一种镁碳砖烧制装置及方法与流程
本发明涉机械领域,具体涉及一种镁碳砖烧制装置及方法。
背景技术:
1、镁碳砖是以高熔点碱性氧化物氧化镁和难以被炉渣侵润的高熔点碳素材料作为原料,添加各种非氧化物添加剂。用炭质结合剂结合而成的不烧炭复合耐火材料。镁碳砖的生产步骤包括原料准备、原料粉碎、称重、混料、成型、干燥、检选、以及堆放后的运输。
2、在干燥步骤中,传统的设备以及处理方式为:直接利用窑炉轨道车将码垛后的镁碳砖垛送料至窑炉中进行干燥作业。这种方式存在一定的缺陷,这些缺陷集中体现在:首先,采取轨道铺设的方式实施窑炉轨道车的进料作业,一次只能铺设一条主进料通道,然后在主进料通道的一侧设置转载装置转载到轨道窑炉中进行干燥作业。但是在实际生产中,镁碳砖的生产规格存在不同,后期的干燥温度不是同一标准,如果采用一套主轨道实施进料干燥作业,在后期的出料、分类整理上存在不便,不同种类和规格的烘干后的物料朝向同一个出料位置出料,很容易造成后期的堆放作业混乱,不利于管理和后期出库运输,不利于分规格批次的管理,同时不利于窑炉温度的统一化控制。如果设置不同的窑炉进料生产线,受到车间空间限制,又会出现空间占用率降低缺陷的发生;其次,传统的轨道摆渡车顶部为平板结构,烘干作业运行时需要将码垛后的物料转载到摆渡车上,这一过程存在码垛后物料的晃动甚至散落现象的发生,在轨道摆渡车上,码垛后的物料整体紧密挨接,后期烘干作业运行时也会出现受热不均匀等现象的发生,在实施烘干作业后的冷却过程也回占用窑炉的周转使用,导致整体周转利用率降低;再次,传统的轨道摆渡车只在进料和出料位置实施往复运动,出料后的摆渡车空载返回至初始位置,再次装载作业仍然需要实施指定送料地点的运输和转载作业,不同型号和规格的运输作业在同一进料位置实施进料作业,造成管理不便,影响工作效力的提高,同时空载的摆渡车不能实施循环的装载、转载、进料、烘干、出料后再装载的循环使用,导致整体效力降低。
3、综上所述,提供一种结构简单,操作方便,自动化程度高,安全系数高,连贯性强,工作和运行效率高,适合不同规格产品的同一铺设布局的烘干作业,空间利用率高,方便管理和分类,烘干均匀,节省烘干时间,循环进出料作业的镁碳砖烧制装置及方法,具有广泛的市场前景。
技术实现思路
1、针对现有技术的不足,本发明提供一种结构简单,操作方便,自动化程度高,安全系数高,连贯性强,工作和运行效率高,适合不同规格产品的同一铺设布局的烘干作业,空间利用率高,方便管理和分类,烘干均匀,节省烘干时间,循环进出料作业的镁碳砖烧制装置及方法,用于克服现有技术中的缺陷。
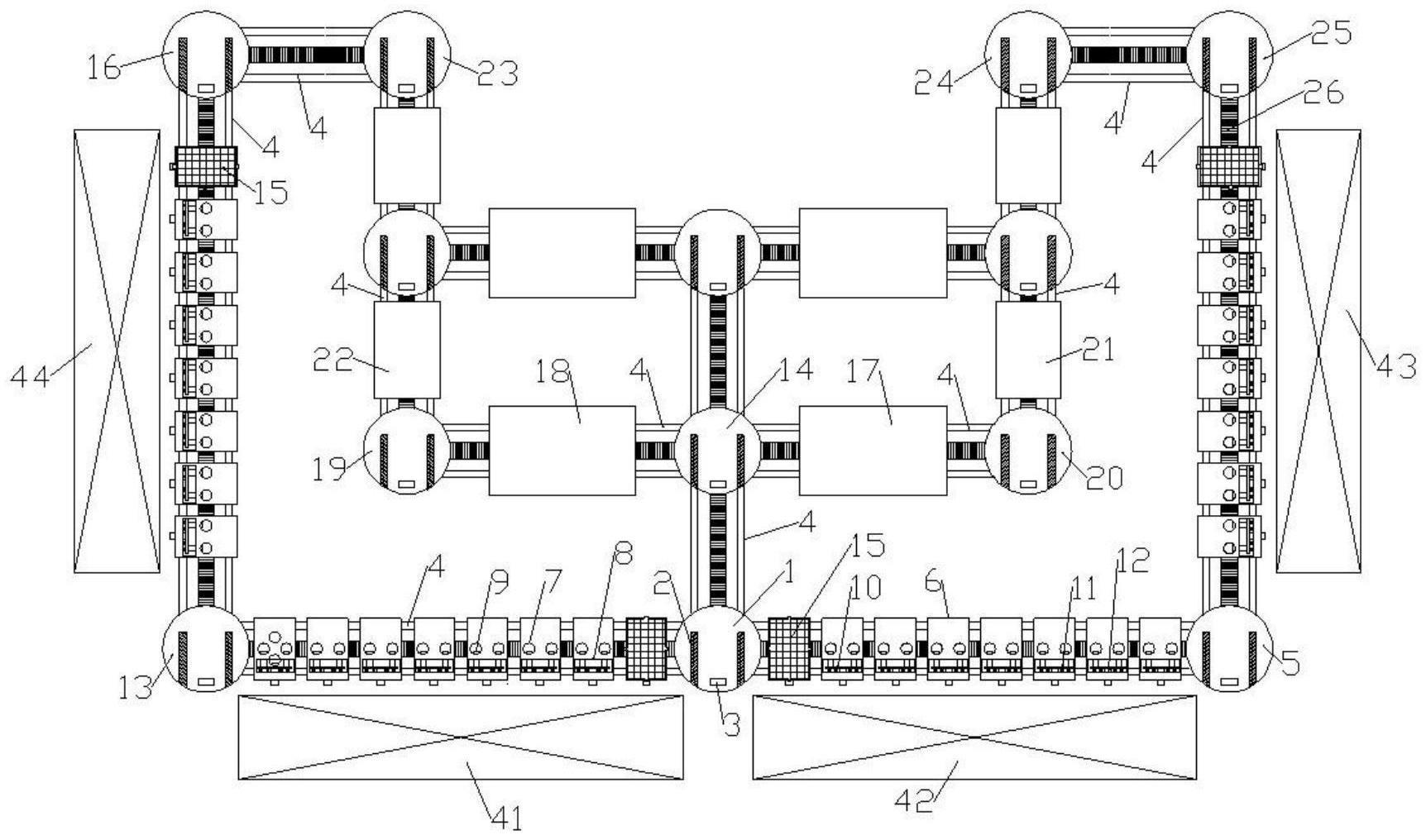
2、本发明的技术方案是这样实现的:一种镁碳砖烧制装置,包括第一进料转载装置、第二进料转载装置、第一出料转载装置以及第二出料转载装置,所述的第一进料转载装置、第二进料转载装置、第一出料转载装置以及第二出料转载装置的内侧固定安装有循环往复双通道进出料烧制装置,第一进料转载装置和第一出料转载装置固定安装在循环往复双通道进出料烧制装置中线的一侧,第二进料转载装置和第二出料转载装置对称分布在循环往复双通道进出料烧制装置中线的另一侧。
3、所述的循环往复双通道进出料烧制装置包括固定安装在第一进料转载装置和第二进料转载装置之间的双通道进料转载旋转盘,第一进料转载装置和第二进料转载装置内侧固定分别安装有与双通道进料转载旋转盘相配合的两条自动力轨道,在两条自动力轨道上均活动安装有轨道窑车,轨道窑车的顶面开设有至少一个定位插接槽,在定位插接槽内活动安装有定位栓,定位栓的顶部与转载支撑框固定连接,转载支撑框内自下而上活动安装有若干隔离支撑框,隔离支撑框的顶部设置有隔离网;
4、进料转载旋转盘的前侧通过自动力轨道与窑炉转载旋转盘相连接,窑炉转载旋转盘的两侧分别通过自动力轨道与第一出窑转载旋转盘和第二出窑转载旋转盘相连接,在第一出窑转载旋转盘与窑炉转载旋转盘之间以及第二出窑转载旋转盘与窑炉转载旋转盘之间分别设置有第一窑炉和第二窑炉,第一出窑转载旋转盘通过自动力轨道与第一冷却转载旋转盘相连接,第二出窑转载旋转盘通过自动力轨道与第二冷却转载旋转盘相连接,在第一出窑转载旋转盘与第一冷却转载旋转盘之间以及第二出窑转载旋转盘与第二冷却转载旋转盘分别设置有第一冷却室和第二冷却室,第一冷却转载旋转盘和第二冷却转载旋转盘分别通过自动力轨道与第一出料转载旋转盘和第二出料旋转盘相连接;
5、第一出料转载旋转盘通过自动力轨道与第一循环转载旋转盘相连接,第二出料旋转盘通过自动力轨道与第二循环转载旋转盘相连接,第一循环转载旋转盘与安装在进料转载旋转盘一侧的自动力轨道相连接,第二循环转载旋转盘与安装在进料转载旋转盘另一侧的自动力轨道相连接。
6、所述的定位插接槽内安装有伸缩定位销,伸缩定位销的另一侧与开设在轨道窑车顶面的回弹槽内的回弹支撑板相连接,回弹支撑板的另一侧设置有回弹弹簧,回弹弹簧之间固定安装有伸出至轨道窑车侧壁外侧的定位销解除栓,定位栓的侧壁开设有与伸缩定位销相配合的定位槽,定位销解除栓与安装在第一进料转载装置、第二进料转载装置、第一出料转载装置以及第二出料转载装置内侧的抽拉连接器相配合,第一进料转载装置、第二进料转载装置、第一出料转载装置以及第二出料转载装置均包括内侧安装有抽拉连接器的底座,底座上安装有旋转吊臂,在底座上铺设有进出料轨道,进出料轨道上活动安装有自动力平板车,自动力平板车的顶面开设有与定位栓相配合的定位栓卡槽。
7、所述的双通道进料转载旋转盘、窑炉转载旋转盘、第一出窑转载旋转盘、第二出窑转载旋转盘、第一冷却转载旋转盘、第二冷却转载旋转盘、第一出料转载旋转盘、第二出料旋转盘、第一循环转载旋转盘以及第二循环转载旋转盘上均设置有与自动力轨道相配合的承接轨道,自动力轨道的中部设置有轨道窑车输送链,轨道窑车底部设置有与轨道窑车输送链相配的链条卡接器,承接轨道的中部设置有与链条卡接器相配合的卡接固定器。
8、所述的轨道窑车通过底部卡接片与自动力轨道相连接,转载支撑框为四周设置有防护网的顶部带有开口的框架结构,在转载支撑框的侧壁安装有吊耳,隔离支撑框是底部带有开口的框架结构,隔离支撑框的外壁与转载支撑框的内壁相配合。
9、所述的第一窑炉安装在连接第一出窑转载旋转盘与窑炉转载旋转盘的自动力轨道上方,第二窑炉安装在连接第二出窑转载旋转盘与窑炉转载旋转盘的自动力轨道上方,第一冷却室安装在连接第一出窑转载旋转盘与第一冷却转载旋转盘的自动力轨道上方,第二冷却室安装在连接第二出窑转载旋转盘与第二冷却转载旋转盘的自动力轨道上方。
10、所述的伸缩定位销位于定位插接槽内的一段的顶部为弧面结构,回弹弹簧的一侧与回弹支撑板固定连接,回弹弹簧的另一侧与回弹槽的内壁固定连接,回弹弹簧至少为两个,定位销解除栓固定安装在回弹弹簧之间的回弹支撑板中心位置,在轨道窑车顶部侧壁开始有用于安装定位销解除栓的通孔,该通孔的内侧与回弹槽相连通,在定位销解除栓的外壁设置有与抽拉连接器端头相配合的插接槽,抽拉连接器的内侧通过伸缩杆别与第一进料转载装置、第二进料转载装置、第一出料转载装置以及第二出料转载装置的侧壁相连接,旋转吊臂的底部固定安装有加强连接盘。
11、一种利用上述镁碳砖烧制装置烧制镁碳砖的方法,其方法如下:
12、1)分类上料
13、两种所需烧制温度不同的镁碳砖分别装载至不同的转载支撑框内,通过第一进料转载装置和第二进料转载装置上安装的转载装置实施送料转载作业,将分别位于第一进料转载装置和第二进料转载装置上的转载支撑框两侧的两条自动力轨道上;
14、2)分类进料
15、位于双通道进料转载旋转盘两侧自动力轨道上的轨道窑车分别对装载有两种不同烧制温度需求镁碳砖的转载支撑框实施承接固定,转载支撑框底部的定位栓落入轨道窑车上设置的定位插接槽内实施卡接定位,分别依次开启自动力轨道,轨道窑车在两条自动力轨道上交叉进料作业,第一种烧制温度需求的轨道窑车通过双通道进料转载旋转盘转载至窑炉转载旋转盘上,并通过窑炉转载旋转盘再次转载至第一窑炉内,第二种烧制温度需求的轨道窑车通过双通道进料转载旋转盘转载至窑炉转载旋转盘上,并通过窑炉转载旋转盘再次转载至第二窑炉内;
16、3)分类烧制
17、进入到第一窑炉内的轨道窑车装载第一种烧制温度需求的镁碳砖,通过独立的窑炉温控对第一窑炉内的镁碳砖实施烧制作业,烧制完成后出窑至第一出窑转载旋转盘上,进入到第二窑炉内的轨道窑车装载第二种烧制温度需求的镁碳砖,通过独立的窑炉温控对第二窑炉内的镁碳砖实施烧制作业,烧制完成后出窑至第二出窑转载旋转盘上;
18、4)分类冷却
19、第一出窑转载旋转盘上的镁碳砖通过自动力轨道转载至第一冷却室内,根据第一窑炉烧制后所需冷却温度匹配冷却风速和风量,完成冷却后通过第一冷却转载旋转盘转载至第一出料转载旋转盘上,第二出窑转载旋转盘上的镁碳砖通过自动力轨道转载至第二冷却室内,根据第二窑炉烧制后所需冷却温度匹配冷却风速和风量,完成冷却后通过第二冷却转载旋转盘转载至第二出料旋转盘上;
20、5)分类出料
21、第一出料转载旋转盘将轨道窑车输送至通过第一循环转载旋转盘和第一出料转载旋转盘之间的自动力轨道上,第一出料转载装置对安装在轨道窑车上的转载支撑框转载出料,第二出料旋转盘将轨道窑车输送至通过第二循环转载旋转盘和第二出料旋转盘之间的自动力轨道上,第二出料转载装置对安装在轨道窑车上的转载支撑框转载出料;
22、6)分类循环装载
23、第一循环转载旋转盘将卸载转载支撑框后的轨道窑车转载至双通道进料转载旋转盘和第一循环转载旋转盘之间的自动力轨道上,第一进料转载装置实施转载支撑框的循环装料作业,第二循环转载旋转盘将卸载转载支撑框后的轨道窑车转载至双通道进料转载旋转盘和第二循环转载旋转盘之间的自动力轨道上,第二进料转载装置实施转载支撑框的循环装料作业。
24、本发明具有如下的积极效果:首先,首先,本发明采用循环往复双通道进出料烧制装置与两个进料转载装置以及两个出料转载装置配合,能够实现两种不同规格的镁碳砖进行烧制,同时两种镁碳砖的烧制温度不同的情况下利用一套进出料设备实现进料位置的分开布局和出料位置的分开布局,实现了进料分位置管理和出料分位置的管理作业,整体两种不同规格的镁碳砖产品能够最终集约在一个进料装置,通过转载装置根据需求区分进料到不同的窑炉中进行烧制作业,有利于管理和后期出库运输,有利于分规格批次的管理,有利于窑炉温度的统一化控制,利用多个转载旋转盘实现不同隔离支撑框在标准化轨道窑车配件上的转载,整体集约化设计,节省空间,高效利用空间,提高了工作和运行效力。
25、其次,本产品利用轨道窑车顶部设置的定位插接槽与转载支撑框底部的定位栓以及伸缩定位销的配合,实现整体转载过程中轨道窑车与转载支撑框之间的连接灵活固定作业,同时采用转载支撑框实施镁碳砖的分层隔离设置,利用隔离支撑框将镁碳砖在转载支撑框内实施隔离分层设置,与传统码垛紧密堆放的方式不同,在进料窑炉后,利用隔离网实施分层镁碳砖的支撑作业,在窑炉中镁碳砖的与窑炉内腔空间充分接触,避免了传统紧密挨接不能充分烧制均匀的缺陷,同时利用隔离支撑框以及转载支撑框实现镁碳砖的限位固定,将镁碳砖限制在转载支撑框内侧,不会滑落或者坍塌,提高了安全性,并且根据不同窑炉温度在外侧对应设计不同的冷却室,配套在外侧实施降温冷却作业,提高了窑炉的周转使用性,缩短了窑炉的周转时间,同时充分将窑炉的预热实施利用。
26、再次,本发明利用第一循环转载旋转盘和第二循环转载旋转盘与进料转载旋转盘的配合,将卸载转载支撑框之后的轨道窑车循环输送至两种不同规格的上料位置,实施上料装载、转载、进料、烧制、出料后再装载的循环使用,整体效力得到了很大的提高。
- 还没有人留言评论。精彩留言会获得点赞!