一种汽车橡胶密封条半自动背胶装置的制作方法
1.本实用新型涉及背胶装置技术领域,具体为一种汽车橡胶密封条半自动背胶装置。
背景技术:
2.汽车密封胶条是汽车的重要零部件之一,广泛用于车门、车窗、车身、座椅、天窗、发动机箱和后备箱等部位,具有防水、密封、隔音、防尘、防冻、减震、保暖及节能的重要作用,汽车橡胶密封条在生产中,需要对橡胶条背胶,但是在背胶的过程中,密封条表面湿润会造成背胶不牢靠,申请号为cn202022247676.4专利,该专利公开了一种橡胶密封条背胶机,所述初加工装置包括与加工台顶部固定连接的保温箱,保温箱左壁的顶部开设有进口,进口的内部滑动贯穿有两个t型杆,两个t型杆相互靠近的一侧且位于保温箱的左侧均固定连接有刷毛,两个t型杆之间且位于刷毛的前侧固定连接有连接杆,最下方t型杆与进口内表面的底部之间固定连接有弹簧,本实用新型涉及背胶机技术领域。该橡胶密封条背胶机,刷毛可以把密封条表面的杂质和碎料去除掉,利用吸水海绵可以吸附密封条表面的大部分水和毛刺,利用扇叶、加热丝网、弧形块的配合可以使保温箱内部的风被加热并在内部循环,带走密封条表面的剩余水分,节约资源的同时,也避免高温使密封条变形。
3.但是该专利具有如下缺陷:在通过扇叶和加热丝网对保温箱内的密封条进行加热除去密封条表面的水分时,无法控制保温箱的温度,加热丝网持续工作后会导致保温箱内温度过高,即使扇叶吹动内部空气流动,但是高温的空气持续的吹向密封条还是会造成密封条受热变形。
技术实现要素:
4.本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
5.因此,本实用新型的目的是提供一种汽车橡胶密封条半自动背胶装置,替代传统的密封条背胶机构,避免了对密封条进行加热烘干表面的水分时,密封条受热温度过高,造成密封条变形的问题。
6.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
7.一种汽车橡胶密封条半自动背胶装置,其包括:
8.底座,其顶部两端分别设置有放卷组件和收卷组件,所述底座的底部均匀设置有多个支撑柱,所述底座的顶部设置有安装架;
9.初加工箱,设置在所述底座的顶部,所述初加工箱体的两侧分别开设有第一通槽和第二通槽,所述初加工箱的侧壁设置有控制面板,所述初加工箱的内壁设置有多个压实
辊,多个所述压实辊呈三角状排布,所述初加工箱的内壁顶部设置有加热箱,所述加热箱的内腔设置有加热电阻丝,所述加热箱的底部均匀开设有多个透气孔,所述初加工箱的顶部设置有鼓风机,所述鼓风机的输出端穿过所述初加工箱的顶部与所述加热箱的内腔相连通,所述初加工箱的内壁设置有温度传感器,所述温度传感器和所述加热电阻丝分别电性连接至所述控制面板;
10.背胶机构,设置在所述安装架的底部,且所述背胶机构位于所述初加工箱临近所述收卷组件的一侧;
11.密封条本体,套设在所述放卷组件上,其端部穿过第一通槽后依次分别绕过多个所述压实辊。
12.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述背胶机构包括安装板,所述安装板位于所述安装架的内侧底部,所述安装板的底部设置有连接架,所述连接架的一侧通过转轴连接有背胶盘,所述连接架的底部设置有连接座,所述连接座的凹槽内通过转轴连接有第一滚轴,所述背胶机构还包括第三支撑板,所述第三支撑板对称设置在所述底座的前后两侧,两个所述第三支撑板之间通过转轴连接有第二滚轴,所述第一滚轴与所述第二滚轴的位置相对应。
13.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述初加工箱的侧壁设置有第一挡件,所述第一挡件的位置与所述第一通槽的位置相对应,所述连接座的侧壁设置有第二挡件,所述第二挡件的位置与所述第一滚轴的位置相对应。
14.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述放卷组件包括第一支撑板和放卷轴,所述第一支撑板的侧壁开设有通孔,所述放卷轴包括杆体、螺纹帽和限位块,所述杆体与所述通孔相匹配,所述螺纹帽螺纹连接在所述杆体的一端,所述限位块位于所述杆体远离所述螺纹帽的一端,所述收卷组件包括第二支撑板、收卷辊和电机,所述第二支撑板对称设置在所述底座的前后两侧,所述收卷辊位于两个所述第二支撑板之间,所述电机的输出端穿过所述第二支撑板的侧壁与所述收卷辊相连接。
15.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述电机的底部设置有承载板,所述承载板的侧壁与所述第二支撑板的侧壁相连接。
16.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述底座的顶部设置有支撑件,所述支撑件位于所述初加工箱和所述背胶之间之间,所述支撑件包括第四支撑板,所述第四支撑板对称设置在所述底座的前后两侧,两个所述第四支撑板之间设置有转动辊。
17.作为本实用新型所述的一种汽车橡胶密封条半自动背胶装置的一种优选方案,其中,所述初加工箱的内壁设置有刷板,且所述刷板设置有两个,两个所述刷板相对视的一侧设置有毛刷,所述刷板的位置与所述第一通槽的位置相对应。
18.与现有技术相比,本实用新型具有的有益效果是,该种汽车橡胶密封条半自动背胶装置,通过收卷组件提供拉力,拉动放卷组件上的密封条筒进行放卷,密封条本体通过第一通槽进入到初加工箱,依次穿过多个压实辊之间,加热电阻丝工作对加热箱内的空气进行加热,鼓风机工作时将加热箱内的热空气通过通气孔吹向密封条本体,温度传感器对初
加工箱内的的温度进行实时感应,并将温度数值实时传递给控制面板,当传递的温度数值超过限定值,控制面板发出指令,加热电阻丝停止工作,防止内部温度过高,造成密封条本体变形,替代传统的密封条背胶机构,避免了对密封条进行加热烘干表面的水分时,密封条受热温度过高,造成密封条变形的问题。
附图说明
19.为了更清楚地说明本实用新型实施方式的技术方案,下面将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
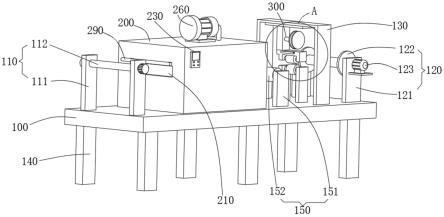
20.图1为本实用新型一种汽车橡胶密封条半自动背胶装置的第一种状态的结构示意图;
21.图2为本实用新型一种汽车橡胶密封条半自动背胶装置的第二种状态的结构示意图;
22.图3为本实用新型一种汽车橡胶密封条半自动背胶装置的初加工箱的剖面图;
23.图4为本实用新型一种汽车橡胶密封条半自动背胶装置的图1中a部分的放大图;
24.图中:100、底座;110、放卷组件;111、第一支撑板;112、放卷轴;1121、杆体;1122、螺纹帽;1123、限位块;120、收卷组件;121、第二支撑板;122、收卷辊;123、电机;1231、承载板;130、安装架;140、支撑柱;150、第四支撑板;151、转动辊;200、初加工箱;210、第一通槽;220、第二通槽;230、控制面板;240、压实辊;250、加热箱;251、加热电阻丝;252、通气孔;260、鼓风机;270、温度传感器;280、刷板;290、第一挡件;300、背胶机构;310、安装板;320、连接架;330、背胶盘;340、连接座;341、第一滚轴;342、第二挡件;350、第三支撑板;351、第二滚轴;400、密封条本体。
具体实施方式
25.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
26.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
27.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
28.本实用新型提供一种汽车橡胶密封条半自动背胶装置,替代传统的密封条背胶机构,避免了对密封条进行加热烘干表面的水分时,密封条受热温度过高,造成密封条变形的问题。
29.图1-图4示出的是本实用新型一种汽车橡胶密封条半自动背胶装置的结构示意图,请参阅图1-图4为该种汽车橡胶密封条半自动背胶装置做详细的介绍。
30.实施例1
31.底座100顶部两端分别设置有放卷组件110和收卷组件120,用于对密封条本体400进行放卷后,经过初加工和背胶操作后再进行收卷,底座100的底部均匀设置有多个支撑柱140,用于对底座100进行支撑,底座100的顶部设置有安装架130,用于安装背胶机构300,在本实施方式中,放卷组件110包括第一支撑板111和放卷轴112,第一支撑板111的侧壁开设有通孔,放卷轴112包括杆体1121、螺纹帽1122和限位块1123,杆体1121与通孔相匹配,螺纹帽1122螺纹连接在杆体1121的一端,用于方便拆装更换新的密封条筒,限位块1123位于杆体1121远离螺纹帽1122的一端,用于防止通孔内脱落,收卷组件120包括第二支撑板121、收卷辊122和电机123,第二支撑板121对称设置在底座100的前后两侧,收卷辊122位于两个第二支撑板121之间,电机123的输出端穿过第二支撑板121的侧壁与收卷辊122相连接。
32.初加工箱200用于对未进行背胶的密封条本体400除去表面的水分,且将密封条本体400压直,防止其长时间卷在密封条筒上呈弯曲形状,影响背胶操作,初加工箱200设置在底座100的顶部,初加工箱200体的两侧分别开设有第一通槽210和第二通槽220,用于密封条本体400的进出,初加工箱200的侧壁设置有控制面板230,用于控制加热电阻丝251的工作时间,初加工箱200的内壁设置有多个压实辊240,多个压实辊240呈三角状排布,用于对密封条本体400进行塑性,使其变直,初加工箱200的内壁顶部设置有加热箱250,加热箱250的内腔设置有加热电阻丝251,用于工作时对加热箱250内部的空气进行加热,加热箱250的底部均匀开设有多个透气孔,用于热空气进入到初加工箱200内,初加工箱200的顶部设置有鼓风机260,鼓风机260的输出端穿过初加工箱200的顶部与加热箱250的内腔相连通,初加工箱200的内壁设置有温度传感器270,用于对初加工箱200内的温度进行实时的感应,并将温度数值实时传递给控制面板230,温度传感器270和加热电阻丝251分别电性连接至控制面板230。
33.背胶机构300设置在安装架130的底部,且背胶机构300位于初加工箱200临近收卷组件120的一侧,在本实施方式中,背胶机构300包括安装板310,安装板310位于安装架130的内侧底部,安装板310的底部设置有连接架320,连接架320的一侧通过转轴连接有背胶盘330,连接架320的底部设置有连接座340,连接座340的凹槽内通过转轴连接有第一滚轴341,背胶机构300还包括第三支撑板350,第三支撑板350对称设置在底座100的前后两侧,两个第三支撑板350之间通过转轴连接有第二滚轴351,第一滚轴341与第二滚轴351的位置相对应,当密封条本体400穿过第二通槽220进入到第一滚轴341和第二滚轴351之间时,带动第一滚轴341和第二滚轴351进行滚动,第一滚轴341滚动时带动背胶盘330转动放卷,进而第一滚轴341将胶压实在密封条本体400表面。
34.密封条本体400套设在放卷组件110上,密封条本体400的端部穿过第一通槽210后依次分别绕过多个压实辊240。
35.在本实施方式中,具体使用流程如下:电机123外接电源开始工作带动收卷辊122进行转动,进而提供拉力,将密封条本体400从放卷组件110上进行放卷,密封条本体400进入到初加工箱200的内部时,鼓风机260工作将加热箱250内部的热空气通过通气孔252吹向密封条本体400,对密封条本体400表面的水分进行烘干,然后经过背胶机构300背胶后被收卷辊122收卷,在此过程中,当温度传感器270传递给控制面板230的温度数值超过限定值时,控制面板230发出指令,加热电阻丝251停止工作,防止吹向密封条本体400的空气温度过高,造成密封条受热严重变形。
36.实施例2
37.在实施例1的基础上,初加工箱200的侧壁设置有第一挡件290,用于防止密封条本体400放卷时与第一通槽210的侧壁接触,对密封条本体400造成磨损,第一挡件290的位置与第一通槽210的位置相对应,连接座340的侧壁设置有第二挡件342,用于防止背胶盘330放卷时背胶与连接座340侧壁直接接触,造成背胶与连接座340发生磨损,第二挡件342的位置与第一滚轴341的位置相对应;电机123的底部设置有承载板1231,用于对电机123进行安装连接,承载板1231的侧壁与第二支撑板121的侧壁相连接。
38.实施例3
39.在实施例2的基础上,底座100的顶部设置有支撑件,用于对穿过第二通槽220的密封条本体400进行支撑,防止其在经过背胶机构300前由于自身重力垂落,影响背胶操作,具体的,支撑件位于初加工箱200和背胶之间之间,支撑件包括第四支撑板150,第四支撑板150对称设置在底座100的前后两侧,两个第四支撑板150之间设置有转动辊151,用于对密封条本体400进行支撑;初加工箱200的内壁设置有刷板280,且刷板280设置有两个,两个刷板280相对视的一侧设置有毛刷,刷板280的位置与第一通槽210的位置相对应,用于对密封条本体400侧壁的灰尘等杂质进行清楚,防止其影响背胶操作。
40.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1