一种复合气液共面式超薄柔性平板热管及其加工方法
本发明涉及柔性热管设计及加工,尤其是涉及一种复合气液共面式超薄柔性平板热管及其加工方法。
背景技术:
1、随着可穿戴或可折叠等电子设备的快速发展,柔性电子设备朝着小型化及集成化发展,因此造成热流密度增大的问题,如果热量无法快速散发开来。那么很容易影响电子器件性能及寿命。
2、热管作为一种良好的传热器件,有着结构紧凑、运行可靠、无其他能源消耗、有效导热率高的优点,因此在各领域有着广泛的应用。一般热管分为三段,即加热段、绝热段、冷凝段;内部有吸液芯、工质,内部环境一般为真空或负压状态。其工作传热原理是利用相变原理,将加热段的工质受热气化,在加热段与冷凝段之间的温差作用下产生压强差,使蒸汽往冷凝段流动,在冷凝段液化后,通过吸液芯的毛细力将工质送往加热段,从而实现循环传热。
3、常规热管都是刚性,无法应用到可穿戴或可折叠等柔性电子设备上,即使能够应用到柔性电子设备上,在使用过程中因柔性电子设备的弯折容易造成气液传递的不通畅。
技术实现思路
1、本发明的目的在于提供一种复合气液共面式超薄柔性平板热管,以解决现有的热管没有柔顺性的效果及弯曲之后传热性能不佳的问题。
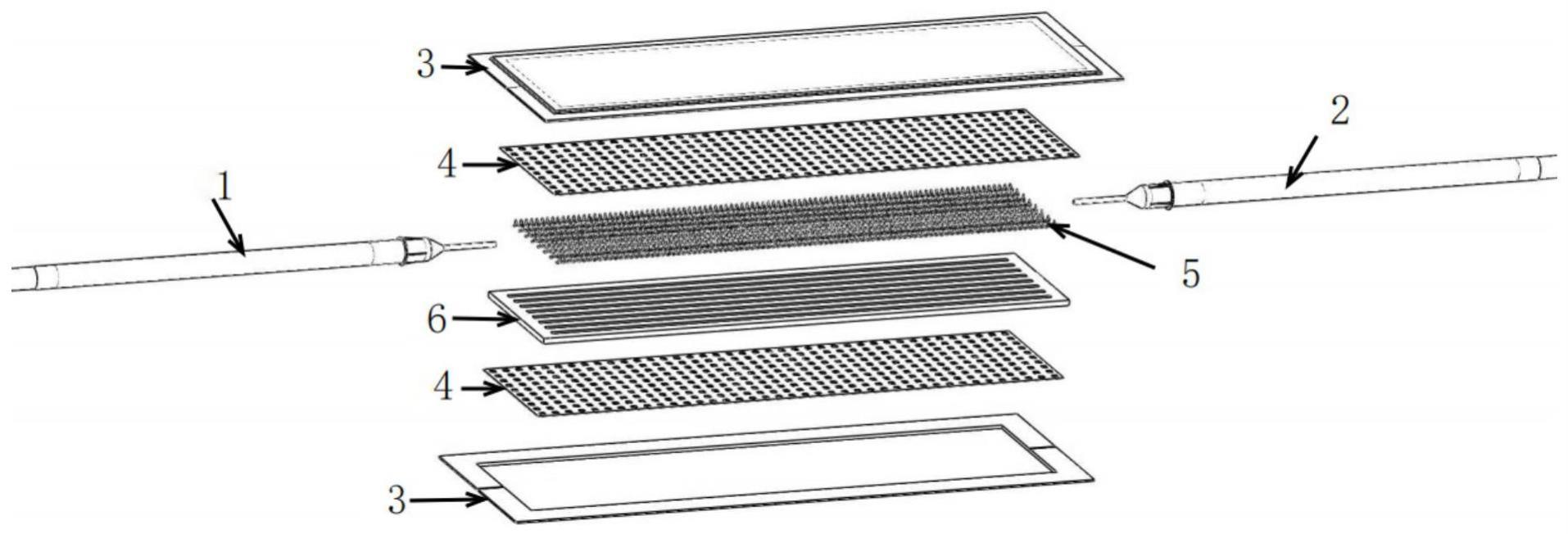
2、本发明提供一种复合气液共面式超薄柔性平板热管,包括吸液芯板和热压在其上下两侧的柔性外壳,所述吸液芯板包括泡沫铜板和烧结在其上下两侧的铜网,所述泡沫铜板上开设有若干条相互平行的气道,所述气道沿所述泡沫铜板的长度方向设置,每个所述气道内均安装有弹簧,所述吸液芯板内部填充有液体工质。
3、进一步的,所述柔性外壳为铝塑复合膜,所述铝塑复合膜包括尼龙外层、铝箔和聚丙烯内层,所述吸液芯板热压在两个所述聚丙烯内层之间。
4、进一步的,所述气道的横截面为矩形或三角形。
5、进一步的,所述弹簧的直径不大于所述泡沫铜板的厚度。
6、进一步的,所述液体工质为无水乙醇。
7、一种复合气液共面式超薄柔性平板热管的加工方法,包括如下步骤:
8、s1:切割铜网和泡沫铜板,并在泡沫铜板上切割若干条气道;
9、s2:将切割好的铜网和泡沫铜板按照铜网-泡沫铜板-弹簧-铜网的顺序进行热压烧结处理形成吸液芯板;
10、s3:在吸液芯板的上下两侧热压铝塑复合膜,同时在吸液芯板的前后两侧分别设置充液管和抽真空管,充液管和抽真空管的端部均热压在两个铝塑复合膜之间;
11、s4:通过充液管向所述吸液芯板注入液体工质后封闭充液管;
12、s5:通过抽真空管进行抽真空后封闭抽真空管;
13、s6:打开充液管,在负压作用下将液体工质吸入热管内部后再次封闭充液管;
14、s7:将热管放置在加热平台上进行不少于1小时运行操作,使工质中不凝性气体释放出来;
15、s8:运行完毕后,通过抽真空管进行二次除气处理;
16、s9:二次除气处理完毕后,对其充液管口和抽真空管口进行去除密封处理。
17、进一步的,步骤s2中,将切割好的铜网和泡沫铜板按照铜网-泡沫铜板-弹簧-铜网的顺序放入石墨模具中,盖好石墨模具盖子并夹紧,将其放入热压设备下进行热压烧结处理。
18、进一步的,所述充液管和所述抽真空管均包括针头和热缩管,所述热缩管内部的两端均套接有金属管,所述热缩管的一端通过所述金属管与所述针头固定连接。
19、进一步的,所述充液管和所述抽真空管均采用强力止水夹夹紧热缩管进行封闭。
20、进一步的,所述金属管为铜管。
21、本发明的技术方案相对于现有技术的有益效果是:该热管中的吸液芯板采用泡沫铜板和在其上下两侧的铜网烧结而成,采用泡沫铜板和铜网相结合方式能够保证热管柔顺性,能够根据柔性电子设备的使用进行弯曲,通过在泡沫铜板上开设气道形成气液共面式结构,并在每个气道内安装弹簧,能起到支撑作用,保证热管在弯折工况下也能保持通畅,不会因热管的弯折而影响气液的流动,使热管能够平稳运行。
技术特征:
1.一种复合气液共面式超薄柔性平板热管,其特征在于,包括吸液芯板和热压在其上下两侧的柔性外壳,所述吸液芯板包括泡沫铜板和烧结在其上下两侧的铜网,所述泡沫铜板上开设有若干条相互平行的气道,所述气道沿所述泡沫铜板的长度方向设置,每个所述气道内均安装有弹簧,所述吸液芯板内部填充有液体工质。
2.根据权利要求1所述的复合气液共面式超薄柔性平板热管,其特征在于,所述柔性外壳为铝塑复合膜,所述铝塑复合膜包括尼龙外层、铝箔和聚丙烯内层,所述吸液芯板热压在两个所述聚丙烯内层之间。
3.根据权利要求1所述的复合气液共面式超薄柔性平板热管,其特征在于,所述气道的横截面为矩形或三角形。
4.根据权利要求1所述的复合气液共面式超薄柔性平板热管,其特征在于,所述弹簧的直径不大于所述泡沫铜板的厚度。
5.根据权利要求1所述的复合气液共面式超薄柔性平板热管,其特征在于,所述液体工质为无水乙醇。
6.一种复合气液共面式超薄柔性平板热管的加工方法,其特征在于,包括如下步骤:
7.根据权利要求6所述的复合气液共面式超薄柔性平板热管的加工方法,其特征在于,步骤s2中,将切割好的铜网和泡沫铜板按照铜网-泡沫铜板-弹簧-铜网的顺序放入石墨模具中,盖好石墨模具盖子并夹紧,将其放入热压设备下进行热压烧结处理。
8.根据权利要求6所述的复合气液共面式超薄柔性平板热管的加工方法,其特征在于,所述充液管和所述抽真空管均包括针头和热缩管,所述热缩管内部的两端均套接有金属管,所述热缩管的一端通过所述金属管与所述针头固定连接。
9.根据权利要求8所述的复合气液共面式超薄柔性平板热管的加工方法,其特征在于,所述充液管和所述抽真空管均采用强力止水夹夹紧热缩管进行封闭。
10.根据权利要求8所述的复合气液共面式超薄柔性平板热管的加工方法,其特征在于,所述金属管为铜管。
技术总结
本发明提供了一种复合气液共面式超薄柔性平板热管及其加工方法,包括吸液芯板和热压在其上下两侧的柔性外壳,吸液芯板包括泡沫铜板和烧结在其上下两侧的铜网,泡沫铜板上开设有若干条相互平行的气道,气道沿泡沫铜板的长度方向设置,每个气道内均安装有弹簧,吸液芯板内部填充有液体工质。该热管中的吸液芯板采用泡沫铜板和在其上下两侧的铜网烧结而成,采用泡沫铜板和铜网相结合方式能够保证热管柔顺性,能够根据柔性电子设备的使用进行弯曲,通过在泡沫铜板上开设气道形成气液共面式结构,并在每个气道内安装弹簧,能起到支撑作用,保证热管在弯折工况下也能保持通畅,不会因热管的弯折而影响气液的流动,使热管能够平稳运行。
技术研发人员:向建化,刘勇宾,潘亮,黄家乐,李萍,郑永锋,陈志鹏
受保护的技术使用者:广州大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!