一种无缝钢管内壁加热烘干装置及其烘干方法与流程
本发明属于烘干设备,具体为一种无缝钢管内壁加热烘干装置及其烘干方法。
背景技术:
1、无缝钢管是由整支圆钢穿孔而成的,表面上没有焊缝的钢管,称之为无缝钢管。根据生产方法,无缝钢管可分热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、挤压无缝钢管、顶管。它广泛应用于石油、天然气、化工、电力、航空、机械等领域,在对大无缝钢管内壁进行保护漆的喷涂前,为了提高实际喷涂效果,通常需要对无缝钢管内壁进行烘干处理。
2、现有技术中的无缝钢管内壁加热烘干装置,在针对无缝钢管的内壁烘干时,通常采用一端套接通气组件,配合热气输入,沿着无缝钢管内部进行热风烘干,然而针对大尺寸和长度较长的无缝钢管进行应用时,一方面受到无缝钢管内径加大的影响,实际从一端通入的风量要求过高,且在长无缝钢管内流动烘干时,随着换热路径的延长,吹出一段距离的热风热量衰减速度快,且长距离通气下热风动能衰减,从而使得仅靠近通入热风处具有一定的加热烘干效果,实际针对无缝钢管内部中部区域以及远离端的烘干效果较差,针对大尺寸无缝钢管的内壁加热烘干效果不佳。
3、此外,现有技术中的无缝钢管内壁加热烘干装置,在使用过程中,针对堆放的多组无缝钢管,采用一端套接并通入热风加热烘干时,受到堆放的无缝钢管端面位置的影响,实际无缝钢管的套接端会被其余堆放的相邻无缝感官遮挡,难以实现稳定有效的套接连通,同时针对不同尺寸的无缝钢管,特别针对大尺寸无缝钢管的应用,实际热风通气端的适应性不佳,且在采用其他方式进行加热下的辐射热或传导热烘干时,同样受到堆放的无缝钢管的影响,无法有效便捷的适应多组堆放无缝钢管内壁的全面烘干,使用效果差。
技术实现思路
1、本发明的目的在于提供一种无缝钢管内壁加热烘干装置及其烘干方法,以解决上述背景技术中提出的问题。
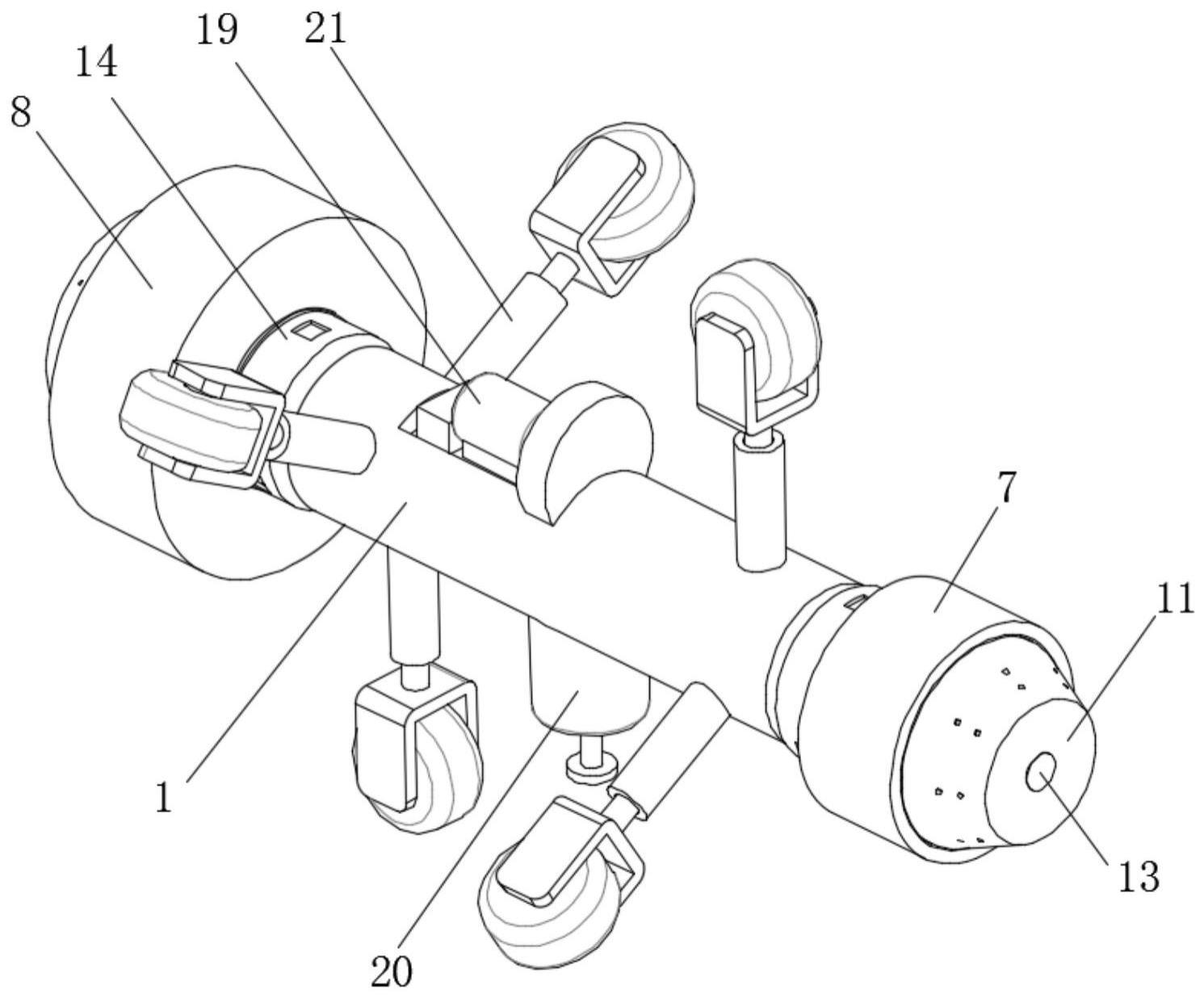
2、为了实现上述目的,本发明提供如下技术方案:一种无缝钢管内壁加热烘干装置及其烘干方法,包括安装筒,所述安装筒的内部开设有安装腔,所述安装腔的内部固定套接有固定环,所述安装筒的内部转动安装有转轴,所述转轴转动套接在固定环的内部,所述转轴的外表面固定套接有一号齿轮,所述转轴两端的外八面分别固定套接有一号扇叶和二号扇叶,所述一号扇叶的尺寸小于二号扇叶的尺寸,所述安装筒的两端分别固定连接有一号安装框和二号安装框,所述一号扇叶和二号扇叶分别位于一号安装框和二号安装框中,所述一号安装框和二号安装框的端部均螺纹套接有锥形套,所述锥形套的锥面开设有环形分布的出风孔,所述一号安装框和二号安装框的内部均固定安装有加热管,所述一号安装框和二号安装框的一端均开设有一号孔,所述安装筒的两端均螺纹安装有进风框,所述进风框的一侧设有与一号孔连通的过滤组件,所述安装筒的外表面固定连通有伸缩支撑组件,所述伸缩支撑组件环形分布在安装筒的外侧,所述安装筒外表面的上方固定安装有转动组件,所述转动组件的一端与套设在安装筒的内壁中且与一号齿轮啮合连接,所述安装筒外表面的底部开设有阶梯孔,所述阶梯孔中固定安装有连通的调节组件。
3、优选的,所述安装筒两端的外表面均开设有螺纹槽,所述螺纹槽的内表面与进风框螺纹套接,所述进风框的外表面开设有进风口。
4、优选的,所述过滤组件包括套接环、滤孔和定位管,所述套接环滑动套接在螺纹槽的外侧,所述滤孔开设在套接环的侧面上,所述定位管固定连接在套接环的侧面上且位于滤孔的外侧,所述定位管活动套接在一号孔的内部,所述套接环的直径大于进风框的直径。
5、优选的,所述安装腔中注入有液压油,所述固定环的数量为两个,两个所述固定环对称分布在一号齿轮的两侧,所述阶梯孔的小端与安装腔相连通,所述固定环的侧面开设有通孔,所述一号扇叶和二号扇叶的旋向相反。
6、优选的,所述安装筒的顶部分别开设有安装槽和弧槽,所述安装筒的外表面开设有二号孔,所述二号孔与伸缩支撑组件相连通。
7、优选的,所述转动组件包括电机、电池、二号齿轮和齿轮罩,所述电机和电池均固定安装在安装槽的内部,所述二号齿轮固定套接在电机的输出轴上且位于弧槽中,所述二号齿轮与一号齿轮啮合连接,所述齿轮罩固定连接在安装筒的外表面上且位于二号齿轮的外侧,所述齿轮罩的下端与弧槽相连通。
8、优选的,所述伸缩支撑组件包括固定管、滚动轮、套杆、活动塞和弹簧,所述固定管固定连接在安装筒的外表面上其与二号孔相连通,所述套杆活动的一端活动套接在固定管的内部,所述活动塞活动套接在固定管的内部且与套杆固定连接,所述滚动轮固定安装在套杆的外端上,所述弹簧位于固定管的内部并固定连接在活动塞的侧面且套接在套杆的外侧,所述伸缩支撑组件的数量为六个,六个所述伸缩支撑组件每三个为一组且对称分为两组。
9、优选的,所述调节组件包括底部筒、活动板和螺纹杆,所述底部筒固定套接在阶梯孔的大端中,所述活动板活动套接在底部筒的内部,所述螺纹杆固定连接在活动板的底面上,所述螺纹杆螺纹套接在底部筒的底部端面上。
10、一种无缝钢管内壁加热烘干装置的烘干方法,包括以下操作步骤:
11、第一步:烘干前,根据待烘干无缝钢管的尺寸,将安装筒上分布的一组靠近一号安装框的伸缩支撑组件置于无缝钢管内部,旋转调节组件中的螺纹杆,使得安装筒内部液压油油压升高,使得内部液压油进一步进入到每个伸缩支撑组件中,使得伸缩支撑组件中的滚动轮向外侧移动,使得置于无缝钢管内部的伸缩支撑组件中的滚动轮均于无缝钢管内壁接触,完成适应性调节;
12、第二步:进一步推动装置,使得所有伸缩支撑组件均位于无缝钢管中,此时一号安装框和二号安装框均位于无缝钢管内部,且二号安装框靠近进口端,启动转动组件,使得转动组件带动安装筒中转轴外表面上的一号齿轮旋转,使得转轴旋转并带动两端的旋向相反的一号扇叶和二号扇叶同时旋转,并启动加热管,一号扇叶和二号扇叶同时通过一号孔和进风框吸入空气并产生轴流风,形成的两组方向相反的轴流风分别沿着一号安装框和二号安装框端部的锥形套的外侧吹出,且通过出风孔吹出倾斜朝向无缝钢管内壁处的风,二号扇叶在大尺寸下吹出的风量大于一号扇叶的出风量,使得装置靠近进口端的二号安装框在与另一端一号安装框的风量差下,沿着无缝钢管内壁前进移动;
13、第三步:随着装置在无缝钢管内壁中前进,位于前端的一号安装框吹出倾斜朝向无缝钢管内壁处的热风,并在移动前进中逐步向前热风烘干,同时装置前进的同时位于后端的二号安装框再次吹出大风量的热风,再次对无缝钢管内壁进行热风烘干;
14、第四步:随着装置移动烘干无缝钢管内壁,无缝钢管内壁附着的部分杂质在前端一号安装框的吹扫下向着出口端不断鼓吹出,残留的部分杂质在装置移动烘干时吸入至进风框中并过滤在过滤组件的一侧,完成内壁的同步清理,随着装置自动移出无缝钢管,将装置切换至堆放的另一组无缝钢管中进行连续加热烘干操作。
15、本发明的有益效果如下:
16、1、本发明通过在安装筒的两端分别增设大小不同的一号安装框和二号安装框,并利用安装筒中的转轴实现两端一号扇叶和二号扇叶的安装套接,配合转动组件提供转动的动力,使得转轴旋转的同时带动两组旋向相反的一号扇叶和二号扇叶旋转,并分别产生两组风向相反的动力风,配合一号扇叶和二号扇叶的尺寸差异,使得装置前进端为一号扇叶所在位置,且尾端为二号扇叶的所在位置,利用大尺寸二号扇叶吹出大量风量,配合锥形套改变出风倾斜方向以及加热管的启动,使得装置在无缝钢管中分别沿着前端和后端吹出热风,并在风力差下配合环形分布的伸缩支撑组件中的滚动轮,实现推动装置在无缝钢管中前进,并在前进过程中对发尺寸长距离无缝钢管内壁进行两次方向相反的热风烘干,避免现有固定送风位置下热风送达不到无缝管道其他位置,提高无缝钢管内壁全面加热烘干的效果,同时近距离对每处内壁表面加热烘干,热量利用率高,且移动烘干速度快,效率高,使用效果好。
17、2、本发明通过再次利用两组方向动力风量,并在风量差下推动移动,使得前进加热烘干的同时,沿着无缝钢管内壁向着出口端前进的同时,配合倾斜吹向内壁的风量,将内壁上附着的灰尘和杂质向着前进方向鼓吹,并在不断前进的同时将大量内部灰尘和杂质从出口端充分的鼓吹出,且参与的部分杂质在一号安装框和二号安装框吸入侧面空气时,在无缝钢管内部通过进风框将杂质吸入,并有效过滤在过滤组件的一侧,在内部移动加热烘干的同时,完成内部除杂,针对后续内壁上漆,大大提高了洁净度,提高上漆效果,使用效果好。
18、3、本发明通过利用安装腔中注入的液压油,在调节组件的调节下增加安装腔中的油压,使得每组伸缩支撑组件动作延伸并适应无缝钢管内壁,实现装置在无缝钢管内壁的稳定移动,进而在实际应用时根据不同无缝钢管内径进行调整,提高使用范围,针对不同尺寸的无缝钢管均具有较好且便捷的烘干操作,同时利用在无缝钢管内部自动前进烘干的方式,针对堆放的无缝钢管,无需进行其他操作,套入过程不受其他无缝钢管影响,自由度高,针对多组堆放的无缝钢管的加热烘干,整体效率大大提高了,使用效果好。
- 还没有人留言评论。精彩留言会获得点赞!