伸缩式平台装卸料车的制作方法
1.本实用新型涉及一种装卸料车,尤其涉及一种伸缩式平台装卸料车。
背景技术:
2.随着工业自动化的大幅度提高,热处理自动化生产线的运用随之普及,其中,各热处理设备的炉料装卸和转移将越来越多的由自动化料车来承担。但受工业炉特别是真空炉门和门铰尺寸限制,在生产线布置时,料车轨道往往需要与主设备之间预留一定的空间,以满足炉门的正常开关和管路电路的布线要求,这就造成料车在装卸料时,炉料从料车平台到炉膛之间往往会有一段距离被架空。
3.目前,只能通过尽量缩短料车行走轨道与主设备的间距来缩短架空段距离,从而减小该架空距离对装卸料的影响,但在架空位置处,装卸料时卡滞、跑偏、甚至强推硬拽造成的零件翻落时有发生,存在较大的安全隐患。此外,在遇到多种设备连线生产时,且无法缩短架空距离的情况下,只能使用两台甚至两台以上的转运料车来满足不同设备的上下料,作业效率低,也无法保证炉料的装卸安全性。
技术实现要素:
4.本实用新型的目的在于提供一种缩式平台装卸料车,能在炉体与装卸料车本体之间平稳、安全的装卸料,提高炉料装卸的效率。
5.本实用新型是这样实现的:
6.一种伸缩式平台装卸料车,包括装卸料车本体以及设置在装卸料车本体内的行走电机、进出料电机、链条组件、推料架、辊道架和离合件;行走电机的输出轴与装卸料车本体的车轮轮轴固定连接;离合件设置在辊道架的后端,离合件的上离合端能上升并抵靠在推料架上,使辊道架与推料架通过离合件连接并同步滑动,离合件的下离合端能下降并插接在装卸料车本体上,使辊道架与装卸料车本体通过离合件连接,且推料架能相对辊道架滑动;进出料电机的输出轴通过链条组件与推料架连接,使推料架和辊道架通过链条组件经进出料电机可水平滑动式设置在装卸料车本体上;炉料可滑动式置于辊道架上,推料架设置在辊道架上并能对称锁定在炉料的两侧。
7.所述的链条组件包括第一传动链条、第二传动链条和传动齿轮轴;第一传动链条的一端与进出料电机的输出轴传动连接,进出料电机和传动齿轮轴设置在装卸料车本体的内部后端,第一传动链条的另一端与传动齿轮轴啮合传动连接;第二传动链条的一端安装在装卸料车本体的内部前端,第二传动链条的另一端啮合连接在传动齿轮轴上,第二传动链条与推料架的底部连接。
8.所述的传动齿轮轴上设有限位开关,第二传动链条上设有信号触发块,信号触发块能与限位开关接触连接,限位开关与进出料电机电连接。
9.所述的推料架包括一对推料杆和横档,横档垂直连接在一对平行设置的推料杆之间,一对推料杆分别位于炉料的两侧。
10.所述的一对推料杆的后部分别设有前梁,前梁抵靠在炉料的后端面上;一对推料杆的前方通过翻转组件可转动式安装有勾头,勾头能通过翻转组件翻转至水平位置并抵靠在炉料的前端面上,勾头能通过翻转组件翻转至竖直位置并位于炉料的旁侧。
11.所述的翻转组件包括翻转电机、伸缩连杆、翻转盘和中间芯轴;翻转电机固定设置在推料架的后端,翻转盘为圆盘形结构并同轴连接在翻转电机的输出轴上;一对伸缩连杆的一端分别通过第一关节轴承可转动式连接在翻转盘的上部一侧和下部另一侧,一对伸缩连杆的另一端分别通过第二关节轴承与一对中间芯轴的后端可转动式连接;推料杆为中空杆件结构,一对中间芯轴分别对应贯穿一对推料杆,一对中间芯轴的前端分别安装有勾头;翻转盘上设有限位撞块,翻转盘的两侧分别设有翻转限位开关,翻转盘转动时,限位撞块能与其中一个翻转限位开关接触连接,翻转限位开关与翻转电机电连接。
12.所述的推料架的后部形成有后梁,后梁位于辊道架后端的上方,使离合件的上离合端上升时能抵靠在后梁后端;装卸料车本体内设有卡槽,卡槽位于辊道架后端的下方,使离合件的下离合端下降时能插入在卡槽内。
13.所述的离合件为双向气缸,离合件的顶部和底部分别设有磁性开关,双向气缸的活塞上升后能与离合件顶部的磁性开关吸附连接,双向气缸的活塞下降后能与离合件底部的磁性开关吸附连接;磁性开关与进出料电机电连接。
14.所述的辊道架的底部设有滚轮,装卸料车本体内设有辊道架滑槽,辊道架通过滚轮沿辊道架滑槽可水平滑动式设置在装卸料车本体上;辊道架滑槽的前端设有滚轮限位块,使位于辊道架前部的滚轮与滚轮限位块接触时,辊道架能水平架设在炉体与装卸料车本体之间的架空位置上方。
15.所述的辊道架的顶部间隔设有若干根辊轴,辊轴的轴向与炉料的推动方向垂直,且若干根辊轴所在的平面与炉体内的辊道平面位于同一水平高度,炉料通过若干根辊轴可滑动式放置在辊道架上。
16.本实用新型与现有技术相比,具有以下有益效果:
17.1、本实用新型由于设有推料架和辊道架,推料架和辊道架通过离合件临时连接时,能在进出料电机的驱动下同步移动并水平架设在炉体与装卸料车本体之间的架空位置处,保证炉料的装卸平稳、安全,避免炉体与装卸料车本体之间的架空位置导致炉料装卸时的卡滞、跑偏、惯性窜动、翻落等问题发生;辊道架通过离合件临时锁定在装卸料车本体上时,推料架相对辊道架继续移动以实现炉料的进料过程和卸料过程,无需使用两台甚至两台以上的转运料车实现炉料的装卸,大大节省了资源,有利于提高炉料的装卸效率,并降低故障率。
18.2、本实用新型采用进出料电机驱动控制炉料的装卸过程中推料架和辊道架的同步或相对移动,同步或相对移动易于控制和切换,互不冲突、干涉,使装卸料过程更平稳,大大降低由于惯性冲击导致炉料散落的情况发生,且体积小,节省了装卸料车本体内部空间,降低了装卸料车本体的制造成本。
附图说明
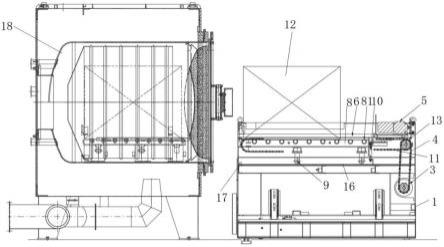
19.图1是本实用新型伸缩式平台装卸料车的主视图;
20.图2是本实用新型伸缩式平台装卸料车的侧视图(推料架和辊道架未移动);
21.图3是本实用新型伸缩式平台装卸料车的侧视图(推料架和辊道架同步移动);
22.图4是本实用新型伸缩式平台装卸料车的侧视图(推料架相对辊道架移动);
23.图5是本实用新型伸缩式平台装卸料车中离合件的上离合端连接示意图;
24.图6是本实用新型伸缩式平台装卸料车中离合件的下离合端连接示意图;
25.图7是本实用新型伸缩式平台装卸料车中伸缩连杆的安装示意图;
26.图8是图7中b-b的剖面图。
27.图中,1装卸料车本体,2行走电机,3进出料电机,4第一传动链条,5翻转电机,6推料架,61前梁,62勾头,63后梁,7伸缩连杆,71第一关节轴承,72第二关节轴承,8辊道架,81辊轴,9滚轮,10离合件,11第二传动链条,12炉料,13传动齿轮轴,14翻转盘,141限位撞块,142翻转限位开关,15卡槽,16辊道架滑槽,17滚轮限位块,18炉体,19中间芯轴。
具体实施方式
28.下面结合附图和具体实施例对本实用新型作进一步说明。
29.请参见附图1至附图4,一种伸缩式平台装卸料车,包括装卸料车本体1以及设置在装卸料车本体1内的行走电机2、进出料电机3、链条组件、推料架6、辊道架8和离合件10;行走电机2的输出轴与装卸料车本体1的车轮轮轴固定连接;离合件10设置在辊道架8的后端(以卸料时远离炉膛的一端为后端,靠近炉膛的一端为前端),离合件10的上离合端能上升并抵靠在推料架6上,使辊道架8与推料架6通过离合件10连接并同步滑动,离合件10的下离合端能下降并插接在装卸料车本体1上,使辊道架8与装卸料车本体1通过离合件10连接,且推料架6能相对辊道架8滑动;进出料电机3的输出轴通过链条组件与推料架6连接,使推料架6和辊道架8通过链条组件经进出料电机3可水平滑动式设置在装卸料车本体1上;炉料12可滑动式置于辊道架8上,推料架6设置在辊道架8上并能对称锁定在炉料12的两侧。
30.装卸料车本体1通过行走电机2移动至炉体18的炉门处,通过进出料电机3控制经离合件10连接的推料架6和辊道架8向装卸料车本体1的外部同步移动,使其水平架设在装卸料车本体1与炉体18之间的架空位置处,便于炉料12在架空位置处的平稳装卸。通过离合件10连接辊道架8和装卸料车本体1后,进出料电机3控制推料架6继续移动使其能伸入炉膛内部,从而完成炉料12在炉膛内部的进料和出料动作。装卸料车本体1到炉体18之间的距离可以加大到350mm以上,而炉膛到料车之间的间距更是达到了600mm,为设计更大更复杂的炉门结构和管线布置创造了可能。
31.请参见附图1至附图4,所述的链条组件包括第一传动链条4、第二传动链条11和传动齿轮轴13;第一传动链条4的一端与进出料电机3的输出轴通过啮合齿传动连接,进出料电机3和传动齿轮轴13设置在装卸料车本体1的内部后端(以卸料时远离炉膛的一端为后端,靠近炉膛的一端为前端),进出料电机3位于传动齿轮轴13的下方,第一传动链条4的另一端与传动齿轮轴13啮合传动连接;第二传动链条11的一端通过齿轮轴(图中未示出)安装在装卸料车本体1的内部前端,第二传动链条11的另一端啮合连接在传动齿轮轴13上,第二传动链条11与推料架6的底部连接。
32.在第一传动链条4、第二传动链条11和传动齿轮轴13的传动下,采用进出料电机3与离合件10配合,即可实现对推料架6和辊道架8的同步移动驱动控制和相对移动驱动控制,占用空间小,能降低装卸料车本体1的体积和加工成本。由于剖视角度的结构遮挡,附图
中第二传动链条11的显示不完全。
33.所述的传动齿轮轴13上设有限位开关(图中未示出),第二传动链条11上设有信号触发块(图中未示出),信号触发块能与限位开关接触连接,限位开关与进出料电机3电连接。
34.优选的,限位开关可采用接触式开关,当信号触发块随第二传动链条11传动至限位开关时,利用信号触发块对限位开关的挤压触碰实现限位开关的触发,从而时限位开关触发后向进出料电机3发送驱动信号。
35.所述的推料架6包括一对推料杆(图中未示出)和横档(图中未示出),横档垂直连接在一对平行设置的推料杆之间,一对推料杆分别位于炉料12的两侧。推料杆和横档的尺寸可根据炉料12和辊道架8的尺寸调整,确保一对推料杆能位于炉料12的两侧且置于辊道架8上即可。
36.请参见附图5和附图6,所述的一对推料杆的后部分别设有前梁61,前梁61抵靠在炉料12的后端面上;一对推料杆的前方通过翻转组件可转动式安装有勾头62,勾头62能通过翻转组件翻转至水平位置并抵靠在炉料12的前端面上,勾头62能通过翻转组件翻转至竖直位置并位于炉料12的旁侧。
37.勾头62通过翻转组件转动至水平位置时,能挡在炉料12的前方,从而限制炉料12向前滑移,保证了装卸料过程中的稳定性。卸料时将勾头62通过翻转组件转动至竖直位置,解除对炉料12的限制即可将炉料12推出。前梁61能用于限制炉料12的后端位置,便于推动炉料12实现进料,也便于避免在炉料12拉出至辊道架8上时过度滑动。
38.请参见附图1至附图8,所述的翻转组件包括翻转电机5、伸缩连杆7、翻转盘14和中间芯轴19;翻转电机5固定设置在推料架6的后端,翻转盘14为圆盘形结构并同轴连接在翻转电机5的输出轴上;一对伸缩连杆7的一端分别通过第一关节轴承71可转动式连接在翻转盘14的上部一侧和下部另一侧,一对伸缩连杆7的另一端分别通过第二关节轴承72与一对中间芯轴19的后端可转动式连接;(推料杆为中空杆件结构,一对中间芯轴19分别对应贯穿一对推料杆,一对中间芯轴19的前端分别安装有勾头62。
39.一对伸缩连杆7的一端在翻转盘14上沿径向交错设置,伸缩连杆7两头设置关节轴承,第二关节轴承72呈90
°
的v形结构,第二关节轴承72的两侧与竖直面的夹角均为135
°
,从而通过第一关节轴承71和第二关节轴承72实现伸缩连杆7相对翻转盘14和中间芯轴19的转动以及在翻转盘14和中间芯轴19之间的位置移动。伸缩连杆7的一端通过第一关节轴承71与转盘14可转动连接,伸缩连杆7的另一端与90
°
v形结构的第二关节轴承72的一端可转动式连接,第二关节轴承72的另一端与中间芯轴19的尾部连接。当翻转电机5启动后,翻转盘14转动并通过第一关节轴承71带动伸缩连杆7活动,伸缩连杆7的一端与翻转盘14相对转动,伸缩连杆7的另一端通过第二关节轴承72带动中间芯轴19活动,由于中间芯轴19受限于推料杆,在v形结构的第二关节轴承72的带动下,中间芯轴19在推料杆内转动,从而通过伸缩连杆7把扭矩传递给两侧的中间芯轴19,进而实现设置在中间芯轴19前端的勾头62在水平与垂直方向之间的翻转切换。
40.请参见附图7,所述的翻转盘14上设有限位撞块141,翻转盘14的两侧分别设有翻转限位开关142,翻转盘14转动时,限位撞块141能与其中一个翻转限位开关142接触连接,翻转限位开关142与翻转电机5电连接。
41.当勾头62到达垂直或水平位置后,限位撞块141会触发翻转盘14两侧的翻转限位开关142,翻转限位开关142向翻转电机5发送停机指令,使翻转电机5立即停止,保证了勾头62在垂直和水平位置上的翻转定位精度。
42.请参见附图5和附图6,所述的离合件10为双向气缸,离合件10的顶部和底部分别设有磁性开关(图中未示出),双向气缸的活塞上升后能与离合件10顶部的磁性开关吸附连接,双向气缸的活塞下降后能与离合件10底部的磁性开关吸附连接;磁性开关与进出料电机3电连接。双向气缸的活塞上设置磁性块,用于与磁性开关吸附,可离合件10上升或下降时触发顶部或底部的磁性开关,从而通过磁性开关的触发开启为进出料电机3发送驱动信号。
43.请参见附图5和附图6,所述的推料架6的后部形成有后梁63,后梁63位于辊道架8后端的上方,使离合件10的上离合端上升时能抵靠在后梁63后端;装卸料车本体1内设有卡槽15,卡槽15位于辊道架8后端的下方,使离合件10的下离合端下降时能插入在卡槽15内。通过后梁63与离合件10上离合端的抵靠,推料架6在向前移动的同时,将辊道架8一并向前推动,实现推料架6、辊道架8和炉料12的同步推送。通过卡槽15与离合件10下离合端的插接,将推料架6与辊道架8分离,使推料架6能相对辊道架8继续向前滑移,实现推料架6对炉料12的继续推送。
44.请参见附图1至附图6,所述的辊道架8的底部设有滚轮9,装卸料车本体1内设有辊道架滑槽16,辊道架8通过滚轮9沿辊道架滑槽16可水平滑动式设置在装卸料车本体1上。通过滚轮9和辊道架滑槽16能提高辊道架8的滑动稳定性和轨迹可控性,从而保证炉料12的装卸过程稳定。
45.请参见附图2至附图4,所述的辊道架滑槽16的前端设有滚轮限位块17,使位于辊道架8前部的滚轮9与滚轮限位块17接触时,辊道架8能水平架设在炉体18与装卸料车本体1之间的架空位置上方。通过滚轮限位块17限制滚轮9,从而限制辊道架8的最大滚动行程,防止过度滑移。
46.请参见附图2至附图6,所述的辊道架8的顶部间隔设有若干根辊轴81,辊轴81的轴向与炉料12的推动方向垂直,且若干根辊轴81所在的平面与炉体18内的辊道平面位于同一水平高度,炉料12通过若干根辊轴81可滑动式放置在辊道架8上。辊轴81的滚动有利于炉料12和推料架6相对于辊道架8的滑移,将滑动摩擦转化为滚动摩擦,保持滑移的顺畅,同时也便于炉料12从辊道架8的辊轴81上滑移至炉体18内的辊道上。
47.请参见附图1至附图8,本实用新型的工作过程及其工作原理是:
48.将炉料12置于辊道架8上,且位于推料架6的一对推料杆之间,前梁61抵靠在炉料12的后端面上,一对勾头62处于水平状态并抵靠在炉料12的前端面上,保证炉料在辊道架8上的置放稳定性。通启动行走电机2,装卸料车本体1带着炉料12沿轨道推动至炉体18的炉门前并锁止。
49.气缸进气并带动离合件10的上离合端向上移动,上离合端上升至最高位置时,离合件10的上离合端靠在推料架的后梁63上,从而将推料架6与辊道架8临时连接在一起。离合件10顶部的磁性开关与双向气缸的活塞吸附连接,磁性开关向进出料电机3发出驱动信号,进出料电机3转动并带动第一传动链条4传动,第一传动链条4通过传动齿轮轴13带动第二传动链条11同步传动,从而使第二传动链条11带动推料架6向炉体18方向移动。
50.由于离合件10将推料架6与辊道架8临时连接,辊道架8与推料架6同步移动,通过滚轮9沿辊道架滑槽16滑动,保证推料架6、辊道架8和炉料12的同步、水平、稳定滑动,直至位于辊道架8前部的滚轮9与滚轮限位块17触碰,推料架6、辊道架8和炉料12停止移动。此时,推料架6和辊道架8水平架设在装卸料车本体1与炉体18之间的架空位置上方,辊道架8的行程达到最大,第二传动链条11上的信号触发块与传动齿轮轴13上的限位开关接触,限位开关向进出料电机3发出停止信号,进出料电机3暂停运行。
51.气缸放气并带动离合件10的下离合端向下移动,使离合件10的下离合端插入在卡槽15内,将辊道架8锁止在装卸料车本体1上,确保辊道架8不再移动。离合件10底部的磁性开关与双向气缸的活塞吸附连接,磁性开关向进出料电机3发出驱动信号,进出料电机3再次启动。出料电机3转动并带动第一传动链条4传动,第一传动链条4通过传动齿轮轴13带动第二传动链条11同步传动,从而使第二传动链条11带动推料架6向炉体18内移动。由于炉料12被前梁61和勾头62限制,炉料12随推料架6同步向炉体18内移动,利用辊道架8的辊轴81保证推料架6和炉料12的稳定移动,直至推料架6达到最大行程,此时炉料12被推入炉膛内,完成进料过程。辊道架8的行程可根据炉体18与装卸料车本体1之间的架空间隙宽度调整,推料架6的行程可根据炉体18的尺寸调整。
52.启动翻转电机5带动翻转盘14同步转动,翻转盘14带动一对伸缩连杆7转动,并在第一关节轴承和第二关节轴承的带动下使一对中间芯轴19在一对推料杆内转动,从而使勾头62从水平状态翻转至竖直状态,进而解除对炉料12前端的限制。进出料电机3反向转动并通过第一传动链条4带动第二传动链条11传动,使第二传动链条11带动推料架6向炉体18外部移动,直至推料架6和辊道架8架设在水平架设在装卸料车本体1与炉体18之间的架空位置上方。炉料12在前梁61的顶推下保持推料架6的
53.第二传动链条11上的信号触发块与传动齿轮轴13上的限位开关接触,限位开关向进出料电机3发出停止信号,进出料电机3暂停运行。气缸进气并带动离合件10的上离合端向上移动,使离合件10再次临时连接推料架6和辊道架8。离合件10上的磁性开关与双向气缸的活塞吸附连接,磁性开关向进出料电机3发出驱动信号,进出料电机3继续反向转动并带动第一传动链条4和第二传动链条11同步传动,从而使第二传动链条11带动推料架6和辊道架8向远离炉体18的方向同步移动,直至推料架6和辊道架8复位。
54.在炉料12加工完成需要出料时,出料过程与上述进料过程相同,不同的是勾头62的位置,即:进料过程中,勾头62需要处于水平位置用于限制炉料12的前端,并在进料后转至竖直状态;而出料过程中,勾头62需要处于竖直位置以避免与炉体18炉膛内的炉料12发生碰撞,并在推料架6达到最大行程时将勾头62转动至水平状态用于勾住炉料12,从而将其从炉膛中顺利拉出至辊道架8上。
55.以上仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围,因此,凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1