一种铝单板成型烘干装置的制作方法
1.本实用新型涉及铝单板加工技术领域,尤其涉及一种铝单板成型烘干装置。
背景技术:
2.铝单板是指经过铬化等处理后,再采用氟碳喷涂技术,加工形成的建筑装饰材料。氟碳涂料主要是指聚偏氟乙烯树脂(kanar500),分底漆、面漆、清漆三种。喷涂过程一般分为二涂、三涂或四涂。氟碳涂层具有卓越的抗腐蚀性和耐候性,能抗酸雨、盐雾和各种空气污染物,耐冷热性能极好,能抵御强烈紫外线的照射,能长期保持不褪色、不粉化,使用寿命长。
3.而在铝单板喷涂后,需要对其表面进行清洗,使其表面保持洁净,从而避免在运输过程中,因为堆叠震动造成的划伤,一般清洗后的铝单板多通过自然晾干,这样或者利用单一的烘干房烘干,这两种烘干方式都存在占地面积广,效率低下的缺点。
4.因此,有必要提供一种新的铝单板成型烘干装置解决上述技术问题。
技术实现要素:
5.为解决上述技术问题,本实用新型提供一种烘干效率高的铝单板成型烘干装置。
6.本实用新型提供的铝单板成型烘干装置包括:筒体,所述筒体底端固定安装有若干个支撑脚,且筒体的底端位于若干个支撑脚的内侧连通有若干个排液管,筒体的侧壁上通过铰链连接有仓门;
7.中空轴,转动安装于筒体内,且所述中空轴位于筒体内的侧壁上开设有若干个通风孔,中空轴的底端侧壁固定安装有镂空设置的安装盘,所述安装盘和中空轴上均匀安装有若干个l型限位架,中空轴的顶端穿过筒体安装有烘干组件,所述筒体的上表面固定安装有用于驱动中空轴转动的伺服电机;
8.液压杆,设有两个,且两个所述液压杆对称安装于筒体的顶端上表面,且两个液压杆的伸缩端向下穿过筒体固定安装有止动组件。
9.优选的,所述伺服电机的输出轴固定安装有主动齿轮,所述中空轴的顶端外侧壁套设有从动齿轮,所述从动齿轮与主动齿轮啮合。
10.优选的,所述烘干组件包括安装支架、插接管、恒温电阻丝和风机一,所述安装支架通过螺栓固定安装于筒体的顶端,且安装支架上固定安装有插接管,所述插接管的底端插设于中空轴内,且插接管内安装有恒温电阻丝,所述恒温电阻丝插设于中空轴内,插接管的顶端嵌装有风机一,所述风机一风口朝向恒温电阻丝的一侧。
11.优选的,所述插接管的外侧壁与中空轴的内侧壁滑动配合。
12.优选的,所述止动组件包括压盖罩和止动罩,所述压盖罩固定安装于两个液压杆的伸缩端上,且压盖罩内侧壁转动安装有止动罩。
13.优选的,所述压盖罩的内侧壁上下两端均开设有与止动罩滑动配合的滑槽,所述滑槽内嵌装有若干个滚珠。
14.优选的,所述止动罩的内侧壁粘贴有橡胶防护层。
15.优选的,所述压盖罩的顶端均匀开设有若干个通孔,若干个通孔内均嵌装有风口朝向下方的风机二。
16.与相关技术相比较,本实用新型提供的铝单板成型烘干装置具有如下有益效果:
17.1、本实用新型提供一种铝单板成型烘干装置,通过将铝单板主体放置在l型安装架内,然后通过伺服电机驱动中空轴转动,中空轴带动l型安装架进行同步转动,将铝单板主体表面的水珠甩出,再配和再配合风机一将经过中空轴内的恒温电阻丝加热的热风吹送至筒体内,对筒体内铝单板主体进行高效的烘干;
18.2、通过设置止动组件,利用液压杆驱动止动组件的压动罩和止动罩对安装在l型限位架内的铝单板主体固定限位,从而限制铝单板主体在中空轴内只做同步的旋转脱水,不发生其它滑动,避免将铝单板主体的喷涂面划伤,压盖罩上还设置风机二,在风机一吹送热风时,控制风机二启动,加快筒体内部的空气流速,从而进一步加快铝单板主体的烘干速度。
附图说明
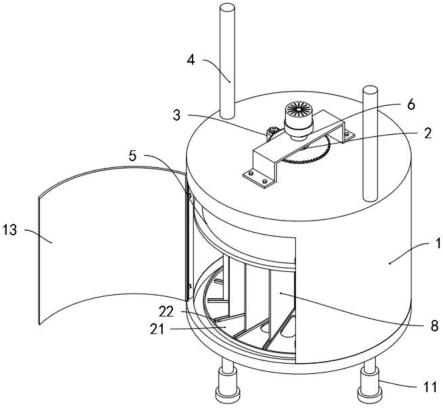
19.图1为本实用新型提供的铝单板成型烘干装置的一种较佳实施例的结构示意图;
20.图2为本实用新型提供的铝单板成型烘干装置的另一个视角的结构示意图;
21.图3为为本实用新型提供的铝单板成型烘干装置的内部结构示意图;
22.图4为图3所示的a的局部放大图;
23.图5为图1所示的l型限位架的结构示意图。
24.图中标号:1、筒体;11、支撑脚;12、排液管;13、仓门;2、中空轴;21、安装盘;22、l型限位架;23、从动齿轮;3、伺服电机;31、主动齿轮;4、液压杆;5、止动组件;51、压盖罩;511、滚珠;52、止动罩;6、烘干组件;61、安装支架;62、插接管;63、恒温电阻丝;64、风机一;7、风机二;8、铝单板主体。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.以下结合具体实施例对本实用新型的具体实现进行详细描述。
27.请参阅图1至图5,本实用新型实施例提供的一种铝单板成型烘干装置,所述铝单板成型烘干装置包括:筒体1、中空轴2、伺服电机3、液压杆4、止动组件5和烘干组件6。
28.筒体1,所述筒体1底端固定安装有若干个支撑脚11,且筒体1的底端位于若干个支撑脚11的内侧连通有若干个排液管12,筒体1的侧壁上通过铰链连接有仓门13;
29.中空轴2转动安装于筒体1内,且所述中空轴2位于筒体1内的侧壁上开设有若干个通风孔,中空轴2的底端侧壁固定安装有镂空设置的安装盘21,所述安装盘21和中空轴2上均匀安装有若干个l型限位架22,中空轴2的顶端穿过筒体1安装有烘干组件6,所述筒体1的上表面固定安装有用于驱动中空轴2转动的伺服电机3,所述伺服电机3的输出轴固定安装有主动齿轮31,所述中空轴2的顶端外侧壁套设有从动齿轮23,所述从动齿轮23与主动齿轮
31啮合;
30.液压杆4设有两个,且两个所述液压杆4对称安装于筒体1的顶端上表面,且两个液压杆4的伸缩端向下穿过筒体1固定安装有止动组件5。
31.所述烘干组件6包括安装支架61、插接管62、恒温电阻丝63和风机一64,所述安装支架61通过螺栓固定安装于筒体1的顶端,且安装支架61上固定安装有插接管62,所述插接管62的底端插设于中空轴2内,且插接管62内安装有恒温电阻丝63,所述恒温电阻丝63插设于中空轴2内,插接管62的顶端嵌装有风机一64,所述风机一64风口朝向恒温电阻丝63的一侧。
32.需要说明的是:使用时,通过开启仓门13,然后将多个清洗后的铝单板主体8一一放置在l型限位架22内,全部安装后,通过液压杆4推动止动组件5靠近铝单板主体8,直至将其压动限制在l型限位架22内,然后关闭仓门13,然后同步启动烘干组件6的恒温电阻丝63,加热至适宜温度,再同步启动伺服电机3和风机一64,伺服电机3通过主动齿轮31与从动齿轮23啮合,从而带动中空轴2转动,中空轴2转动时带动安装盘21以及安装盘21上的l型限位架22和铝单板主体8旋转,将铝单板主体8表面的水珠旋转甩出,铝单板主体8上的液体被甩落至筒体1内部,然后从排液管12内排出,再配合风机一64吹送热风,对铝单板主体8进行高效的烘干。
33.而本在实施例中:所述插接管62的外侧壁与中空轴2的内侧壁滑动配合,这样插接管62在插入中空轴2内后,不会对中空轴2造成过大的摩擦阻力,中空轴2在伺服电机3的驱动下,可以正常转动。
34.还需要说明的是:这里l型限位架22,通过两个c型钢焊接组成,两个c型钢上均匀开设有通风孔,从而实现将铝单板主体8插设于l型限位架22内,利用c型钢的卡槽将铝单板主体8卡在c型钢内。
35.在本实用新型的实施例中,请参阅图3和图4,所述止动组件5包括压盖罩51和止动罩52,所述压盖罩51固定安装于两个液压杆4的伸缩端上,且压盖罩51内侧壁转动安装有止动罩52。
36.所述压盖罩51的内侧壁上下两端均开设有与止动罩52滑动配合的滑槽,所述滑槽内嵌装有若干个滚珠511。
37.需要说明的是:止动组件5使用,当铝单板主体8安装在l型限位架22上后,液压杆4驱动压盖罩51向下靠近铝单板主体8,压盖罩51同步带动止动罩52靠近铝单板主体8,直至止动罩52的内侧壁接触铝单板主体8的拐角,止动罩52内侧壁与铝单板主体8的拐角接触后,止动罩52继续下移时,先推动铝单板主体8在l型限位架22内,向靠近中空轴2一侧滑动,直至铝单板主体8的单边与l型限位架22的内侧壁贴近靠齐,然后止动罩52的内侧壁将铝单板主体8压紧在止动罩52和l型限位架22上,完成对铝单板主体8的安装,在中空轴2带动l型限位架22转动时,带动止动罩52在压盖罩51内进行同步滑动,从而完成在止动罩52在铝单板主体8旋转脱水时,继续对铝单板主体8进行压紧止动,再通过设置滚珠使得止动罩52和压盖罩51之间的转动更加顺畅,无较大跳动,从而限制铝单板主体8在中空轴2内只做同步的旋转脱水,不发生其它滑动,避免将铝单板主体8的喷涂面划伤。
38.而本在实施例中:所述止动罩52的内侧壁粘贴有橡胶防护层,这样止动罩52在压动铝单板主体8的角端时,对铝单板主体8进行防护,避免硬性碰撞划伤铝单板主体8的喷涂
面。
39.在本实用新型的实施例中,请参阅图2和图3,所述压盖罩51的顶端均匀开设有若干个通孔,若干个通孔内均嵌装有风口朝向下方的风机二7。
40.需要说明的是:这样烘干作业时,在风机一64在吹送热风时,继续控制风机二7启动,加快筒体1内部的空气流速,从而进一步加快铝单板主体8的烘干速度。
41.本实用新型提供的铝单板成型烘干装置的工作原理如下:
42.使用时,通过开启仓门13,然后将多个清洗后的铝单板主体8一一放置在l型限位架22内,全部安装后,控制液压杆4驱动压盖罩51向下靠近铝单板主体8,压盖罩51同步带动止动罩52靠近铝单板主体8,直至止动罩52的内侧壁接触铝单板主体8的拐角,止动罩52内侧壁与铝单板主体8的拐角接触后,止动罩52继续下移时,先推动铝单板主体8在l型限位架22内,向靠近中空轴2一侧滑动,直至铝单板主体8的单边与l型限位架22的内侧壁贴近靠齐,然后止动罩52的内侧壁将铝单板主体8压紧在止动罩52和l型限位架22上,完成对铝单板主体8的安装,然后关闭仓门13,然后同步启动烘干组件6的恒温电阻丝63,加热至适宜温度,再同步启动伺服电机3和风机一64,伺服电机3通过主动齿轮31与从动齿轮23啮合,从而带动中空轴2转动,中空轴2转动时带动安装盘21以及安装盘21上的l型限位架22和铝单板主体8旋转,将铝单板主体8表面的水珠旋转甩出,铝单板主体8上的液体被甩落至筒体1内部,然后从排液管12内排出,再配合风机一64吹送热风,对铝单板主体8进行高效的烘干,同时继续控制风机二7启动,加快筒体1内部的空气流速,从而进一步加快铝单板主体8的烘干速度。
43.本实用新型中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
44.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1