一种高铬耐热钢锻造的复合加热炉内用耐热滑块的制作方法
本技术涉及一种高铬耐热钢锻造的复合加热炉内用耐热滑块。
背景技术:
1、传统耐热滑块采用卡固式、骑卡式,存在如下缺点:一是耐热滑块与水梁接触面较小,易出现滑块掉落的现象,造成坯料歪斜等事故,且维修起来非常耗时;二是坯料与滑块之间的冲击力较大,寿命短。
技术实现思路
1、本实用新型是为了解决上述现有技术存在的问题而提供一种高铬耐热钢锻造的复合加热炉内用耐热滑块。
2、本实用新型所采用的技术方案有:
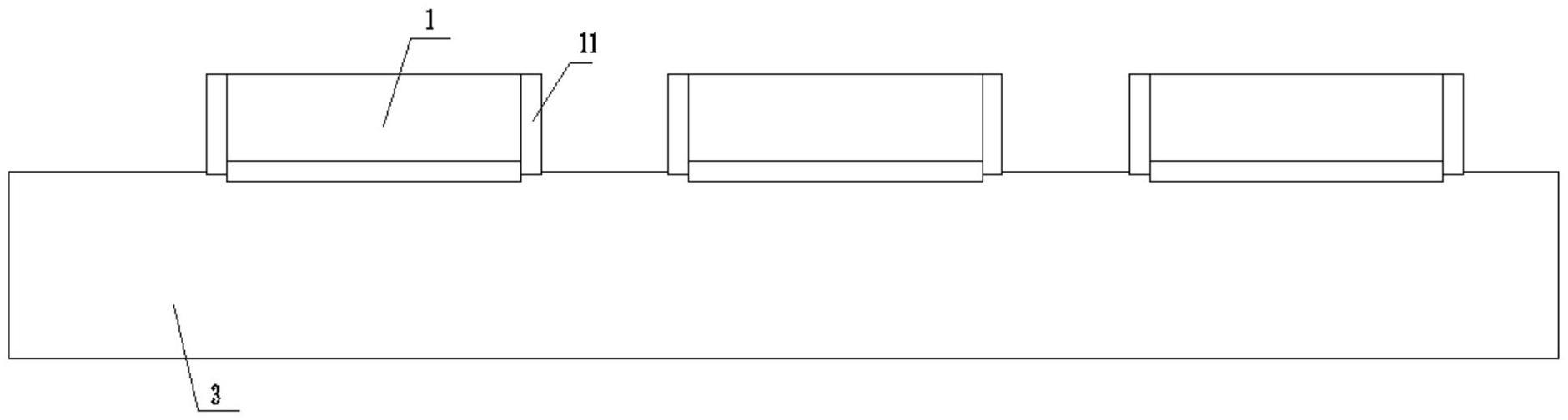
3、一种高铬耐热钢锻造的复合加热炉内用耐热滑块,包括滑块本体与水梁,所述滑块本体上设有镶嵌腔,在镶嵌腔内镶嵌有陶瓷块;所述滑块本体的底端面为圆弧面,在滑块本体的左右两侧侧端面上设有向外凸出的凸筋,所述凸筋的底端面为圆弧面且与滑块本体的底端面齐平;所述凸筋的圆弧面与水梁之间采用氩弧焊;滑块本体的圆弧面与水梁之间采用焊条电弧焊。
4、进一步地,所述陶瓷块为矩形块,陶瓷块的底端面距离滑块本体圆弧面之间距离为1.5-2cm。
5、进一步地,所述滑块本体与凸筋一体成型。
6、进一步地,所述滑块本体的前后端面的截面为v形状。
7、进一步地,所述陶瓷块的顶端面与滑块本体的顶端面相齐平。
8、本实用新型具有如下有益效果:
9、1)本实用新型中滑块本体采用高铬耐热钢锻造形成,耐受温度达1400度,在滑块本体内镶嵌陶瓷块,陶瓷块耐腐蚀能力更强,将金属材料的滑块本体与陶瓷材料的陶瓷块镶嵌复合得到本实用新型滑块,使得滑块强度高,耐腐蚀能力强,使用寿命长。
10、2)滑块本体和水梁之间的连接分成两个部分,增加与水梁之间的接触面。其中接触面小的采用氩弧焊,由于氩弧焊焊接氩气成本较昂贵,因此本实用新型只采用小面积的焊接,在保证成本的同时,氩弧焊能够做到热量集中,熔池较小,热影响区较小,工件焊接变形较小,焊接紧固性好。而大面积接触部分采用焊条电弧焊,其便于操作,室内外直接操作,成本低。
技术特征:
1.一种高铬耐热钢锻造的复合加热炉内用耐热滑块,其特征在于:包括滑块本体(1)与水梁(3),所述滑块本体(1)上设有镶嵌腔,在镶嵌腔内镶嵌有陶瓷块(2);所述滑块本体(1)的底端面为圆弧面,在滑块本体(1)的左右两侧侧端面上设有向外凸出的凸筋(11),所述凸筋(11)的底端面为圆弧面且与滑块本体(1)的底端面齐平;所述凸筋(11)的圆弧面与水梁(3)之间采用氩弧焊;滑块本体(1)的圆弧面与水梁(3)之间采用焊条电弧焊。
2.如权利要求1所述的高铬耐热钢锻造的复合加热炉内用耐热滑块,其特征在于:所述陶瓷块(2)为矩形块,陶瓷块(2)的底端面距离滑块本体(1)圆弧面之间距离为1.5-2cm。
3.如权利要求1所述的高铬耐热钢锻造的复合加热炉内用耐热滑块,其特征在于:所述滑块本体(1)与凸筋(11)一体成型。
4.如权利要求1所述的高铬耐热钢锻造的复合加热炉内用耐热滑块,其特征在于:所述滑块本体(1)的前后端面的截面为v形状。
5.如权利要求1所述的高铬耐热钢锻造的复合加热炉内用耐热滑块,其特征在于:所述陶瓷块(2)的顶端面与滑块本体(1)的顶端面相齐平。
技术总结
本技术公开了一种高铬耐热钢锻造的复合加热炉内用耐热滑块,包括滑块本体与水梁,所述滑块本体上设有镶嵌腔,在镶嵌腔内镶嵌有陶瓷块;所述滑块本体的底端面为圆弧面,在滑块本体的左右两侧侧端面上设有向外凸出的凸筋,所述凸筋的底端面为圆弧面且与滑块本体的底端面齐平;所述凸筋的圆弧面与水梁之间采用氩弧焊;滑块本体的圆弧面与水梁之间采用焊条电弧焊。本技术强度高,耐腐蚀能力强,使用寿命长。
技术研发人员:袁锋
受保护的技术使用者:泰州兴辰环保科技有限公司
技术研发日:20230412
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!