减轻窑口受力的耐火砖砌筑方法与流程
本发明涉及回转窑,具体地,涉及一种减轻窑口受力的耐火砖砌筑方法。
背景技术:
1、目前5000t/d水泥熟料生产线回转窑耐火材料主流配置如下:0-0.6m浇注料、0.6-1.6m硅莫砖、1.6-25m镁铁尖晶石砖、25-45m镁铝尖晶石砖、45-73.2m高铝砖、73.2-74m浇注料。窑内挡砖圈设置有两道,分别为0.6m、40m各设置一道,挡砖圈设置的目是为了减少回转窑因旋转过程中后面的耐火砖对前端耐火砖的集中应力,从而达到保护前端及挡砖圈附近耐火砖的目的。从目前窑内耐火砖的使用效果来看,40m以后耐火砖挡砖圈附近耐火材料正常,但窑口区域附近耐火砖受工艺、机械、热震方面的影响,窑口附近耐火材料使用周期普遍偏短在6-10个月不等,窑口处附近耐火材料异常损坏的现象较为突出,严重影响了回转窑的安全、稳定运行。同时,窑口处耐火材料的异常损坏造成的停窑事故,能够间接的造成企业百万元的经济损失。
技术实现思路
1、本发明的目的是提供一种减轻窑口受力的耐火砖砌筑方法,该减轻窑口受力的耐火砖砌筑方法能够提高回转窑的使用寿命。
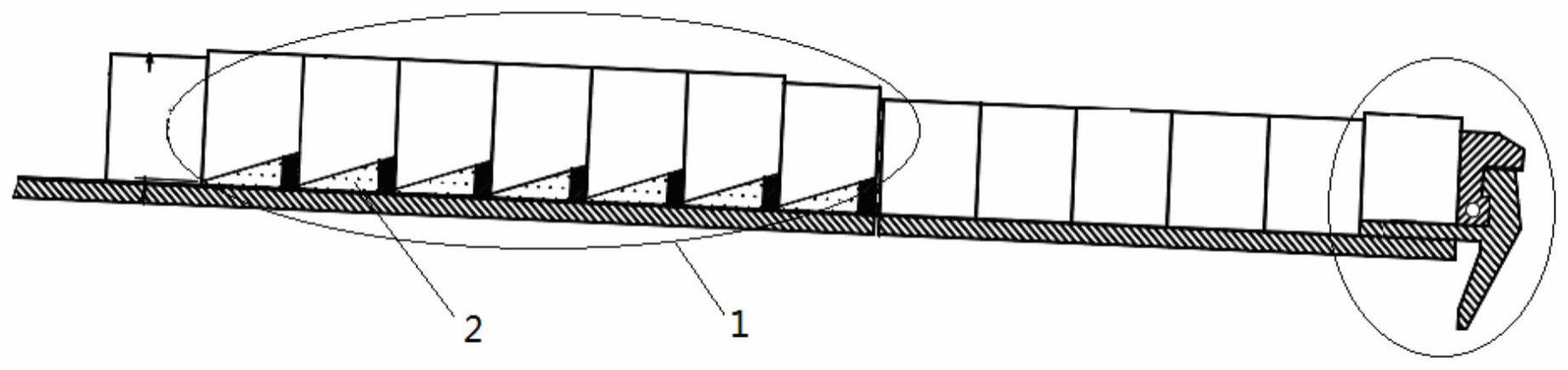
2、为了实现上述目的,本发明提供了一种减轻窑口受力的耐火砖砌筑方法,包括:将原有的挡砖圈拆除,使用楔形钢进行焊接,并且焊接6-8道形成新的挡砖圈组合,最后一道挡砖圈距离窑口1.5-1.7m。
3、优选地,所述楔形钢满足以下条件:每段长度为1.5m;材质采用与窑筒体同材质的a3钢。
4、优选地,所述楔形钢满足以下条件:高为15-55mm,宽为195-200mm。
5、优选地,相邻两道所述楔形钢焊接时之间预留有3-5mm的膨胀间隙,第1道至最后一道楔形钢的膨胀间隙连线与回转窑中心线平行。
6、优选地,耐火砖为碱性砖,砌筑需要满足以下条件:封口过程中一次加压13-18mpa,二次加压在25-30mpa。
7、优选地,耐火砖为非碱性砖,砌筑需要满足以下条件:封口过程中采用二次加压,一次加压18-22mpa,二次加压在35-40mpa。
8、优选地,耐火砖砌筑方法还包括:全窑砖衬砌筑完成后,在点火之前还应对全窑砖衬作一次全面清理和紧固:
9、1)先转窑180°,将封口区中心点转至6:00位置,在中心点两侧4:00-5:00点和7:00-8:00区域检查砖并补加铁板;
10、2)在续转窑45°和180°,分别检查两侧铺底和封口接手位置火砖的松紧度并补加铁板;
11、3)检查过程中,要将露在砖面上的不能完全加进去的铁板割除。最后转窑三圈,将封口区放在12:00位置,再次检查窑内砖有无抽签松动现象。
12、在上述技术方案中,本发明提供的减轻窑口受力的耐火砖砌筑方法使用楔形结构能够有效的把旋转中的向前推力分解在楔形结构上和砖上,砖体受到的分力会随之减少,设置的楔形结构越多,前端耐火砖的受力会越来越小,有效的减轻了后端耐火砖对窑口区域耐火材料的推力,保护了窑口处耐火材料,提高了窑口区域耐火材料的使用周期;窑口处应力得到消除,采用耐火砖砌筑在窑口护铁上的形式,可减少浇注料施工的繁琐工序,规避了浇注料因施工、养护过程中的不规范现场而导致的后期浇注料的质量问题。
13、由此,本发明取得了以下的技术效果:
14、1、通过挡砖圈的优化设计,缓解机械应力集中对窑口处耐火材料的损坏,提升耐火材料的使用周期;
15、2、消除窑内耐火材料损坏而导致的高温对筒体的直接烧损,达到保护窑筒体的目的;
16、3、提升回转窑的运行质量,降低耐火材料消耗及停窑后所需的高额维修费用。
17、本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种减轻窑口受力的耐火砖砌筑方法,其特征在于,包括:将原有的挡砖圈拆除,使用楔形钢(2)进行焊接,并且焊接6-8道形成新的挡砖圈组合(1),最后一道挡砖圈距离窑口1.5-1.7m。
2.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,所述楔形钢(2)满足以下条件:每段长度为1.5m;材质采用与窑筒体同材质的a3钢。
3.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,所述楔形钢(2)满足以下条件:高为15-55mm,宽为195-200mm。
4.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,相邻两道所述楔形钢(2)焊接时之间预留有3-5mm的膨胀间隙,第1道至最后一道楔形钢的膨胀间隙连线与回转窑中心线平行。
5.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,耐火砖为碱性砖,砌筑需要满足以下条件:封口过程中一次加压13-18mpa,二次加压在25-30mpa。
6.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,耐火砖为非碱性砖,砌筑需要满足以下条件:封口过程中采用二次加压,一次加压18-22mpa,二次加压在35-40mpa。
7.根据权利要求1所述的减轻窑口受力的耐火砖砌筑方法,其特征在于,耐火砖砌筑方法还包括:全窑砖衬砌筑完成后,在点火之前还应对全窑砖衬作一次全面清理和紧固:
技术总结
本发明公开了一种减轻窑口受力的耐火砖砌筑方法,该耐火砖砌筑方法包括:将原有的挡砖圈拆除,使用楔形钢进行焊接,并且焊接6‑8道形成新的挡砖圈组合,最后一道挡砖圈距离窑口1.5‑1.7m。该减轻窑口受力的耐火砖砌筑方法能够提高回转窑的使用寿命。
技术研发人员:陈援兵,谭迪,童宗胜
受保护的技术使用者:安徽芜湖海螺建筑安装工程有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!