一种烧结砂生产系统的制作方法
1.本实用新型属于烧结砂技术领域,具体涉及一种烧结砂生产系统。
背景技术:
2.目前的烧结砂生产工序为:白砂着色—烘表干—烧结—冷却—分筛这5步。现在烧结砂厂的每个工序及相关设备相对独立,各设备结构不紧凑,完成每步后均需要人工进行操作搬运,非常不方便,无法形成连续生产,费时费力。
3.现有技术中至少存在如下问题:烧结砂生产过程中各设备相互独立,耗费人工搬运,费时费力,无法实现连续生产,增大成本。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一,提供一种烧结砂生产系统。
5.本实用新型的一个方面提供一种烧结砂生产系统。所述系统包括:混砂机、振动喂料机、干燥滚筒、烘烤辊筒机、冷却滚筒、筛分机、第一提升机和第二提升机;所述混砂机的入料口用于接收制备烧结砂的各原料,所述振动喂料机的入料口与所述混砂机的出料口相连通;所述干燥滚筒的入料口与所述振动喂料机的出料口相连通,所述第一提升机的入口与所述干燥滚筒的出料口相连通;所述烘烤辊筒机的入料口与所述第一提升机的出口相连通,所述冷却滚筒的入料口与所述烘烤辊筒机的出料口相连通;所述第二提升机的入口与所述冷却滚筒的出料口相连通,所述筛分机的入料口与所述第二提升机的出口相连通,所述筛分机的出料口用于排出成品烧结砂。
6.可选的,所述系统还包括:原砂库、第一定量装置和第三提升机;所述原砂库的入料口用于接收制备所述烧结砂的原料砂,所述第一定量装置的入料口与所述原砂库的出料口相连通;所述第三提升机的入口与所述第一定量装置的出料口相连通,所述第三提升机的出口与所述混砂机的入料口相连通。
7.可选的,所述系统还包括:暂存仓、第二定量装置和第四提升机;所述暂存仓的出料口与所述第二定量装置的入料口相连通,所述第二定量装置的出料口与所述第一提升机的入口相连通;所述第四提升机的入口与所述干燥滚筒的出料口相连通,所述第四提升机的出口与所述暂存仓的入料口相连通。
8.可选的,所述系统还包括:进料斗和第五提升机;所述进料斗的入料口用于接收制备所述烧结砂的原料砂,所述进料斗的出料口与所述第五提升机的入口相连通,所述第五提升机的出口与所述原砂库的入料口相连通。
9.可选的,所述系统还包括:第一过渡斗,所述第一过渡斗的入料口与所述烘烤辊筒机的出料口相连通,所述第一过渡斗的出料口与所述冷却滚筒的入料口相连通。
10.可选的,所述系统还包括:第二过渡斗,所述第二过渡斗的入料口与所述第三提升机的出口相连通,所述第二过渡斗的出料口与所述混砂机的入料口相连通。
11.可选的,所述系统还包括:第三过渡斗,所述第三过渡斗的入料口与第一提升机的出口相连通,所述第三过渡斗的出料口与所述烘烤辊筒机的入料口相连通。
12.可选的,所述系统还包括:控制器,所述控制器分别与所述第一提升机、所述第二提升机、所述混砂机、所述振动喂料机、所述干燥滚筒、所述烘烤辊筒机、所述冷却滚筒、所述筛分机电连接;所述系统包括原砂库、第一定量装置、第三提升机、暂存仓、第二定量装置、第四提升机和第五提升机时,所述控制器还分别与所述原砂库、所述第一定量装置、所述第三提升机、所述暂存仓、所述第二定量装置、所述第四提升机和所述第五提升机电连接。
13.本实用新型实施例的烧结砂生产系统中,通过所述第一提升机将干燥滚筒与烘烤辊筒机连接起来,通过所述第二提升机将冷却滚筒与筛分机连接起来,减少人工参与,实现烧结砂的连续生产,生产过程节省人工搬运等操作,缩小成本。
附图说明
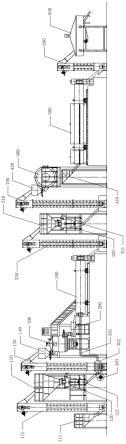
14.图1为本实用新型的一种烧结砂生产系统的结构示意图;
15.图2为图1的俯视图;
16.图3为本实用新型的除尘器结构示意图。
17.图中:
18.100、混砂机;110、原砂库;111、进料斗;112、第五提升机;120、第一定量装置;121、第一转接斗;130、第三提升机;140、第二过渡斗;200、振动喂料机;300、干燥滚筒;301、送风管道;302、热风炉;303、鼓风机;310、暂存仓;320、第二定量装置;321、第二转接斗;330、第四提升机;400、烘烤辊筒机;410、第一过渡斗;420、第三过渡斗;430、旋转组件;431、旋转电机;432、旋转轴;433、传动机构;500、冷却滚筒;600、筛分机;700、第一提升机;800、第二提升机;900、除尘器。
具体实施方式
19.为使本领域技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施方式对本实用新型作进一步详细描述。
20.如图1和2所示,一种烧结砂生产系统,所述系统包括:混砂机100、振动喂料机200、干燥滚筒300、烘烤辊筒机400、冷却滚筒500、筛分机600、第一提升机700和第二提升机800;所述混砂机100的入料口用于接收制备烧结砂的各原料,所述振动喂料机200的入料口与所述混砂机100的出料口相连通;所述干燥滚筒300的入料口与所述振动喂料机200的出料口相连通,所述第一提升机700的入口与所述干燥滚筒300的出料口相连通;所述烘烤辊筒机400的入料口与所述第一提升机700的出口相连通,所述冷却滚筒500的入料口与所述烘烤辊筒机400的出料口相连通;所述第二提升机800的入口与所述冷却滚筒500的出料口相连通,所述筛分机600的入料口与所述第二提升机800的出口相连通,所述筛分机600的出料口用于排出成品烧结砂。
21.具体的,所述混砂机100一侧设置有工作台(图中未示出),如图2所示,方便操作人员向所述混砂机100添加适量的原料砂(白砂)、色粉和粘结剂等原料;所述混砂机100设置有上封头,可以打开上封头将各原料投入混砂机100,所述混砂机100底部可以设置搅拌机
构以搅拌混砂机100内各原料,使得各原料混合均匀,成为湿润有色的混合砂粒,所述混砂机100为不锈钢材料制成,所述混砂机100是比较成熟的技术,其具体结构这里不赘述。混合砂可以在混砂机100中搅拌3~5分钟,以使各原料充分混合,优选的,物料搅拌3分钟,制备烧结砂用的粘结剂为硅酸钾(水玻璃),粘结剂含水量较高比较潮湿,搅拌后的混合砂容易粘结。各原料经混砂机100充分搅拌后进入振动喂料机200,所述振动喂料机200通过振动将混合砂逐渐输送至干燥滚筒300,所述振动喂料机可以与地面设置一定倾角,以方便振动喂料机振动将混合砂自其入料口振动至其出料口,并由振动喂料机200的出料口输入所述干燥滚筒300。所述振动喂料机200一来输送混合砂,二来打散混合砂,避免混合砂粘结,所述振动喂料机200由不锈钢材料制成。
22.所述干燥滚筒300为不锈钢材料制成,所述干燥滚筒300包括干燥筒体,送风管道301和热风炉302;所述干燥滚筒300的进风口通过送风管道301与热风炉302的出气口相连通,所述干燥滚筒300还包括鼓风机303,所述鼓风机303出气口与热风炉302的进气口相连通,所述鼓风机303向所述热风炉302鼓风,热风炉302通过送风管道301向干燥滚筒300输送热风,所述干燥滚筒300还可以设置出风口。所述干燥滚筒300为旋转干燥滚筒300,所述干燥滚筒300还包括驱动机构,所述驱动机构包括:齿圈、齿轮和转动电机,所述齿圈套设在所述干燥筒体外表面,所述齿圈与齿轮相啮合,所述齿轮可以通过减速器连接转动电机的控制轴或所述齿轮可以直接与转动电机的控制轴连接,所述齿轮可以固定在底面或其他固定面上,所述驱动机构可以设置两组,两组所述驱动机构分别设置于干燥筒体轴向两侧。所述干燥滚筒300还可以包括:滚动环和托轮;所述滚动环套设于所述干燥筒体外表面,所述滚动环可以设置有多个,所述滚动环与所述托轮相配合,所述托轮可以固定在底面或其他固定面上,所述托轮设置有两个,两个所述托轮分别设置于所述干燥筒体底部沿竖直径向的两侧,所述托轮与所述滚动环相接触,所述托轮可转动。所述转动电机带动齿轮转动,所述齿轮带动所述齿圈转动,进而使得所述干燥筒体转动,托轮在所述滚动环的带动下转动,所述托轮起到支撑所述干燥滚筒300的作用,又能减小干燥滚筒300转动的摩擦,有助于干燥滚筒300的转动。
23.所述干燥滚筒内腔室设置有螺旋引流结构,所述螺旋引流结构使得物料可以由所述旋转干燥滚筒的入料口输送至所述旋转干燥滚筒的出料口。所述干燥滚筒300的进风口可以设置在靠近混砂机100的一端,也可以设置在远离混砂机100的一端,设置在远离混砂机100的一端,利用逆向吹风充分接触对物料进行干燥,热风炉302的热空气的温度范围为45℃~90℃,更佳的为60℃~85℃,最佳为75℃。热风炉302中流出的热风的风速小于或等于20m/s。所述热风炉302可以是天然气热风炉302,该天然气热风炉302包括燃烧器、燃烧室和掺风室,管道天然气经减压阀后进入燃烧器,与助燃风机输入的空气混合后喷入燃烧室进行燃烧,从而产生高温气体,高温气体的温度在掺风室降低到60℃~85℃,然后进入干燥滚筒内对混合砂进行干燥。本实施例中,采用所述干燥滚筒300干燥物料过程中,鼓风机303向干燥滚筒300不断吹热风,将物料表面干燥,防止物料粘在一起。
24.干燥后的混合砂经第一提升机700提升至烘烤辊筒机400,所述烘烤辊筒机400可以是内旋式烘烤辊筒机400,混合砂在内旋式烘烤辊筒机400内进行高温煅烧,所述内旋式烘烤辊筒机400加热温度范围为200℃~250℃,加热5min~12min,优选的,加热温度为200℃,加热10min。内旋式烘烤辊筒机400包括外壳,搅拌组件,旋转机构和燃烧机,所述搅拌组
件可旋转设置于所述外壳内的燃烧腔室,所述旋转机构430通过所述外壳与所述内搅拌组件相连接,所述燃烧机与所述外壳相连通。所述搅拌组件包括:两个旋转环和外畚斗,所述外畚斗的两端分别与两个所述旋转环相连接,所述外畚斗可以沿所述旋转环周向间隔设置多个,所述外畚斗与所述烘烤辊筒机环形侧壁相贴合;所述两个旋转环分别为第一旋转环和第二旋转环;所述搅拌组件还包括:固定环和支撑架;所述固定环设置于所述第一旋转环中心,所述支撑架的两端分别连接所述第一旋转环和所述固定环,所述支撑架可以沿所述第一旋转环周向间隔设置多个;所述固定环与所述旋转机构相连接;所述第一旋转环靠近所述旋转机构。所述搅拌组件还包括:连接链,所述连接链两端分别连接所述第二旋转环和所述固定环,所述连接链可以沿所述第二旋转环周向间隔设置多个。如图2所示,所述旋转机构430包括:旋转电机431,旋转轴432和传动机构433;所述旋转电机431的输出轴与所述传动机构433相连接,所述旋转轴432的第一端与所述固定环相连接,所述旋转轴432的第二端与所述传动机构433相连接,所述传动机构433可以是皮带传动机构也可以链条传动机构,以链条传动机构为例,所述传机构包括第一齿轮、第二齿轮和传动带,所述第一齿轮与所述旋转电机431的输出轴传动连接,所述第二齿轮与所述旋转轴432的第二端相连接,所述第一齿轮通过所述传动带与所述第二齿轮传动连接。
25.更具体的,所述外壳为筒状结构,所述外壳设置有进料口、出料口和排气口,所述出料口设置有卸料阀。所述内旋式烘烤辊筒机400还包括:固定座,所述固定座用于固定所述外壳。所述燃烧机内设置有鼓风机303,所述烘烤辊筒机400通过所述燃烧机向所述外壳内输入热风加热外壳内混合砂。经过干燥过的混合砂,输入所述烘烤辊筒机400,启动燃烧机和旋转电机431,对所述混合砂进行加热和搅拌,使得所述混合砂加热均匀,混合砂在所述烘烤辊筒机400高温煅烧预设时间后,打开卸料阀,所述旋转电机431仍然旋转,混合砂通过相邻两个所述外畚斗之间的缝隙进入出料口,由所述出料口排出,直到所述混合砂全部排出后,停止旋转电机431。混合砂经过高温煅烧后,使得原料砂、色粉及粘结剂充分混合,得到初始烧结砂,由于经煅烧后形成的初始烧结砂温度较高,需进一步降温处理,本实用新型采用冷却滚筒500对初始烧结砂进行降温,所述冷却滚筒500与干燥滚筒300结构类似,这里省略冷却滚筒的具体机构,所述冷却滚筒500与干燥滚筒300均类似回转窑,所述冷却滚筒500区别在于冷却滚筒500的筒体外表面还设置有储水箱,所述储水箱设置有进水口和出水口,所述进水口连接有进水管,所述出水口连接有出水管,所述冷却滚筒500通过循环水对所述冷却滚筒500内的初始烧结砂进行降温,所述冷却滚筒500在5min左右可将初始烧结砂的温度由200℃左右降至50℃左右。降温后的烧结砂再经过筛分机600,除去细粉,以及结块,得到满足要求的烧结砂成品。
26.本实施例中,通过振动喂料机200、第一提升机700和第二提升机800将烧结砂各生产设备有效联系起来,使得烧结砂生产可以在减少人工参与的情况下实现连续生产,提高生产效率,节省生产成本。
27.示例性的,如图1所示,所述系统还包括:原砂库110、第一定量装置120和第三提升机130;所述原砂库110的入料口用于接收制备所述烧结砂的原料砂,所述第一定量装置120的入料口与所述原砂库110的出料口相连通;所述第三提升机130的入口与所述第一定量装置120的出料口相连通,所述第三提升机130的出口与所述混砂机100的入料口相连通。
28.具体的,所述原砂库110的出料口和所述第一定量装置120的出料口处均设置有出
料阀,所述第一定量装置120设置于所述原砂库110底部;初始时,可以通过人工将原料砂(白砂)投入到原砂库110,打开原砂库110的出料阀,通过第一定量装置120称重第一设定阈值的原料砂,然后关闭原砂库110的出料阀,再打开第一定量装置120的出料阀,并通过所述第三提升机130将设定阈值的原料砂投入所述混砂机100,并通过人工向所述混砂机100加入与所述第一设定阈值的原料砂适配重量的色粉和粘合剂。所述原砂库110的入料口横截面尺寸可以大于其出料口横截面尺寸,呈漏斗形状,有效避免物料堆积,便于物料卸出所述原砂库110。所述系统还可以包括:第一转接斗121,所述第一转接斗121设置于所述第一定量装置120下方,由于所述原砂库110和所述第一定量装置120的尺寸及安装位置等原因,可以通过第一转接斗121将所述第一定量装置120称量的原料砂输送至所述第三提升机130的入口。
29.本实施例中,仅在加入各原料时,需要人工操作,烧结砂生产过程不再需要人工搬运等操作,提高生产效率。
30.示例性的,所述系统还包括:暂存仓310、第二定量装置320和第四提升机330;所述暂存仓310的出料口与所述第二定量装置320的入料口相连通,所述第二定量装置320的出料口与所述第一提升机700的入口相连通;所述第四提升机330的入口与所述干燥滚筒300的出料口相连通,所述第四提升机330的出口与所述暂存仓310的入料口相连通。
31.不难理解的,所述暂存仓310的出料口和所述第二定量装置320的出料口均设置有出料阀,所述第二定量装置320设置于所述暂存仓310底部,经过所述干燥滚筒300干燥后的混合砂经过第四提升机330输送至暂存仓310,同样的,打开,所述暂存仓310的出料阀,通过第二定量装置320称重第二预设阈值的干燥后的原料砂,然后关闭所述暂存仓310的出料阀,再打开第二定量装置320的出料阀,并通过所述第一提升机700将称重的原料砂投入所述烘烤辊筒机400进行高温煅烧。所述暂存仓310的入料口横截面尺寸也可以大于其出料口横截面尺寸,呈漏斗形状,有效避免物料堆积,便于物料卸出所述暂存仓310。所述第一定量装置120与所述第二定量装置320可以选用现有的定量装置,所述定量装置技术比较成熟,结构相对简单,这里不赘述。所述系统还可以包括:第二转接斗321,所述第二转接斗321设置于所述第二定量装置320下方,由于所述暂存仓310和所述第二定量装置320的尺寸及安装位置等原因,可以通过第二转接斗321将所述第二定量装置320称量的原料砂输送至所述第四提升机330的入口。所述烧结砂生产系统所在厂房大下及各设备的尺寸,位置等,本领域技术人员可以根据实际情况进行安装相关设备,增减相关设备,使得烧结砂实现连续生产。
32.本实施例中,进一步对干燥后的原料砂进行重量,既保证生产效率,也保护烘烤辊筒机400,避免超重工作对烘烤辊筒机400造成损害。
33.示例性的,如图1所示,所述系统还包括:进料斗111和第五提升机112;所述进料斗111的入料口用于接收制备所述烧结砂的原料砂,所述进料斗111的出料口与所述第五提升机112的入口相连通,所述第五提升机112的出口与所述原砂库110的入料口相连通。
34.具体的,初始时,可以通过人工将原料砂(白砂)投入所述进料斗111中,并通过所述第五提升机112输送至原砂库110暂存。所述第一提升机700、所述第二提升机800、所述第三提升机130、所述第四提升机330和所述第五提升机112均分别为斗式提升机,其中所述第一提升机700和所述第四提升机330均为敞开式提升机,所述开式提升机便于清理。
35.本实施例中,生产设备体积和重量都比较大,而且原砂库110距地面有一定高度,不方便人工投入原料,所以通过设置进料斗111与第五提升机112,方便人工投入原料。
36.示例性的,如图1所示,所述系统还包括:第一过渡斗410,所述第一过渡斗410的入料口与所述烘烤辊筒机400的出料口相连通,所述第一过渡斗410的出料口与所述冷却滚筒500的入料口相连通。
37.具体的,所述烘烤辊筒机400的出料口设置有卸料阀,打开卸料阀高温的烧结砂通过所述第一过渡斗410进入所述冷却滚筒500进行降温处理。所述第一过渡斗410设置于所述烘烤辊筒机400底部,所述烘烤辊筒机400位置较高,所述烘烤辊筒机400一侧设置有工作台,方便对烘烤辊筒机400维护检修。所述第一过渡斗410的入料口的横截面积大于所述其出料口的横截面积,所述第一过渡斗410呈漏斗状。
38.本实施例中,通过所述第一过渡斗410将所述烘烤辊筒机400中烧结砂排入冷却滚筒500,所述第一过渡斗410一来方便接收所述烘烤辊筒机400中的烧结砂,二来避免烧结砂堆积,有效将烧结砂排入冷却滚筒500。
39.示例性的,如图1所示,所述系统还包括:第二过渡斗140,所述第二过渡斗140的入料口与所述第三提升机130的出口相连通,所述第二过渡斗140的出料口与所述混砂机100的入料口相连通。
40.具体的,所述第二过渡斗140设置于所述第三提升机130的出口与所述混砂机100的入料口之间,所述第二过渡斗140的出料口设置有卸料阀,所述第二过渡斗140用于接收称量后原料砂(白砂),称重后的原料砂(白砂)通过第三提升机130投入至所述第二过渡斗140,通过所述第二过渡斗140进入混砂机100,色粉及粘结剂可以通过打开混砂机100的上封头投入到混砂机100内混合。本实施例中,可以通过人工打开或关闭所述第二过渡斗140的卸料阀。
41.示例性的,如图1所示,所述系统还包括:第三过渡斗420,所述第三过渡斗420的入料口与第一提升机700的出口相连通,所述第三过渡斗420的出料口与所述烘烤辊筒机400的入料口相连通。
42.具体的,所述第三过渡斗420设置于所述第一提升机700的出口与所述烘烤辊筒机400的入料口之间,所述第三过渡斗420的出料口设置有卸料阀,所述第三过渡斗420用于接收干燥后混合砂,干燥后的混合砂通过第一提升机700投入至所述第三过渡斗420,通过所述第三过渡斗420进入烘烤辊筒机400,脱水后的混合砂在所述烘烤辊筒机400内进行高温煅烧。本实施例中,可以通过人工打开或关闭所述第三过渡斗420的卸料阀。
43.本实施例中,所述第二过渡斗140的入料口横截面积大于其出料口的横截面积,所述第二过渡斗140呈漏斗形状,所述第三过渡斗420的结构与所述第二过渡斗140结构相同,这里不赘述。由于混砂机100及烘烤辊筒机400的入料口尺寸及高度,通过第二过渡斗140过度接收原料砂,及通过第三过渡斗420过度接收混合砂。
44.示例性的,所述系统还包括:控制器(图中未示出),所述控制器分别与所述第一提升机700、所述第二提升机800、所述混砂机100、所述振动喂料机200、所述干燥滚筒300、所述烘烤辊筒机400、所述冷却滚筒500、所述筛分机600、所述原砂库110、所述第一定量装置120、所述第三提升机130、暂存仓310、所述第二定量装置320、所述第四提升机330和所述第五提升机112电连接。上述设置有卸料阀或出料阀的各生产烧结砂的设备均可以与所述控
制器电连接,所述控制器可以与各卸料阀或出料阀等阀门电连接,以控制各所述阀门开启或关闭,所述第二过渡斗和第三过渡斗的卸料阀也可以与控制器电连接;所述第一定量装置120和所述第二定量装置320可以将称量信息实时传输给控制器,控制器根据称量信息开启或关闭相关出料阀或卸料阀等。
45.具体的,人工投入各原料后所述生产系统可以通过所述控制器设置的运行参数下自动运行,使得烧结砂自动连续生产,所述运行参数可以根据预制备的烧结砂的种类或重量等设置,各设备运行速度及时间等相应运行参数本领域技术人员可以根据实际需要进行设置,这里不详细介绍。所述控制器可以是电气自动控制设备,这里不赘述。
46.示例性的,如图3所示,所述系统还可以包括:除尘器900,所述除尘器900为脉冲反吹袋式除尘器900,所述除尘器900设置于靠近所述筛分机600出料口一侧。所述除尘器900采用脉冲反吹袋式除尘器900,本实施例中选用klmc96脉冲反吹袋式除尘器900。
47.所述除尘器900也可以设置多个,靠近所述混砂机100和烘烤辊筒机400一侧均可设置一个除尘器900,所述除尘器900是比较成熟的技术,其具体结构这里不赘述。
48.可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1