一种冷弯一体成型的挡水板的制作方法
本技术涉及一体型挡水板,具体涉及一种冷弯一体成型的挡水板。
背景技术:
1、挡水板多应用于工业空调、加湿器等设备内,通过将挡水板多片矩阵排列形成风道墙,加湿器加湿后空气中悬浮的水珠以及饱和气体通过气体墙时,空气中的水分由挡水板截留下来,达到气水分离的目的;
2、目前市面上使用的挡水板制作工艺分为挤出式以及折弯拼接式。挤出式局限于采用pvc、abs等塑料类或铝合金材质类,无法满足高耐腐性等高要求的使用环境中,折弯拼接式的挡水板可以使用不锈钢等金属材质,采用先期分体下料折弯,后期组合铆接或焊接方式组和成单片产品,此工艺制作流程繁琐,生产效率低,有鉴于此我们提出一种冷弯一体成型的挡水板。
技术实现思路
1、有鉴于此,本实用新型提供一种冷弯一体成型的挡水板,采用轧轮机生产,把不锈钢或其他材质的钢卷钢带通过轧轮机上排列的不同形状的轧轮逐步冷弯压型成最终成品,与挤出式制作工艺一样具有产能高可批量生产的特点,同时解决了对材质要求。
2、为解决上述技术问题,本实用新型提供一种冷弯一体成型的挡水板,包括挡水板的主体,主体由多个外挡板组合形成,外挡板相互拼接形成主体,主体内设置有多个气流绕流线,气流绕流线在主体内安装有多个且成线性排列,气流绕流线的两侧且在主体的内壁上设置有与其相适应的连接沟槽,连接沟槽在主体的内壁上呈对称设置。
3、外挡板由对称设置的第一连板与第二连板,第一连板与第二连板可视为主体的前后侧板,以及连接第一连板与第二连板的第一侧板,第一侧板与第二侧板可视为主体的左右侧板,第二侧板组成,第一连板以及第二连板的两侧分别与第一侧板与第二侧板的两侧相连接,即第一连板的两侧分别连接第一侧板以及第二侧板的左侧,而第二连板分别连接第一侧板以及第二侧板的右侧。
4、气流绕流线由不锈钢卷钢带通过轧轮机逐步冷弯压型制成,即不锈钢或其他材质的钢卷钢带通过轧轮机上排列的不同形状的轧轮逐步冷弯压型成最终成品,气流绕流线上设置有多个不规则弯弧,气流绕流线在主体内设置有多个,相应的弯弧间组合形成不规则的气流通道,气流绕流线上设置有多个弯钩状的挡水沟槽,排水沟槽相互组合在气流绕流线间形成多个阻隔点,挡水沟槽处的不锈钢卷钢带其厚度为气流绕流线的1.3-1.5倍,即挡水沟槽处为气流绕流线叠压形成。
5、气流绕流线的两侧设置有用以插接连接沟槽的双层折回插接柄,双层折回插接柄与连接沟槽相适应且用以插接在连接沟槽内,对应双层折回插接柄在第一侧板以及第二侧板的内壁上设置有多个连接沟槽,连接沟槽为设置在第一侧板与第二侧板内壁上的贯通凹槽,连接沟槽于第一侧板以及第二侧板的内壁上均匀且间隔设置,同侧连接沟槽的间距约为同侧气流绕流线间距的1.5倍。
6、本实用新型的上述技术方案的有益效果如下:
7、1、气流绕流线由钢卷钢带通过轧轮机上排列的不同形状的轧轮逐步冷弯压型,使其具有与挤出式制作工艺同样具有批量生产的特性,同时又提高了材质品质使其具有更优的使用寿命以及使用条件。
8、2、气流绕流线为不锈钢材质,且在主体内设置有多个可间接增加主体的结构稳定性。
技术特征:
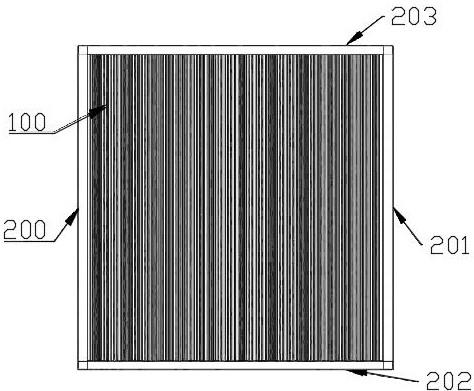
1.一种冷弯一体成型的挡水板,其特征在于:包括挡水板的主体,所述主体由多个外挡板组合形成,所述主体内设置有多个气流绕流线(100),所述气流绕流线(100)的两侧且在主体的内壁上设置有与其相适应的连接沟槽(204)。
2.如权利要求1所述的冷弯一体成型的挡水板,其特征在于:所述外挡板由对称设置的第一连板(200)、第二连板(201)以及连接第一连板(200)与第二连板(201)的第一侧板(202)、第二侧板(203)组成。
3.如权利要求2所述的冷弯一体成型的挡水板,其特征在于:所述第一连板(200)以及第二连板(201)的两侧分别与第一侧板(202)与第二侧板(203)的两侧相连接。
4.如权利要求3所述的冷弯一体成型的挡水板,其特征在于:所述气流绕流线(100)由不锈钢卷钢带通过轧轮机逐步冷弯压型制成。
5.如权利要求4所述的冷弯一体成型的挡水板,其特征在于:所述气流绕流线(100)上设置有多个弯钩状的挡水沟槽(102),所述挡水沟槽(102)处的不锈钢卷钢带其厚度为气流绕流线(100)的1.3-1.5倍。
6.如权利要求5所述的冷弯一体成型的挡水板,其特征在于:所述气流绕流线(100)的两侧设置有用以插接连接沟槽(204)的双层折回插接柄(103),对应所述双层折回插接柄(103)在第一侧板(202)以及第二侧板(203)的内壁上设置有多个连接沟槽(204)。
7.如权利要求6所述的冷弯一体成型的挡水板,其特征在于:所述连接沟槽(204)为设置在第一侧板(202)与第二侧板(203)内壁上的贯通凹槽,所述连接沟槽(204)于第一侧板(202)以及第二侧板(203)的内壁上均匀且间隔设置。
技术总结
本技术提供一种冷弯一体成型的挡水板,包括挡水板的主体,主体由多个外挡板组合形成,主体内设置有多个气流绕流线,气流绕流线的两侧且在主体的内壁上设置有与其相适应的连接沟槽,采用轧轮机生产,把不锈钢或其他材质的钢卷钢带通过轧轮机上排列的不同形状的轧轮逐步冷弯压型成最终成品,与挤出式制作工艺一样具有产能高可批量生产的特点,同时解决了对材质要求。
技术研发人员:徐军,陈培华,王代群
受保护的技术使用者:濮阳国诚空气净化技术有限公司
技术研发日:20220930
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!