一种取向硅钢环形炉旋转单元的不间断供气装置及方法与流程
本发明涉及一种冶金工业的供气装置,具体地说,是一种取向硅钢环形炉旋转单元的不间断供气装置及方法。
背景技术:
1、取向硅钢产品是电力电网输变电系统的绝对重要的核心材料,由于其工序流程长、工艺高度复杂、各工序对工艺及装备的严苛要求以及对最终产品性能的苛求,取向硅钢工艺及装备技术代表了一个国家钢铁冶金的最顶尖水平,被誉为“钢铁工业皇冠的明珠”。
2、而rbaf高温再结晶退火环形炉,是高磁感取向硅钢生产工序中最核心的热处理装备之一,其功能是将取向硅钢带钢加热至最高1250℃下实现高温再结晶退火,以使硅钢实现晶体组织均匀化、晶粒粗大、去除有害杂质等作用,从而获得品质优异的高磁感低铁损取向硅钢产品。
3、rbaf高温再结晶退火环形炉内钢卷放置于炉内旋转台车上,支撑钢卷的台车以设定的时间要求进行旋转作业,以便把炉内钢卷运送至不同工艺段实现热处理。而钢卷在炉内的全过程均需要通入保护性气体对钢卷进行保护,以防止氧化,采用的保护性气体为氮气和氢气的混合气体。对旋转台车侧保护气体供给普遍采用的方法是用软管加快速接头与旋转台车上的保护气体管道的接头进行对接,但随着旋转台车旋转至极限角度后,供气软管必须由人工拔出,并在尽量短的时间内迅速对接到台车上其他位置的保护气体接头,从而确保旋转台车上的钢卷保护气体供给尽量短时间的间断。
4、但这种方法的缺点是:
5、1)人工作业量大,软管及快速接头尺寸规格都较大(通径在dn80-125),重量大,人工作业极为不便;
6、2)存在软管人工切换时的供气间断,对炉内钢卷的最终质量存在一定不良影响。
7、因此已知的取向硅钢环形炉旋转单元的供气方式存在着上述种种不便和问题。
技术实现思路
1、本发明的目的,在于提出一种安全可靠的取向硅钢环形炉旋转单元的不间断供气装置。
2、本发明的另一目的,在于提出一种安全可靠的取向硅钢环形炉旋转单元的不间断供气方法。
3、为实现上述目的,本发明的技术解决方案是:
4、一种取向硅钢环形炉旋转单元的不间断供气装置,包括旋转台车、供气侧的保护气体供给对接装置,其特征在于:
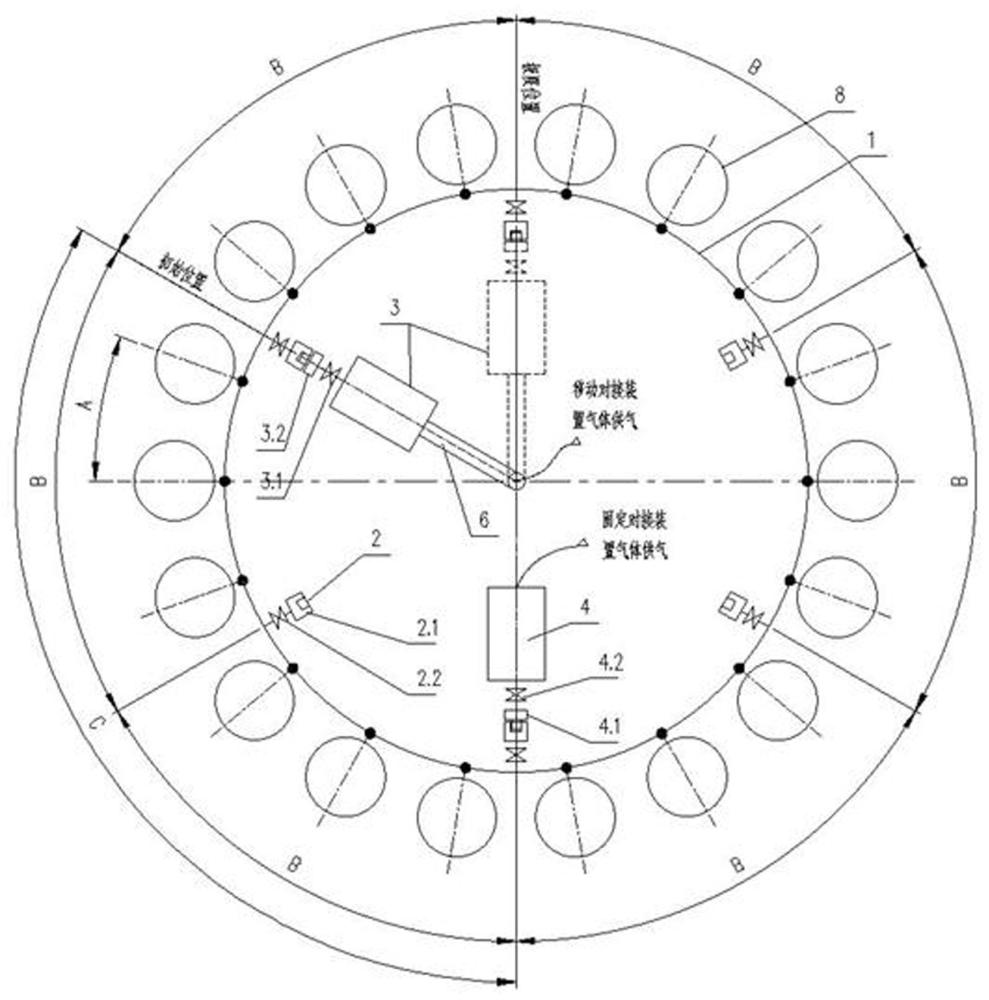
5、所述旋转台车围绕环形炉中心旋转,旋转台车设有若干料位用于放置钢卷,相邻两个料位之间夹角为a,旋转台车上设有保护气体环管,用于向料位上的钢卷通入保护气体,旋转台车每次以角度a旋转一个料位;旋转台车顶端设有若干在圆周方向均匀布置的受气侧母接头组件,相邻两个受气侧母接头组件之间的夹角为b,受气侧母接头组件上设有母接头和受气侧切断阀,两者通过软连接相连,受气侧切断阀与保护气体环管连通,母接头固定设置在母接头底座上;
6、供气侧的保护气体供给对接装置包括旋转中心墩,移动臂小车,供气侧移动对接装置和供气侧固定对接装置,
7、所述旋转中心墩固设于下沉式基础底部,基础顶面设有导轨;
8、所述移动臂小车的移动臂水平设置,移动臂与旋转中心墩呈l形设置,移动臂小车的移动臂下设有与导轨配合的轮子;使移动臂小车一端通过旋转中心墩顶端的转轴与导轨配合的轮子转动;
9、所述供气侧移动对接装置设置在移动臂端头上部,供气侧移动对接装置上的用于与母接头对接的公接头固定安装在公接头底座上,公接头与切断阀出口连接,进气侧通过软连接与滑动伸缩节相连,滑动伸缩节与移动对接装置供气管路连接:移动对接装置上部设有驱动缸,驱动缸一端固定在供气侧移动对接装置底座上,另一端与公接头底座相通,在驱动缸的作用下,公接头底座能沿导向销方向前进、后退,所述导向销一和导向销二固定设置在供气侧移动对接装置底座上,分别由导向销驱动缸一和导向销驱动缸二单独驱动:
10、其中:供气侧移动对接装置与受气侧母接头组件需要对接时,供气侧移动对接装置通过移动臂小车停在初始位置上,此时供气侧移动对接装置与其中一个受气侧母接头组件粗定位对齐,此时导向销一和导向销二分别由导向销驱动缸一和导向销驱动缸二单独驱动前进,插入母接头底座相应的孔中进行精确定位,确保母接头与公接头中心精确对齐,然后由驱动缸驱动公接头前进与母接头对接,对接完成后切断阀和切断阀自动打开,保护气体经对接装置通过保护气体环管中。
11、供气侧移动对接装置与受气侧母接头组件需要断开时,切断阀和切断阀自动关闭,切断保护气体,然后由驱动缸驱动公接头后退与母接头断开,导向销一和导向销二再分别由导向销驱动缸一和导向销驱动缸二单独驱动后退,退出母接头底座相应孔后至原始位停止;
12、所述供气侧固定对接装置的结构和工作原理与侧气供移动对接装置相同,
13、其中:供气侧移动对接装置固定安装在移动臂小车上,移动臂小车的一端通过旋转中心固定在环形炉中心点上,始终沿环形炉中心点旋转,移动臂减速电机固定安装在移动臂小车架上,其输出轴通过电磁离合器与驱动链轮连接,驱动链轮通过传动链与主驱动轮连接。主驱动轮和被动轮的运行轨迹上安装在主驱动导轨和被动轮导轨;
14、当移动臂需要旋转时,移动臂减速电机启动,通过电磁离器得电吸合状态下带动驱动链轮转动,再通过传动链带动主驱动轮转动;当供气侧移动对接装置与受气侧母接头组件对接后,电磁离合器失电脱开,此时移动臂可随旋转台车被动旋转;
15、供气侧移动对接装置和供气侧固定对接装置之间的夹角为c。
16、本发明的取向硅钢环形炉旋转单元的不间断供气装置还可以采用以下的技术措施来进一步实现。
17、前述的取向硅钢环形炉旋转单元的不间断供气装置,其中所述旋转台车旋转方向为顺时针旋转,或者逆时针旋转。
18、前述的取向硅钢环形炉旋转单元的不间断供气装置,其中所述软连接能消除在对接过程由于定位精度、控制精度不足产生的偏差。
19、前述的取向硅钢环形炉旋转单元的不间断供气装置,其中所述移动臂小车的移动臂呈水平设置。
20、前述的取向硅钢环形炉旋转单元的不间断供气装置,其中所述导轨配设为驱动轮导轨与被动轮导轨,所述轮子设为驱动轮与被动轮。
21、一种取向硅钢环形炉旋转单元的不间断供气方法,其特征在于包括以下步骤:
22、a、旋转台车在停止状态下,移动臂停止在初始位置,此时供气侧移动对接装置与其中一套受气侧母接头组件粗定位对齐,当料位上的钢卷需要供气时,供气侧移动对接装置与其中一套受气侧母接头组件完成对接,保护气体经保护气体环管被供应至钢卷处,同时移动臂上的电磁离合器失电脱开,移动臂随旋转台车被动旋转;
23、b、当环形炉开始生产,旋转台车根据生产工艺要求的节奏开始旋转,每次旋转一个角度a的料位,每次旋转的间隔时间由生产工艺确定,通过间隔时间为1-2小时,当旋转几个料位以后处于停止状态,移动臂由初始位置到达极限位置,此时移动臂的旋转角度为b;
24、c、此时供气侧固定对接装置正好与其中一套受气侧母接头组件粗定位对齐,供气侧固定对接装置与对齐的一套受气侧母接头组件进行对接,确保保护气体环管的气体供不间断;对接完成后,供气侧移动对接装置与对应的受气侧母接头组件脱开,移动臂上的电磁离合器得电吸合,由移动臂减速电机驱动移动臂旋转,退回至初始位置后停止,此时供气侧移动对接装置与其中一套受气侧母接头组件粗定位对齐,供气侧移动对接装置与对应的一套受气侧母接头组件对接,对接完成后,供气侧固定对接装置与受气侧母接头组件脱开,然后移动臂又随旋转台车一起旋转,重复上述过程。
25、本发明的取向硅钢环形炉旋转单元的不间断供气装置还可以采用以下的技术措施来进一步实现。
26、前述的方法,其中所述角度a为相邻两个料位之间夹角、b为相邻两个受气侧母接头组件之间的夹角,同时也是移动臂初始位置和极限位置之间的夹角、c为供气侧移动对接装置和供气侧固定对接装置之间的夹角,其布置角度和数量确定需满足以下条件:
27、
28、供气侧固定对接装置不能设置在移动臂初始位置和极限位置之间,即满足:
29、
30、将式1、式2、式3代入上式中,可得:
31、
32、其中:
33、n1为能被360整除的整数且大于等于3,即为受气侧母接头组件2的数量;
34、n2:为整数;
35、n3:为整数。
36、采用上述技术方案后,本发明的取向硅钢环形炉旋转单元的不间断供气装置及方法具有以下优点:
37、1、实现了保护气体的真正无间断供气,可以获得优异的取向硅钢产品性能;
38、2、由全自动化作业替代人工作业,改善工人作业环境,提升劳动效率,无人化作业,也更符合行业及国家对“智慧化”、“无人化”的高质量发展要求;
39、3、作业效率高,切换过程时间更短,提高生产线作业效能。
- 还没有人留言评论。精彩留言会获得点赞!