一种球团环冷卸料小车自动控制系统及方法与流程
本发明涉及电气自动化控制,特别涉及一种球团环冷卸料小车自动控制系统及方法。
背景技术:
1、球团环冷小车是环冷卸灰系统的核心设备,环冷卸灰系统是将环冷工序中鼓风机吹出的小颗粒球团矿落到下方料斗,通过双层卸灰阀卸到环冷小车上,然后再将小颗粒球团矿运至指定位置的皮带上。卸料小车位于环冷机下方,轨道均为环形,在实际生产过程中,需控制卸料小车去每个料斗卸料阀下,逐个完成卸料,现有技术存在自动化程度低、定位不准以及通讯困难等问题。
技术实现思路
1、有鉴于此,本发明旨在提出一种高自动化、准确定位以及通讯效果好的一种球团环冷卸料小车自动控制系统及方法,以解决现有技术中提到的问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
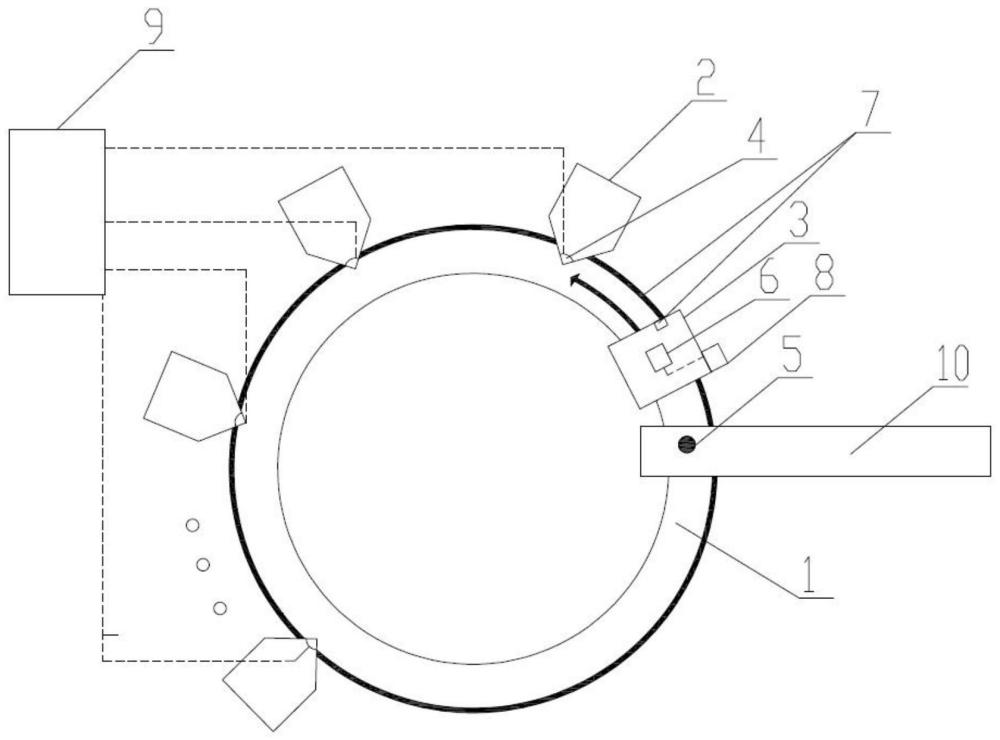
3、本发明第一方面提供了一种球团环冷卸料小车自动控制系统,包括环形导轨和多个位于环形导轨上方并沿环形导轨设置的料斗,所述环形导轨上设置有卸料小车,所述料斗出料口设置有卸料阀,所述环形导轨上设置有卸料口,还包括:
4、重量传感器、格雷母线定位系统、小车控制系统以及阀控制系统;
5、所述重量传感器设置在卸料小车的料斗底部;
6、所述格雷母线定位系统分别设置在卸料小车以及环形导轨上,用于获取卸料小车在环形导轨上的位移数据;
7、所述小车控制系统设置在卸料小车上;所述小车控制系统分别与所述格雷母线定位系统以及重量传感器信号连接;
8、所述小车控制系统与所述卸料小车驱动连接;
9、所述阀控制系统与各料斗的卸料阀电连接;
10、所述小车控制系统与所述阀控制系统无线信号连接。
11、进一步地,所述阀控制系统包括远程输入输出控制箱和阀控制柜;
12、所述远程输入输出控制箱与所述小车控制系统无线信号连接;
13、所述远程输入输出控制箱与所述各料斗的卸料阀电连接;
14、所述远程输入输出控制箱与所述阀控制柜信号连接。
15、进一步地,所述远程输入输出控制箱包括第一无线网桥以及远程输入输出控制组件;
16、所述第一无线网桥与所述小车控制系统无线信号连接;
17、所述第一无线网桥与所述阀控制柜信号连接;所述远程输入输出控制组件与所述各料斗的卸料阀电连接;
18、所述远程输入输出控制组件与所述阀控制柜信号连接;
19、进一步地,所述阀控制柜上设置有与所述阀控制柜信号连接的触摸显示屏。
20、进一步地,所述小车控制系统包括伺服电机、第二无线网桥以及小车控制箱;
21、所述伺服电机的输出端与所述卸料小车驱动连接;
22、所述第二无线网桥分别与所述阀控制系统和小车控制箱信号连接;
23、所述小车控制箱与所述格雷母线定位系统以及伺服电机信号连接;
24、所述小车控制箱通过控制伺服电机转动以使得卸料小车在环形导轨上移动。
25、进一步地,所述小车控制系统还包括沿所述环形导轨设置的无接缝滑触线供电模块,所述无接缝滑触线供电模块与小车控制箱电连接;所述小车控制箱与所述伺服电机以及第二无线网桥电连接;
26、进一步地,所述卸料阀包括阀体以及设置在阀体上下端的接近开关。
27、本发明第二方面提供了一种球团环冷卸料小车自动控制方法,应用于小车控制系统,包括:
28、步骤s11、响应于阀控制系统发送的自动开始指令,从初始位置沿环形导轨的第一方向对所有料斗进行编号;编号依次为1、2...n;其中n为大于1的整数;
29、步骤s12、获取卸料小车初始位置的位移数据,接收卸料小车在环形导轨上的位移数据,将卸料小车移至初始位置;
30、步骤s13、驱动卸料小车沿所述环形导轨沿第一方向移动至编号为1的料斗下方并向阀控制系统发送该料斗的到位信号;
31、步骤s14、响应于阀控制系统发送的对应料斗的取料完成信号,判断卸料小车是否满载,若是则驱动卸料小车沿第二方向移动至卸料口进行卸料;否则执行步骤s15;
32、步骤s15、判断是否对所有料斗完成取料,若是则驱动卸料小车沿第二方向移动至卸料口进行卸料并返回初始位置,否则驱动卸料小车沿第一方向移动至下一个料斗下方,向阀控制系统发送该料斗的到位信号并返回步骤s14;
33、所述第一方向与所述第二方向相反。
34、进一步地,在步骤s12后,所述方法还包括,
35、当卸料小车内存有物料时驱动卸料小车沿第二方向移动至卸料口进行卸料。
36、本发明第三方面提供了一种球团环冷卸料小车自动控制方法,应用于阀控制系统,包括:
37、步骤s21、响应于用户的设置操作,获取延时时间;
38、步骤s22、周期性地向小车控制系统发送自动开始指令;
39、步骤s23、响应于所述小车控制系统发送的对应料斗的到位信号,开始计时,在计时时间达到延时时间后控制对应料斗的卸料阀打开,并在卸料阀关到位后向所述小车控制系统发送对应料斗的取料完成信号。
40、相对于现有技术,本发明具有以下优势:
41、在本发明中,卸料小车定位选用格雷母线定位系统,无磨损的非接触式位置监测,定位精度≤10mm,通过工业标准通讯协议,与车载plc实时通讯,实现卸料小车的精准控制。
42、由于控制卸料小车的小车控制系统在运行过程中处在移动状态,并需要与位置固定的阀控制系统实时通讯故采用工业无线通讯系统。
43、本发明在格雷母线定位系统进行精准定位的基础上,通过阀控制系统和设置在卸料小车上的小车控制系统实现了高自动化的环冷卸料小车自动控制。
44、本发明具有极高自动化能够进行无人化操作,投入成本低、维护方便等优点,并可推广至烧结环冷卸料小车和原料布料车等场景应用。
技术特征:
1.一种球团环冷卸料小车自动控制系统,其特征在于,包括:
2.根据权利要求1所述的一种球团环冷卸料小车自动控制系统,其特征在于:
3.根据权利要求2所述的一种球团环冷卸料小车自动控制系统,其特征在于:
4.根据权利要求2所述的一种球团环冷卸料小车自动控制系统,其特征在于:
5.根据权利要求1所述的一种球团环冷卸料小车自动控制系统,其特征在于:
6.根据权利要求5所述的一种球团环冷卸料小车自动控制系统,其特征在于:
7.根据权利要求1所述的一种球团环冷卸料小车自动控制系统,其特征在于:
8.一种球团环冷卸料小车自动控制方法,应用于小车控制系统(8),其特征在于,包括:
9.根据权利要求8所述的一种球团环冷卸料小车自动控制方法,其特征在于:
10.一种球团环冷卸料小车自动控制方法,应用于阀控制系统(9),其特征在于,包括:
技术总结
本发明涉及了一种球团环冷卸料小车自动控制系统及方法,包括重量传感器、格雷母线定位系统、小车控制系统以及阀控制系统;在本发明中,卸料小车定位选用格雷母线定位系统,无磨损的非接触式位置监测,通过工业标准通讯协议,与车载PLC实时通讯,实现卸料小车的精准控制。由于控制卸料小车的小车控制系统在运行过程中处在移动状态,并需要与位置固定的阀控制系统实时通讯故采用工业无线通讯系统。本发明在格雷母线定位系统进行精准定位的基础上,通过阀控制系统和设置在卸料小车上的小车控制系统实现了高自动化的环冷卸料小车自动控制。
技术研发人员:吴昊,贺锦峰,史利宁,朱玉龙,郭向鑫,马建波
受保护的技术使用者:敬业钢铁有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!