一种分段式冷却装置和冷却工艺的制作方法
1.本发明涉及食品加工领域,具体讲是一种食品加工的冷却装置和工艺。
背景技术:
2.火锅食用方便,在中国已有悠久的历史,是一种受众多消费者欢迎的餐饮方式,尤其在 寒冷的冬天,男女老少、亲朋好友围着热气腾腾的火锅,适合了大团圆这一中国传统文化。众所周知,火锅的质 量和口味主要取决于火锅底料的质量和口味,我国地域辽阔,各地的人们喜爱的口味也存在 差异,因此,在市场上出现了不同口味的火锅底料。
3.而其中牛油火锅底料具有特别的风味,深受消费者使用,而牛油火锅在加工时,牛油的凝固性会根据温度变为而改变,在牛油火锅底料成型时,需要通过降低温度来实现;传统的牛油火锅底料加工时,通过冷却装置对牛油火锅底料进行降温,以达到成型的目的;但是传统的冷却装置采用集中降温,使其物料快速冷却成型,这样方式虽然牛油火锅底料成型效果好,但是在出冷却装置时,由于物料冷却后的温度与外界温度温差较大,十分容易在牛油火锅底料上表形成冷凝水,具有冷凝水的火锅底料不便于长期的存放,因为该冷凝水中十容易出现有害微生物的滋生,从而影响牛油火锅底料的品质,若该问题不能有效的控制,牛油火锅底料的保质期也会受到影响。
技术实现要素:
4.因此,为了解决上述不足,本发明在此提供一种构思巧妙用于牛油(或具有牛油凝固性特点的其他油脂)火锅底料加工的冷却装置和冷却工艺,合理的设计温控隧道,该温控隧道分段冷却,让牛油能快速稳定冷却成型,并且温控隧道最后一个温控段为回温段,减小物料表面和环境的温差,防止冷凝水产生,从而降低火锅底料成品在存储或运输时有害微生物滋生的风险。
5.本发明是这样实现的,构造一种分段式冷却装置,包括温控隧道,两端分别开设有入口端和出口端;和输送带,经温控隧道的入口端和出口端贯穿于该温控隧道;所述温控隧道从入口端到出口端依次分为冷却成型段和回温段。
6.优选的,所述冷却成型段从温控隧道的入口端依次分为急速冷冻段和恒温冷冻段,此设置的目的是,通过急速冷冻段让物料急速冷却成型,通过恒温冷冻段使物料整体温度下降而达到整体冷却成型。
7.所述急速冷冻段风向与输送带运动方向垂直送冷风,形成冷风涡流,此设置的目的是让急速冷冻段内空间温度均匀速降,让物料表面迅速冷却,形成稳定的形状外壳;所述恒温冷却段的冷风从末端逆向送风,形成恒温冷却段的冷风与传送带运动方向相反。
8.优选的,所述输送带的传送速度可调,此设置的目的是,通过传送速度来控制物料的冷却时间。
9.优选的,所述急速冷冻段的温控范围是
‑
20℃至
‑
25℃。
10.优选的,所述恒温冷冻段的温控范围是
‑
12至18℃。
11.优选的,所述回温段的温控范围是0—4℃。
12.一种手工牛油火锅底料的冷却工艺,该冷却工艺为三段式冷却,包括如下步骤:步骤一、急速冷冻,通过输送带以一定速度将待冷冻物料经入口端输送到温控隧道的急速冷冻段;此步骤的目的是,快速冷却物料,使其成型效果和硬度均更好。
13.步骤二、恒温冷冻,输送带以一定速度将经过急速冷冻段的物料输送到恒温冷冻段,此步骤的目的是,使物料整体温度下降而达到冷却成型的目的。
14.步骤三、回温处理,输送带以一定速度将经过恒温冷冻段的物料输送到回温冷冻段,此步骤的目的是,减小物料表面和环境的温差,防止冷凝水产生,降低有害微生物在冷凝水中滋生的风险。
15.优选的,所述急速冷冻的冷却时间为15—22min;所述恒温冷冻的冷却时间为15—22min;所述回温处理的冷却时间为30—46min。
16.本发明具有如下优点:本发明设计合理,结构巧妙,是一种用于牛油(或具有牛油凝固性特点的其他油脂)火锅底料加工的冷却装置和冷却工艺,合理的设计温控隧道,该温控隧道分段冷却,让牛油能快速稳定冷却成型,并且温控隧道最后一个温控段为回温段,减小物料表面和环境的温差,防止冷凝水产生,从而降低火锅底料成品在存储或运输时有害微生物滋生的风险。
17.并且所述温控隧道前端的冷却成型段分为急速冷冻段和恒温冷冻段,能够让牛油火锅底料整体快速成型,并提高火锅底料的硬度;同时结合回温段,让整个装置实现三段式冷却,降低了火锅底料成品在存储或运输时有害微生物滋生的风险,提高了火锅底料的品质。
18.合理的控制冷却时间和温度,让牛油火锅底料在快速冷却成型的同时,也不会影响火锅底料的品质,进而也提高了火锅底料的存放周期。
附图说明
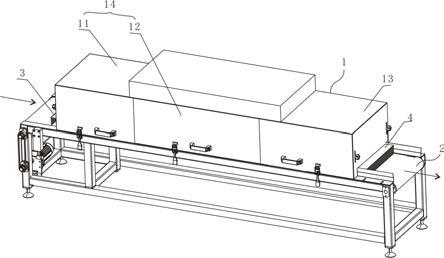
19.图1是本发明三段式冷却装置的示意图;图2是发明三段式冷却装置的冷却成型段风向示意图;图3是三段式冷却工艺的步骤示意图;图中:1、温控隧道;11、急速冷冻段;111、急速冷冻风口;112、急速冷冻风向;12、恒温冷冻段;121、恒温冷冻风口;122、恒温冷冻风向;13、回温段;14、冷却成型段;2、输送带;21、输送带输送方向;3、入口端;4、出口端。
具体实施方式
20.下面将结合附图1
‑
图3对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.如图1所示,本发明通过改进在此提供一种分段式冷却装置,包括
温控隧道1,两端分别开设有入口端3和出口端4;和输送带2,经温控隧道1的入口端3和出口端4贯穿于该温控隧道1;所述温控隧道1从入口端到出口端依次分为冷却成型段14和回温段13。
22.优选的,所述冷却成型段14从温控隧道1的入口端3依次分为急速冷冻段11和恒温冷冻段12。
23.在本实施例中,所述输送带2的传送速度可调。
24.在本实施例中,所述急速冷冻段的温控范围是
‑
20℃至
‑
25℃,该温度目的是让物料表面迅速冷却,形成稳定的形状外壳,但这时候物料内部温度还是没有降下来,俗话说是“糖心”(物料外部冷冻成型,但是内部还没有完全冷冻成型,可能存在流体。)。
25.在本实施例中,所述恒温冷冻段的温控范围是
‑
12至18℃,该段的温度高于急速冷冻段的温度,是因为持续的低温,会使物料表面龟裂,同时将急速冷冻段物料内部的“糖心”冷冻成型。
26.在本实施例中,所述回温段的温控范围是0—4℃。
27.如图2所示,在本实施例中, 所述急速冷冻段11是高1.6m*宽2.5m*长6m的冷却隧道,配30匹功率的压缩机,设置4个出风口,与输送带运动方向垂直送冷风,形成冷风涡流,如图2所示,急速冷冻风向112与输送带输送方向21垂直并形成冷风涡流,使得空间温度均匀速降;产品进入后,牛油会在低温下迅速由表及里的冷却,按预期成型。
28.所述恒温冷却段12是高1.6m*宽2.5m*长8m的冷却隧道;配20匹功率的压缩机,设置4个出风口,从传送带运动方向末端逆向送风,如图2所示,恒温冷冻风向122与输送带输送方向21相反,保持空间温度低于
‑
15℃;使得通过的产品中心温度持续降低至10℃以下。
29.所述回温段13:高1.6m*宽2.5m*长10m的隧道;安装除湿装置并送干燥新风,温度是15—25℃,使得物料温度恢复到10—20℃,减少物料表面和环境的温差,防止冷凝水产生。
30.为了减少温控隧道内三个温度段的温度传递,在隧道内进行物理隔墙,隔墙底部和传送带间有15cm的间隙,确保物料顺畅通过;同时,由于给风作用于空间,冷空气下沉,可以保障高温区不会往低温区迁移;虽然会有少量的低温往高温区扩散,实践证明不会影响整体的使用效果。
31.如图3所示,一种使用分段式冷却装置的手工牛油火锅底料冷却工艺,包括如下步骤:步骤一、急速冷冻,通过输送带2以一定速度将待冷冻物料经入口端3输送到温控隧道1的急速冷冻段11,使物料快速冷却成型并保证物料硬度;步骤二、恒温冷冻,输送带2以一定速度将经过急速冷冻段11的物料输送到恒温冷冻段12,使物料整体温度下降而达到冷却成型;步骤三、回温处理,输送带2以一定速度将经过恒温冷冻段12的物料输送到回温冷冻段13,减小物料表面和环境的温差,防止冷凝水产生。
32.所述待冷冻物料是牛油火锅底料。
33.优选的,根据物料(如牛油火锅底料)的状态和包装规格,可以通过调整输送带的速度,来控制各个冷却段的工作时间;优选的,急冻时间为15—22min;恒温冷却时间为15—22min;回温处理时间为30—46min。
34.通过该方法能够让牛油火锅底料快速冷,能够提高火锅底料的成型效果和硬度,同时还能够减小物料表面和环境的温差,防止冷凝水产生,从而降低火锅底料成品在存储或运输时有害微生物滋生的风险。
35.合理的控制冷却时间和温度,让牛油火锅底料在快速冷却成型的同时,也不会影响火锅底料的品质,通过本发明加工后的火锅底料与传统袋装火锅底料相比保质期更长,同时便于统一自动化控制,提高生产线的自动化程度。
36.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1