一种具有易撕边功能的镀铝膜产品回收装置的制作方法
[0001]
本发明涉及一种镀铝膜产品回收领域,尤其涉及一种具有易撕边功能的镀铝膜产品回收装置。
背景技术:
[0002]
镀铝膜是通过真空镀铝工艺将高纯度的铝丝在高温下蒸发成气态,之后塑料薄膜经过真空蒸发室时,气态的铝分子沉淀到塑料薄膜表面而形成的光亮金属色彩的薄膜,镀铝膜气球则是用盖材料制成气球,因其光亮金属的色彩,价格便宜等受到广泛的使用,镀铝膜气球存在难降解的问题,很多人在使用镀铝膜气球后直接将其扔至垃圾堆放处,容易造成环境的污染。
[0003]
综上,需要研发一种具有易撕边功能的镀铝膜产品回收装置,来克服上述问题。
技术实现要素:
[0004]
为了克服镀铝膜产品难降解、污染环境的缺点,本发明的技术问题:提供一种具有易撕边功能的镀铝膜产品回收装置。
[0005]
技术方案:一种具有易撕边功能的镀铝膜产品回收装置,包括有显示屏、壳体、支撑架、充气机构、夹持机构、清洗收集机构和除胶机构;显示屏与支撑架相连接;壳体与支撑架相连接;壳体与夹持机构相连接;壳体与清洗收集机构相连接;壳体与除胶机构相连接;支撑架与充气机构相连接;支撑架与夹持机构相连接;支撑架与清洗收集机构相连接;支撑架与除胶机构相连接;充气机构与夹持机构相连接;充气机构与清洗收集机构相连接;充气机构与除胶机构相连接;夹持机构与清洗收集机构相连接;清洗收集机构与除胶机构相连接。
[0006]
作为优选,充气机构还包括有电机、第一传动杆、第一锥齿轮、第二锥齿轮、第三锥齿轮、第四锥齿轮、第二传动杆、第一蜗杆、第二蜗杆、第五锥齿轮、第三传动杆、第一摇臂、第一滑块、第一滑轨、活塞杆、气筒、气阀和气管;电机输出轴与第一传动杆进行转动连接;第一传动杆与第一锥齿轮进行固接;第一传动杆与第二锥齿轮进行固接;第一传动杆与第三锥齿轮进行固接;第二锥齿轮与第四锥齿轮相啮合;第四锥齿轮与第二传动杆进行固接;第二传动杆与第一蜗杆进行固接;第二传动杆与第二蜗杆进行固接;第一锥齿轮与第五锥齿轮相啮合;第五锥齿轮与第三传动杆进行固接;第三传动杆与第一摇臂进行固接;第一摇臂与第一滑块进行焊接;第一滑块与第一滑轨进行滑动连接;第一滑轨与活塞杆进行焊接;活塞杆与气筒进行滑动连接;气筒与气阀相连接;气筒与气管相连接;充气机构与支撑架相连接;第三锥齿轮与夹持机构相连接;第一蜗杆与清洗收集机构相连接;第二蜗杆与除胶机构相连接。
[0007]
作为优选,夹持机构还包括有第六锥齿轮、第四传动杆、第七锥齿轮、第一垂直斜齿轮、第二垂直斜齿轮、第五传动杆、第二摇臂、第一连杆、第二滑轨、第一支撑板、第一电动推杆、第一夹子、第八锥齿轮、第六传动杆、第三垂直斜齿轮、第四垂直斜齿轮、第七传动杆、
第三摇臂、第二连杆、第三滑轨、第二支撑板、第二电动推杆和第二夹子;第六锥齿轮与第四传动杆进行固接;第四传动杆与第七锥齿轮进行固接;第四传动杆与第一垂直斜齿轮进行固接;第一垂直斜齿轮与第二垂直斜齿轮相啮合;第二垂直斜齿轮与第五传动杆进行固接;第五传动杆与第二摇臂进行固接;第二摇臂通过滑块与第一连杆进行滑动连接;第一连杆与第二滑轨进行滑动连接;第一连杆与第一支撑板进行焊接;第一支撑板与第一夹子进行焊接;第一电动推杆与第一夹子进行焊接;第八锥齿轮与第六传动杆进行固接;第八锥齿轮与第三垂直斜齿轮进行固接;第三垂直斜齿轮与第四垂直斜齿轮相啮合;第四垂直斜齿轮与第七传动杆进行固接;第七传动杆与第三摇臂进行固接;第三摇臂通过滑块与第二连杆进行滑动连接;第二连杆与第三滑轨进行滑动连接;第三滑轨与第二支撑板进行焊接;第二支撑板与第二夹子进行焊接;第二电动推杆与第二夹子进行焊接;第五传动杆与壳体相连接;第二滑轨与壳体相连接;第七传动杆与壳体相连接;第三滑轨与壳体相连接;第四传动杆与支撑架相连接;第五传动杆与支撑架相连接;第六传动杆与支撑架相连接;第七传动杆与支撑架相连接;第六锥齿轮与第三锥齿轮相啮合;第七锥齿轮与清洗收集机构相连接;第八锥齿轮与清洗收集机构相连接。
[0008]
作为优选,清洗收集机构还包括有第一蜗轮、第八传动杆、第一清洗刷、第九锥齿轮、第九传动杆、第十锥齿轮、第十一锥齿轮、第十二锥齿轮、第十传动杆、第三蜗杆、第二蜗轮、第十一传动杆、第二清洗刷、第四蜗杆、第十三锥齿轮、隔板和箱门;第一蜗轮与第八传动杆进行固接;第八传动杆与第一清洗刷进行固接;第九锥齿轮与第九传动杆进行固接;第九传动杆与第十锥齿轮进行固接;第九传动杆与第十一锥齿轮进行固接;第十锥齿轮与第十二锥齿轮相啮合;第十二锥齿轮与第十传动杆进行固接;第十传动杆与第三蜗杆进行固接;第十传动杆与第四蜗杆进行插接;第十传动杆与第十三锥齿轮进行插接;第三蜗杆与第二蜗轮相啮合;第二蜗轮与第十一传动杆进行固接;第十一传动杆与第二清洗刷进行固接;隔板侧旁设置有箱门;第八传动杆与壳体相连接;第十一传动杆与壳体相连接;隔板与壳体相连接;箱门与壳体相连接;第八传动杆与支撑架相连接;第九传动杆与支撑架相连接;第十传动杆与支撑架相连接;第十一传动杆与支撑架相连接;第一蜗轮与第一蜗杆相啮合;第九锥齿轮与第七锥齿轮相啮合;第十一锥齿轮与第八锥齿轮相啮合;第四蜗杆与除胶机构相连接;第十三锥齿轮与除胶机构相连接。
[0009]
作为优选,除胶机构还包括有第三蜗轮、第十二传动杆、第一吸盘、第四蜗轮、第十三传动杆、第二吸盘、第十四锥齿轮、第十四传动杆、第一传动轮、第二传动轮、第十五传动杆、第一直齿轮、第五垂直斜齿轮、第二直齿轮、第十六传动杆、第六垂直斜齿轮、第七垂直斜齿轮、滑套架、丝杆、第一光杆、第二光杆、第二滑块、第三连杆和电动半透剪刀;第三蜗轮与第十二传动杆进行固接;第十二传动杆与第一吸盘进行固接;第四蜗轮与第十三传动杆进行固接;第十三传动杆与第二吸盘进行固接;第十四锥齿轮与第十四传动杆进行插接;第十四传动杆与第一传动轮进行插接;第一传动轮外环面通过皮带与第二传动轮进行传动连接;第二传动轮与第十五传动杆进行插接;第十五传动杆与第一直齿轮进行固接;第十五传动杆与第五垂直斜齿轮进行固接;第一直齿轮与第二直齿轮相啮合;第二直齿轮与第十六传动杆进行固接;第十六传动杆与第六垂直斜齿轮进行固接;第六垂直斜齿轮与第七垂直斜齿轮相啮合;第七垂直斜齿轮与滑套架进行插接;滑套架通过凸块与丝杆进行插接;丝杆一侧设置有第一光杆,丝杆另一侧设置有第二光杆;丝杆与第二滑块进行转动连接;第一光
杆与第二滑块进行滑动连接;第二光杆与第二滑块进行滑动连接;第二滑块与第三连杆进行焊接;第三连杆与电动半透剪刀进行焊接;第十二传动杆与壳体相连接;第十三传动杆与壳体相连接;第十五传动杆与壳体相连接;第十六传动杆与壳体相连接;滑套架与壳体相连接;第十二传动杆与支撑架相连接;第十三传动杆与支撑架相连接;第十四传动杆与支撑架相连接;第十五传动杆与支撑架相连接;第十六传动杆与支撑架相连接;丝杆与支撑架相连接;第一光杆与支撑架相连接;第二光杆与支撑架相连接;第三蜗轮与第二蜗杆相啮合;第四蜗轮与第四蜗杆相啮合;第十四锥齿轮与第十三锥齿轮相啮合。
[0010]
作为优选,活塞杆由活塞和连杆组成。
[0011]
作为优选,第一连杆由一个倒置的“ω”和一个一字杆组成,并且倒置的“ω”内部为空心环状。
[0012]
作为优选,滑套架由支撑板、推板、凸块和滑套组成,滑套架的凸块与丝杆进行插接,滑套通过凸块与丝杆进行转动连接,推板与滑套进行插接。
[0013]
与现有技术相比,本发明的优点如下:(1)、本发明达到了镀铝膜气球回收的机械化,在提升效率的同时还保护了生态环境的效果。
[0014]
(2)、本发明通过设计了充气机构,夹持机构,清洗收集机构和除胶机构,该装置使用时,将具有易撕边功能的镀铝膜产品回收装置放置在所要使用的位置,使壳体和支撑架保持水平稳定;接着接通电源,再通过显示屏调节并开启装置,工作人员将待回收的镀铝膜气球放置在充气机构上,由充气机构对镀铝膜气球进行充气,并且夹持机构配合夹持镀铝膜气球的宽边,对镀铝膜气球进充气完毕后,镀铝膜气球自动封口,夹持机构将该充气的镀铝膜气球带至清洗收集机构处,清洗收集机构对镀铝膜气球进行表面清洗,接着夹持机构将该充气的镀铝膜气球带至除胶机构处,除胶机构对镀铝膜气球带胶的宽边进行去除,最后由清洗收集机构分别对带胶宽边与镀铝膜材料进行收集即可。
附图说明
[0015]
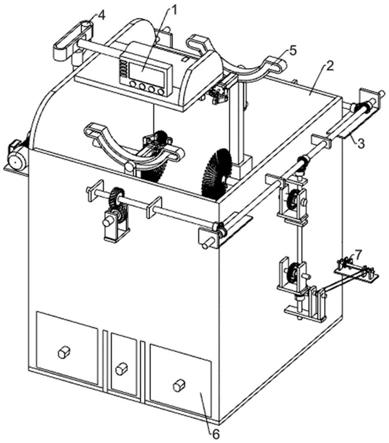
图1为本发明的立体结构示意图;
[0016]
图2为本发明的去壳结构示意图;
[0017]
图3为本发明充气机构的立体结构示意图;
[0018]
图4为本发明夹持机构的立体结构示意图;
[0019]
图5为本发明夹持机构的部分结构示意图;
[0020]
图6为本发明清洗收集机构的立体结构示意图;
[0021]
图7为本发明除胶机构的立体结构示意图。
[0022]
附图标记中:1、显示屏,2、壳体,3、支撑架,4、充气机构,5、夹持机构,6、清洗收集机构,7、除胶机构,401、电机,402、第一传动杆,403、第一锥齿轮,404、第二锥齿轮,405、第三锥齿轮,406、第四锥齿轮,407、第二传动杆,408、第一蜗杆,409、第二蜗杆,4010、第五锥齿轮,4011、第三传动杆,4012、第一摇臂,4013、第一滑块,4014、第一滑轨,4015、活塞杆,4016、气筒,4017、气阀,4018、气管,501、第六锥齿轮,502、第四传动杆,503、第七锥齿轮,504、第一垂直斜齿轮,505、第二垂直斜齿轮,506、第五传动杆,507、第二摇臂,508、第一连杆,509、第二滑轨,5010、第一支撑板,5011、第一电动推杆,5012、第一夹子,5013、第八锥齿轮,5014、第六传动杆,5015、第三垂直斜齿轮,5016、第四垂直斜齿轮,5017、第七传动杆,
5018、第三摇臂,5019、第二连杆,5020、第三滑轨,5021、第二支撑板,5022、第二电动推杆,5023、第二夹子,601、第一蜗轮,602、第八传动杆,603、第一清洗刷,604、第九锥齿轮,605、第九传动杆,606、第十锥齿轮,607、第十一锥齿轮,608、第十二锥齿轮,609、第十传动杆,6010、第三蜗杆,6011、第二蜗轮,6012、第十一传动杆,6013、第二清洗刷,6014、第四蜗杆,6015、第十三锥齿轮,6016、隔板,6017、箱门,701、第三蜗轮,702、第十二传动杆,703、第一吸盘,704、第四蜗轮,705、第十三传动杆,706、第二吸盘,707、第十四锥齿轮,708、第十四传动杆,709、第一传动轮,7010、第二传动轮,7011、第十五传动杆,7012、第一直齿轮,7013、第五垂直斜齿轮,7014、第二直齿轮,7015、第十六传动杆,7016、第六垂直斜齿轮,7017、第七垂直斜齿轮,7018、滑套架,7019、丝杆,7020、第一光杆,7021、第二光杆,7022、第二滑块,7023、第三连杆,7024、电动半透剪刀。
具体实施方式
[0023]
以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本申请而不限于限制本申请的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
[0024]
实施例1
[0025]
一种具有易撕边功能的镀铝膜产品回收装置,如图1-7所示,包括有显示屏1、壳体2、支撑架3、充气机构4、夹持机构5、清洗收集机构6和除胶机构7;显示屏1与支撑架3相连接;壳体2与支撑架3相连接;壳体2与夹持机构5相连接;壳体2与清洗收集机构6相连接;壳体2与除胶机构7相连接;支撑架3与充气机构4相连接;支撑架3与夹持机构5相连接;支撑架3与清洗收集机构6相连接;支撑架3与除胶机构7相连接;充气机构4与夹持机构5相连接;充气机构4与清洗收集机构6相连接;充气机构4与除胶机构7相连接;夹持机构5与清洗收集机构6相连接;清洗收集机构6与除胶机构7相连接。
[0026]
工作原理:该装置使用时,将具有易撕边功能的镀铝膜产品回收装置放置在所要使用的位置,使壳体2和支撑架3保持水平稳定;接着接通电源,再通过显示屏1调节并开启装置,工作人员将待回收的镀铝膜气球放置在充气机构4上,由充气机构4对镀铝膜气球进行充气,并且夹持机构5配合夹持镀铝膜气球的宽边,对镀铝膜气球进充气完毕后,镀铝膜气球自动封口,夹持机构5将该充气的镀铝膜气球带至清洗收集机构6处,清洗收集机构6对镀铝膜气球进行表面清洗,接着夹持机构5将该充气的镀铝膜气球带至除胶机构7处,除胶机构7对镀铝膜气球带胶的宽边进行去除,最后由清洗收集机构6分别对带胶宽边与镀铝膜材料进行收集即可;本发明实现了镀铝膜气球回收的机械化,在提升效率的同时还实现了对生态环境的保护。
[0027]
充气机构4还包括有电机401、第一传动杆402、第一锥齿轮403、第二锥齿轮404、第三锥齿轮405、第四锥齿轮406、第二传动杆407、第一蜗杆408、第二蜗杆409、第五锥齿轮4010、第三传动杆4011、第一摇臂4012、第一滑块4013、第一滑轨4014、活塞杆4015、气筒4016、气阀4017和气管4018;电机401输出轴与第一传动杆402进行转动连接;第一传动杆402与第一锥齿轮403进行固接;第一传动杆402与第二锥齿轮404进行固接;第一传动杆402与第三锥齿轮405进行固接;第二锥齿轮404与第四锥齿轮406相啮合;第四锥齿轮406与第二传动杆407进行固接;第二传动杆407与第一蜗杆408进行固接;第二传动杆407与第二蜗
杆409进行固接;第一锥齿轮403与第五锥齿轮4010相啮合;第五锥齿轮4010与第三传动杆4011进行固接;第三传动杆4011与第一摇臂4012进行固接;第一摇臂4012与第一滑块4013进行焊接;第一滑块4013与第一滑轨4014进行滑动连接;第一滑轨4014与活塞杆4015进行焊接;活塞杆4015与气筒4016进行滑动连接;气筒4016与气阀4017相连接;气筒4016与气管4018相连接;充气机构4与支撑架3相连接;第三锥齿轮405与夹持机构5相连接;第一蜗杆408与清洗收集机构6相连接;第二蜗杆409与除胶机构7相连接。
[0028]
当镀铝膜气球进行充气时,工作人员将待回收的镀铝膜气球放置在充气机构4上,使气球的充气端与气管4018相连,接着接通电源,启动电机401;电机401输出轴带动第一传动杆402转动,第一传动杆402带动第一锥齿轮403转动,第一传动杆402带动第二锥齿轮404转动,第一传动杆402带动第三锥齿轮405转动,第二锥齿轮404传动第四锥齿轮406转动,第四锥齿轮406带动第二传动杆407转动,第二传动杆407带动第一蜗杆408转动,第二传动杆407带动第二蜗杆409转动,进而第一锥齿轮403传动第五锥齿轮4010转动,第五锥齿轮4010带动第三传动杆4011转动,第三传动杆4011带动第一摇臂4012绕第三传动杆4011轴心转动,第一摇臂4012带动第一滑块4013在第一滑轨4014中滑动,从而实现第一滑轨4014的往复运动;第一滑轨4014带动活塞杆4015在气筒4016中往复运动,在气阀4017的配合下,通过气管4018对镀铝膜气球进行充气;接着在夹持机构5的配合下,清洗收集机构6对镀铝膜气球进行表面清洗及事后收集,除胶机构7对镀铝膜气球进行除胶处理即可。
[0029]
夹持机构5还包括有第六锥齿轮501、第四传动杆502、第七锥齿轮503、第一垂直斜齿轮504、第二垂直斜齿轮505、第五传动杆506、第二摇臂507、第一连杆508、第二滑轨509、第一支撑板5010、第一电动推杆5011、第一夹子5012、第八锥齿轮5013、第六传动杆5014、第三垂直斜齿轮5015、第四垂直斜齿轮5016、第七传动杆5017、第三摇臂5018、第二连杆5019、第三滑轨5020、第二支撑板5021、第二电动推杆5022和第二夹子5023;第六锥齿轮501与第四传动杆502进行固接;第四传动杆502与第七锥齿轮503进行固接;第四传动杆502与第一垂直斜齿轮504进行固接;第一垂直斜齿轮504与第二垂直斜齿轮505相啮合;第二垂直斜齿轮505与第五传动杆506进行固接;第五传动杆506与第二摇臂507进行固接;第二摇臂507通过滑块与第一连杆508进行滑动连接;第一连杆508与第二滑轨509进行滑动连接;第一连杆508与第一支撑板5010进行焊接;第一支撑板5010与第一夹子5012进行焊接;第一电动推杆5011与第一夹子5012进行焊接;第八锥齿轮5013与第六传动杆5014进行固接;第八锥齿轮5013与第三垂直斜齿轮5015进行固接;第三垂直斜齿轮5015与第四垂直斜齿轮5016相啮合;第四垂直斜齿轮5016与第七传动杆5017进行固接;第七传动杆5017与第三摇臂5018进行固接;第三摇臂5018通过滑块与第二连杆5019进行滑动连接;第二连杆5019与第三滑轨5020进行滑动连接;第三滑轨5020与第二支撑板5021进行焊接;第二支撑板5021与第二夹子5023进行焊接;第二电动推杆5022与第二夹子5023进行焊接;第五传动杆506与壳体2相连接;第二滑轨509与壳体2相连接;第七传动杆5017与壳体2相连接;第三滑轨5020与壳体2相连接;第四传动杆502与支撑架3相连接;第五传动杆506与支撑架3相连接;第六传动杆5014与支撑架3相连接;第七传动杆5017与支撑架3相连接;第六锥齿轮501与第三锥齿轮405相啮合;第七锥齿轮503与清洗收集机构6相连接;第八锥齿轮5013与清洗收集机构6相连接。
[0030]
当镀铝膜气球需要带至各个机构处分别进行加工时,通过夹持机构5实现,第三锥
齿轮405传动第六锥齿轮501转动,第六锥齿轮501带动第四传动杆502转动,第四传动杆502带动第七锥齿轮503转动,第四传动杆502带动第一垂直斜齿轮504转动,第一垂直斜齿轮504转动第二垂直斜齿轮505转动,第二垂直斜齿轮505带动第五传动杆506转动,第五传动杆506带动第二摇臂507绕第五传动杆506的轴心转动,第二摇臂507通过滑块,从而带动第一连杆508沿第二滑轨509上下往复运动,第一连杆508通过第一支撑板5010带动第一夹子5012上下往复运动,第一电动推杆5011的伸长与缩短实现了第一夹子5012的夹紧与放松;接着,第十一锥齿轮607传动第八锥齿轮5013转动,第八锥齿轮5013带动第六传动杆5014转动,第八锥齿轮5013带动第三垂直斜齿轮5015转动,第三垂直斜齿轮5015传动第四垂直斜齿轮5016转动,第四垂直斜齿轮5016带动第七传动杆5017转动,第七传动杆5017带动第三摇臂5018绕第七传动杆5017轴心转动,第三摇臂5018通过滑块,从而带动第二连杆5019沿第三滑轨5020上下往复运动,第二连杆5019通过第二支撑板5021带动第二夹子5023上下往复运动,第二电动推杆5022的伸长与缩短实现了第二夹子5023的夹紧与放松,从而实现了夹持机构5夹紧镀铝膜气球并带其上下间歇往复运动;在通过清洗收集机构6对镀铝膜气球进行表面清洗及事后收集,除胶机构7对镀铝膜气球进行除胶处理即可。
[0031]
清洗收集机构6还包括有第一蜗轮601、第八传动杆602、第一清洗刷603、第九锥齿轮604、第九传动杆605、第十锥齿轮606、第十一锥齿轮607、第十二锥齿轮608、第十传动杆609、第三蜗杆6010、第二蜗轮6011、第十一传动杆6012、第二清洗刷6013、第四蜗杆6014、第十三锥齿轮6015、隔板6016和箱门6017;第一蜗轮601与第八传动杆602进行固接;第八传动杆602与第一清洗刷603进行固接;第九锥齿轮604与第九传动杆605进行固接;第九传动杆605与第十锥齿轮606进行固接;第九传动杆605与第十一锥齿轮607进行固接;第十锥齿轮606与第十二锥齿轮608相啮合;第十二锥齿轮608与第十传动杆609进行固接;第十传动杆609与第三蜗杆6010进行固接;第十传动杆609与第四蜗杆6014进行插接;第十传动杆609与第十三锥齿轮6015进行插接;第三蜗杆6010与第二蜗轮6011相啮合;第二蜗轮6011与第十一传动杆6012进行固接;第十一传动杆6012与第二清洗刷6013进行固接;隔板6016侧旁设置有箱门6017;第八传动杆602与壳体2相连接;第十一传动杆6012与壳体2相连接;隔板6016与壳体2相连接;箱门6017与壳体2相连接;第八传动杆602与支撑架3相连接;第九传动杆605与支撑架3相连接;第十传动杆609与支撑架3相连接;第十一传动杆6012与支撑架3相连接;第一蜗轮601与第一蜗杆408相啮合;第九锥齿轮604与第七锥齿轮503相啮合;第十一锥齿轮607与第八锥齿轮5013相啮合;第四蜗杆6014与除胶机构7相连接;第十三锥齿轮6015与除胶机构7相连接。
[0032]
当镀铝膜气球需要清洗时,第一蜗杆408传动第一蜗轮601转动,第一蜗轮601带动第八传动杆602转动,第八传动杆602带动第一清洗刷603转动;接着第七锥齿轮503传动第九锥齿轮604转动,第九锥齿轮604带动第九传动杆605转动,第九传动杆605带动第十锥齿轮606转动,第九传动杆605带动第十一锥齿轮607转动,第十锥齿轮606传动第十二锥齿轮608转动,第十二锥齿轮608带动第十传动杆609转动,第十传动杆609带动第三蜗杆6010转动,第十传动杆609带动第四蜗杆6014转动,第十传动杆609带动第十三锥齿轮6015转动,第三蜗杆6010传动第二蜗轮6011转动,第二蜗轮6011带动第十一传动杆6012转动,第十一传动杆6012带动第二清洗刷6013转动,隔板6016将箱体底部分隔为三个收集室,工作人员可以箱门6017对收集的镀铝膜及带胶废料进行清理,第一清洗刷603与第二清洗刷6013转动
同时转动,从而实现了对镀铝膜气球表面的清洗,再通过除胶机构7对镀铝膜气球进行除胶处理即可。
[0033]
除胶机构7还包括有第三蜗轮701、第十二传动杆702、第一吸盘703、第四蜗轮704、第十三传动杆705、第二吸盘706、第十四锥齿轮707、第十四传动杆708、第一传动轮709、第二传动轮7010、第十五传动杆7011、第一直齿轮7012、第五垂直斜齿轮7013、第二直齿轮7014、第十六传动杆7015、第六垂直斜齿轮7016、第七垂直斜齿轮7017、滑套架7018、丝杆7019、第一光杆7020、第二光杆7021、第二滑块7022、第三连杆7023和电动半透剪刀7024;第三蜗轮701与第十二传动杆702进行固接;第十二传动杆702与第一吸盘703进行固接;第四蜗轮704与第十三传动杆705进行固接;第十三传动杆705与第二吸盘706进行固接;第十四锥齿轮707与第十四传动杆708进行插接;第十四传动杆708与第一传动轮709进行插接;第一传动轮709外环面通过皮带与第二传动轮7010进行传动连接;第二传动轮7010与第十五传动杆7011进行插接;第十五传动杆7011与第一直齿轮7012进行固接;第十五传动杆7011与第五垂直斜齿轮7013进行固接;第一直齿轮7012与第二直齿轮7014相啮合;第二直齿轮7014与第十六传动杆7015进行固接;第十六传动杆7015与第六垂直斜齿轮7016进行固接;第六垂直斜齿轮7016与第七垂直斜齿轮7017相啮合;第七垂直斜齿轮7017与滑套架7018进行插接;滑套架7018通过凸块与丝杆7019进行插接;丝杆7019一侧设置有第一光杆7020,丝杆7019另一侧设置有第二光杆7021;丝杆7019与第二滑块7022进行转动连接;第一光杆7020与第二滑块7022进行滑动连接;第二光杆7021与第二滑块7022进行滑动连接;第二滑块7022与第三连杆7023进行焊接;第三连杆7023与电动半透剪刀7024进行焊接;第十二传动杆702与壳体2相连接;第十三传动杆705与壳体2相连接;第十五传动杆7011与壳体2相连接;第十六传动杆7015与壳体2相连接;滑套架7018与壳体2相连接;第十二传动杆702与支撑架3相连接;第十三传动杆705与支撑架3相连接;第十四传动杆708与支撑架3相连接;第十五传动杆7011与支撑架3相连接;第十六传动杆7015与支撑架3相连接;丝杆7019与支撑架3相连接;第一光杆7020与支撑架3相连接;第二光杆7021与支撑架3相连接;第三蜗轮701与第二蜗杆409相啮合;第四蜗轮704与第四蜗杆6014相啮合;第十四锥齿轮707与第十三锥齿轮6015相啮合。
[0034]
当需要对镀铝膜气球进行除胶处理时,第一吸盘703和第二吸盘706对镀铝膜气球进行吸附,夹持机构5松开,第二蜗杆409传动第三蜗轮701转动,第三蜗轮701带动第十二传动杆702转动,第十二传动杆702带动第一吸盘703转动,接着第四蜗杆6014传动第四蜗轮704转动,第四蜗轮704带动第十三传动杆705转动,第十三传动杆705带动第二吸盘706转动,进而第十三锥齿轮6015传动第十四锥齿轮707转动,第十四锥齿轮707带动第十四传动杆708转动,第十四传动杆708带动第一传动轮709转动,第一传动轮709传动第二传动轮7010转动,第二传动轮7010带动第十五传动杆7011转动,第十五传动杆7011带动第一直齿轮7012转动,第十五传动杆7011带动第五垂直斜齿轮7013转动,第一直齿轮7012传动第二直齿轮7014转动,第二直齿轮7014带动第十六传动杆7015转动,第十六传动杆7015带动第六垂直斜齿轮7016转动,当滑套架7018的电动推杆伸长至合适位置时,第六垂直斜齿轮7016与第七垂直斜齿轮7017啮合,第六垂直斜齿轮7016传动第七垂直斜齿轮7017转动;当滑套架7018的电动推杆缩短至合适位置时,第五垂直斜齿轮7013与第七垂直斜齿轮7017啮合,第五垂直斜齿轮7013传动第七垂直斜齿轮7017转动,且此时,第七垂直斜齿轮7017的转
向与电动推杆伸长至合适位置时的转向相反,从而可以通过滑套架7018的电动伸长、缩短来实现丝杆7019改变转向以及不转动;丝杆7019转动,带动第二滑块7022沿第一光杆7020和第二光杆7021移动,第二滑块7022通过第三连杆7023带动电动半透剪刀7024移动;第一吸盘703与第二吸盘706同时转动,从而带动镀铝膜气球转动,并且电动半透剪刀7024沿镀铝膜气球中心方向移动,对镀铝膜气球的带胶宽边进行贴合半透修剪处理,加工出易撕线,此时夹持机构5夹紧镀铝膜气球宽边,第一吸盘703与第二吸盘706带动镀铝膜气球继续转动,即可完成对镀铝膜气球带胶宽边的去除,再通过清洗收集机构6对其分别进行回收即可。
[0035]
活塞杆4015由活塞和连杆组成。
[0036]
当对镀铝膜气球进行充气时,第一摇臂4012绕第三传动杆4011轴心转动,带动第一滑块4013在第一滑轨4014中滑动,从而实现活塞杆4015的活塞在气筒4016中的来回往复运动,当活塞压缩时,气阀4017关闭,通过气管4018给气球充气;当活塞吸气时,气阀4017开启,空气通过气阀4017进入气筒4016。
[0037]
第一连杆508由一个倒置的“ω”和一个一字杆组成,并且倒置的“ω”内部为空心环状。
[0038]
当镀铝膜气球需要上下移动时,第二摇臂507带动圆滑块在第一连杆508的空心环状中滑动,从而带动第一连杆508在第二滑轨509中进行上下间歇往复运动。
[0039]
滑套架7018由支撑板、推板、凸块和滑套组成,滑套架7018的凸块与丝杆7019进行插接,滑套通过凸块与丝杆7019进行转动连接,推板与滑套进行插接。
[0040]
当丝杆7019转动反向需要改变时,通过电动推杆伸长与缩短适当长度,则可实现第七垂直斜齿轮7017与第六垂直斜齿轮7016的啮合,以及第七垂直斜齿轮7017与第五垂直斜齿轮7013的啮合,从而达到第七垂直斜齿轮7017转动反向改变的效果,即可改变丝杆7019的转动反向。
[0041]
上述实施例是提供给熟悉本领域内的人员来实现或使用本发明的,熟悉本领域的人员可在不脱离本发明的发明思想的情况下,对上述实施例做出种种修改或变化,因而本发明的保护范围并不被上述实施例所限,而应该是符合权利要求书提到的创新性特征的最大范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1