插接式壳体及燃气热水器的制作方法
本技术涉及供热,尤其涉及插接式壳体及燃气热水器。
背景技术:
1、燃气热水器是一种较为常见的供热设备,通过燃气燃烧加热的方式,将热量传递给流经热交换器的冷水,以制备热水。为了安装热交换器、燃烧器以及水箱等结构件,现有的燃气热水器一般采用钣金加工件作为底壳组件,底壳组件包括一个底壳主体、上端板、下端板、左侧板和右侧板这五个结构件通过焊接或铆接连接成一体。底壳组件在实际加工过程中,因为结构件较多,需要人工分别对齐底壳主体和上端板、下端板、左侧板、右侧板,以保证相邻结构件之间的定位准确;而在焊接或铆接时,又因为工序较多,生产效率低,各结构件存在配合公差,导致底壳组件在焊接或铆接后,其装配面的四条侧边通常不够平齐,进而造成密封性能下降。如果要改善外观质量,则要在焊接或者铆接过程中始终保持相邻结构件之间的相对固定,以防止焊接或者铆接后变形,造成自动化程度较低,进一步增加了人工成本,降低了生产效率。
技术实现思路
1、本实用新型所解决的第一个技术问题是要提供插接式壳体,其结构简单,可采用自动化加工设备批量加工,外观平整且密封性能好。
2、本实用新型所解决的第二个技术问题是要提供燃气热水器,其具有插接式壳体,兼具加工成本低和密封性能好的优点。
3、上述第一个技术问题通过以下技术方案进行解决:
4、提供插接式壳体,包括:
5、底壳;
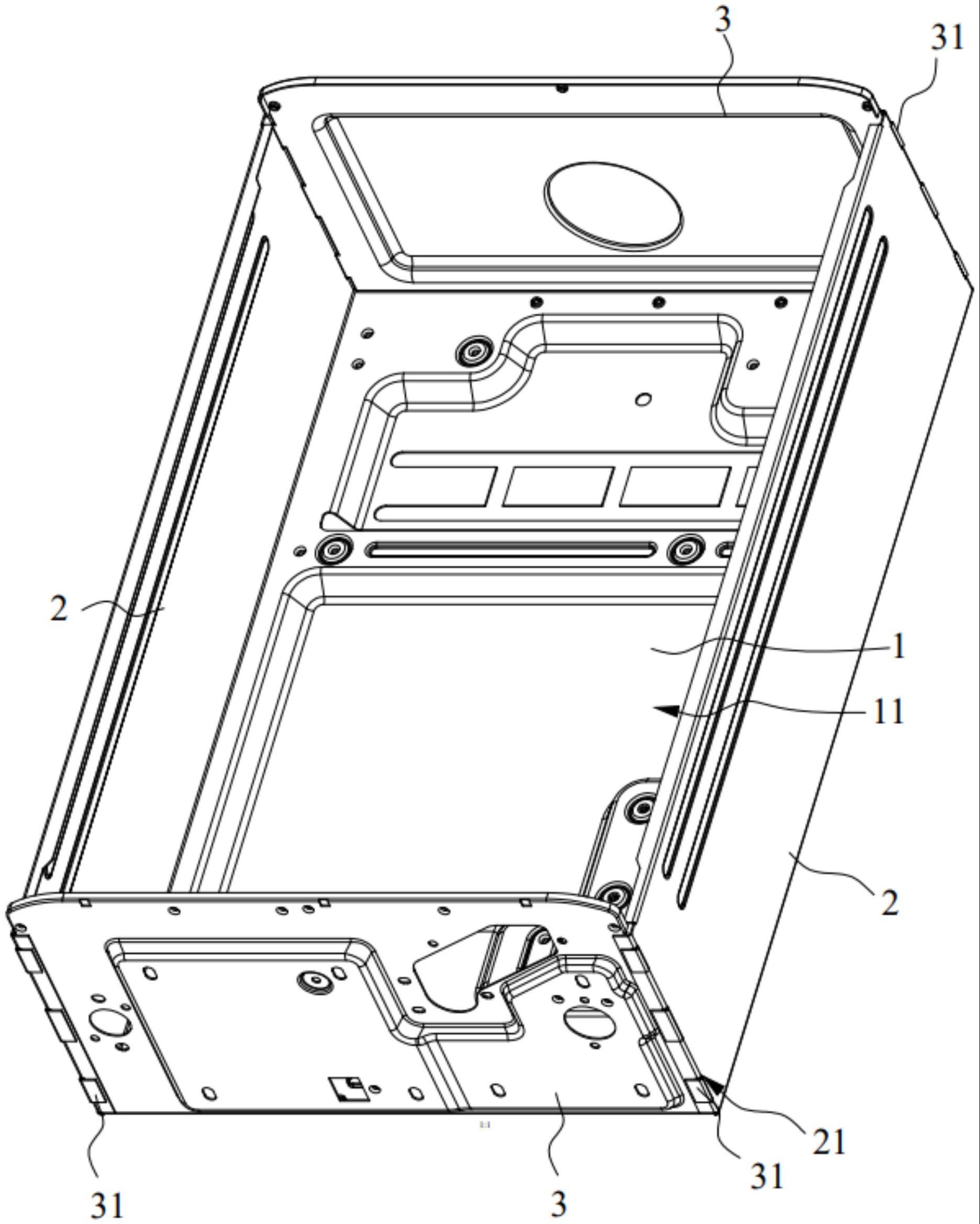
6、相对设置的两个第一端板和相对设置的两个第二端板,所述第一端板、所述第二端板均和所述底壳一体成型,所述第一端板和所述第二端板围设在所述底壳四周以形成容置腔;
7、所述第一端板和所述第二端板的两者其一设置有插接孔,另一设置有插接齿,所述插接齿和所述插接孔对应插接配合,所述插接齿的一侧壁与所述第一端板或者所述第二端板抵接。
8、本实用新型所述的插接式壳体,与背景技术相比,具有的有益效果为:第一端板、第二端板均和底壳一体成型,实现第一端板和第二端板围设在底壳四周,仅需要进行折弯操作,只要保证板材下料的尺寸精度和切割位置精度,不需要人工反复调整第一端板、第二端板和底壳之间的相对位置,也不需要在加工过程中采用人工辅助对第一端板、第二端板和底壳之间进行定位,自动化程度较高,进而提高了生产效率;而且,第一端板和底壳之间、第二端板和底壳之间无连接缝隙,提升插接式壳体的密封性能和防水性能;插接齿穿过插接孔且反向折弯,使一侧壁抵接第二端板,插接齿能够封堵部分插接孔,进而增加第一端板和第二端板之间的密封性能,不仅能够实现第一端板和第二端板的可靠连接,使得第一端板和第二端板之间不会产生松动;而且,插接齿的插接、折弯操作工序简单,对第一端板、第二端板和底壳之间的加工精度、配合公差要求较低,自动化程度高,可采用自动化加工设备批量加工,利于提高生产效率,降低人工成本。相较于焊接或者铆接结构,本实用新型实施例的插接式壳体无焊渣、铆接毛刺等工艺残留物,进而保持整体美观、平整。
9、在其中一个实施例中,所述第一端板或者所述第二端板具有折弯形成的第一翻板,所述插接孔设置于所述第一翻板的折弯处,多个所述插接孔间隔均匀设置。
10、在其中一个实施例中,所述第一翻板贴合所述第一端板或者所述第二端板的外侧,所述插接齿的一侧壁抵接所述第一翻板。
11、在其中一个实施例中,所述插接齿包括依次设置的延伸过渡段、反向折弯段和压接段,所述压接段通过所述反向折弯段压接所述第一端板或者所述第二端板,所述延伸过渡段朝向远离所述压接段的方向延伸以封堵所述插接孔。
12、在其中一个实施例中,所述第一端板或者所述第二端板还包括搭接齿,所述搭接齿设置于所述插接孔远离所述插接齿的一边沿,所述搭接齿压接于所述插接齿上以封堵所述插接孔。
13、在其中一个实施例中,所述第一端板或者所述第二端板上设置有朝向所述容置腔的沉阶槽,所述插接齿容置于所述沉阶槽内。
14、在其中一个实施例中,所述插接齿的外侧壁与所述沉阶槽的边沿平齐。
15、在其中一个实施例中,所述第一端板或者所述第二端板具有折弯形成的第二翻板,所述第二翻板贴合所述第一端板的内侧,所述插接齿设置于所述第二翻板的边缘以穿过对应的所述插接孔。
16、上述第二个技术问题通过以下技术方案进行解决:
17、提供燃气热水器,包括如上述的插接式壳体,还包括燃烧换热组件和前面板,所述燃烧换热组件设置于所述插接式壳体的容置腔内,所述前面板可拆卸连接于所述插接式壳体以封闭所述容置腔。
18、本实用新型所述的燃气热水器,与背景技术相比,具有的有益效果为:燃气热水器采用插接式壳体,其第一端板、第二端板均和底壳一体成型,组装过程中不需要人工反复调整对位,自动化程度较高;第一端板和第二端板之间通过插接齿和插接孔的插接配合实现固定和连接,插接齿的插接、折弯操作工序简单,对第一端板、第二端板和底壳之间的加工精度、配合公差要求较低,自动化程度高,可采用自动化加工设备批量加工,利于提高生产效率,降低人工成本。第一端板、第二端板和底壳之间没有连接缝隙,且插接齿能够封堵插接孔,使得燃气热水器的密封性能较好,有效保护容置腔内的燃烧换热组件。
19、在其中一个实施例中,所述插接式壳体的两个第一端板分别设置于所述燃烧换热组件的左侧和右侧,两个第二端板分别设置于所述燃烧换热组件的上侧和下侧。
技术特征:
1.插接式壳体,其特征在于,包括:
2.根据权利要求1所述的插接式壳体,其特征在于,所述第一端板(2)或者所述第二端板(3)具有折弯形成的第一翻板(22),所述插接孔(21)设置于所述第一翻板(22)的折弯处,多个所述插接孔(21)间隔均匀设置。
3.根据权利要求2所述的插接式壳体,其特征在于,所述第一翻板(22)贴合所述第一端板(2)或者所述第二端板(3)的外侧,所述插接齿(31)的一侧壁抵接所述第一翻板(22)。
4.根据权利要求1所述的插接式壳体,其特征在于,所述插接齿(31)包括依次设置的延伸过渡段(311)、反向折弯段(312)和压接段(313),所述压接段(313)通过所述反向折弯段(312)压接所述第一端板(2)或者所述第二端板(3),所述延伸过渡段(311)朝向远离所述压接段(313)的方向延伸以封堵所述插接孔(21)。
5.根据权利要求1所述的插接式壳体,其特征在于,所述第一端板(2)或者所述第二端板(3)还包括搭接齿(23),所述搭接齿(23)设置于所述插接孔(21)远离所述插接齿(31)的一边沿,所述搭接齿(23)压接于所述插接齿(31)上以封堵所述插接孔(21)。
6.根据权利要求1-5任一项所述的插接式壳体,其特征在于,所述第一端板(2)或者所述第二端板(3)上设置有朝向所述容置腔(11)的沉阶槽(4),所述插接齿(31)容置于所述沉阶槽(4)内。
7.根据权利要求6所述的插接式壳体,其特征在于,所述插接齿(31)的外侧壁与所述沉阶槽(4)的边沿平齐。
8.根据权利要求1-5任一项所述的插接式壳体,其特征在于,所述第一端板(2)或者所述第二端板(3)具有折弯形成的第二翻板(32),所述第二翻板(32)贴合所述第一端板(2)的内侧,所述插接齿(31)设置于所述第二翻板(32)的边缘以穿过对应的所述插接孔(21)。
9.燃气热水器,其特征在于,包括如权利要求1-8任一项所述的插接式壳体,还包括燃烧换热组件和前面板,所述燃烧换热组件设置于所述插接式壳体的容置腔(11)内,所述前面板可拆卸连接于所述插接式壳体以封闭所述容置腔(11)。
10.根据权利要求9所述的燃气热水器,所述插接式壳体的两个第一端板(2)分别设置于所述燃烧换热组件的左侧和右侧,两个第二端板(3)分别设置于所述燃烧换热组件的上侧和下侧。
技术总结
本技术属于供热技术领域,具体公开插接式壳体及燃气热水器。本技术公开的插接式壳体包括底壳、相对设置的两个第一端板和相对设置的两个第二端板;第一端板、第二端板均和底壳一体成型,第一端板和第二端板围设在底壳四周以形成容置腔;第一端板和第二端板的两者其一设置有插接孔,另一设置有插接齿,插接齿和插接孔对应插接配合,插接齿的一侧壁与第一端板或者第二端板抵接。本技术实施例的插接式壳体结构简单,可采用自动化加工设备批量加工,提高生产效率,使得燃气热水器兼具加工成本低和密封性能好的优点。
技术研发人员:卢宇聪,吴鉴松
受保护的技术使用者:广东万和新电气股份有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!