号报警工作原理:循环风机过载警报、加热器过热检出警报、原料温度上下限警报、耐热风机过载警报均由pcb主控制基板102输出报警信号,同时由pcb主控制基板102发出警报信号,其中加热器过热检出警报和耐热风机过载警报将会自动切断加热断路器101。由于plc控制单元200程序中需要循环风机过载信号进行程序控制,循环风机过载信号同时也输入plc控制单元200内,此外,储料桶开闭盖不到位的信号也将输入plc控制单元200内,以上各个信号经过plc控制单元200程序运算后输出信号驱动继电器,最后接
入多层警报灯111控制回路对外发出警报信号(声光报警)。
31.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1