固态无机物危险废物的预处理系统的制作方法
[0001]
本实用新型涉及固态危废处理领域,具体涉及固态无机物危险废物的预处理系统。
背景技术:
[0002]
我国目前危险废物(简称危废)的现行处置方式主要为建设焚烧窑及填埋场进行焚烧、填埋,但这些处置方式均面临着处置费用高、泄漏风险大、征地难等困扰。水泥窑协同处置危险废物是一种新兴的危险废物处置技术,对部分以往只能焚烧和填埋的危险废物进行再利用,既实现了资源利用又节约了处置成本。
[0003]
rdm生产线(也称固态原料生产线)是将各类固态、硬质无机物进行二级破碎,并除去其中杂质,最终得到满足水泥窑生料磨添加要求的固态产品,原料主要为医药玻璃瓶。传统的固体危废处理比较粗放,通常是将玻璃瓶直接破碎后直接作为水泥原料入窑焚烧,但是这种直接焚烧的方式由于部分玻璃瓶内仍盛装有废液,且玻璃瓶具有铝质或者橡胶质的瓶盖,造成入窑焚烧的危废整体性质参差不齐,使得水泥原料整体的杂质率、含水率及重金属含量均不可控,使得水泥原料品质较差,严重影响烧制后的水泥质量;而且由于废液的性质较为复杂,不仅自身存在爆炸和易燃的问题,而且不同废液之间容易发生相互反应而产生易燃气体,存在爆炸的安全隐患问题。
技术实现要素:
[0004]
本实用新型的目的在于提供固态无机物危险废物的预处理系统,实现固体无机危废处理的精细化,使得处理后的危废杂质率及含水率等指标符合水泥窑烧制水泥的原料入窑要求,保证烧制而成的水泥质量,而且保证烧制过程中的安全性。
[0005]
为达到上述目的,本实用新型采用如下技术方案:
[0006]
固态无机物危险废物的预处理系统,包括立库、原料暂存场、预分选线和破碎线,原料暂存场、预分选线和破碎线沿立库一侧依次分布;预分选线包括预分选室体,预分选室体内设有人工分选操作台和预分选破碎机;破碎线包括从上到下依次对接的翻转上料机、振动给料机、玻璃破碎机、沥水螺旋输送机和振动筛分机,破碎线上部与立库上层通过上层辊道线连接,破碎线下部与立库下层通过上层辊道线连接,经处理后的固体无机物危废杂质率≤5%,含水率≤5%。
[0007]
本方案的原理在于:
[0008]
预分选线用于对玻璃瓶进行人工预分选,预分选操作在人工分选操作台上进行,预分选的主要目的是将玻璃瓶内的废液倒出,避免后续破碎时废液溢出产生结晶或者化学反应导致产生爆炸,也避免了因废液之间相互反应产生易燃气体的安全隐患问题;而且分离后的废液在危险评估后还可投入到液体危废处理线中进行集中处理,实现了不同危废处理线的协同利用。对于能打开瓶盖的玻璃瓶,可以直接打开玻璃瓶倒出玻璃瓶内的废液;对于不能打开瓶盖的针剂和粉剂类过期小药瓶,采用预分选破碎机破碎的方式,使将玻璃瓶
内的废液溢出。
[0009]
采用人工预分选一方面是由于固态无机物危废来料比较复杂,难以采用完全自动化的方式进行预分选,另一方面是由于rdm生产线的来料量比较小,生产线利用率比较低,采用全自动的预分选设备成本投入会比较大,因此采用人工预分选也是为了能够起到控制预算的作用。
[0010]
预分选后的玻璃瓶通过下层辊道线进入立库,并通过立库输送机向上输送,再通过上层辊道线输送至破碎线对玻璃瓶进行破碎,待破碎的玻璃瓶从上到下依次经过翻转上料机、振动给料机、破碎机、沥水螺旋输送机和振动筛分机,玻璃瓶经过破碎机破碎后,部分玻璃瓶内的废液流出,沥水螺旋输送机用于将破碎后的玻璃与废液进行分离,破碎后的玻璃瓶与瓶盖进入振动筛分机,将破碎后的玻璃瓶与瓶盖进行分离。
[0011]
采用本方案能达到如下技术效果:
[0012]
处理后危废的含水率及杂质率能够控制在一定范围内,避免含水率过高而需要频繁调节窑况,耗能过大的问题,同时避免杂质率过高而影响烧制而成的水泥的易磨性,由于在除杂过程中除去了金属瓶盖等,也避免水泥原料内的重金属超标而影响水泥的初凝效果,从水泥窑烧原料上保证了烧制后水泥的质量。被分离出来的瓶盖等固体杂质,可以协同固体危废生产线进行协同处理,实现了不同生产线之间的交叉联用。此外,本技术方案通过对废液的处理,避免处理过程中出现爆炸的问题,能够最大程度上保证水泥窑烧制的安全性。而且,本技术方案由于窑况稳定,无需频繁调节窑况,能够提高水泥窑处置的效率,本技术方案中的危废处理之后,由于是能够成为作为水泥原料的性质均一的产品,使得能够同时协同多个水泥窑进行窑烧利用。
[0013]
进一步,人工分选操作台上设有洗瓶池,洗瓶池下方连通有废水收集桶,人工分选操作台外侧设有废液收集桶。工人将玻璃瓶的瓶盖打开后,玻璃瓶内的废液倒入废液收集桶内,玻璃瓶经过洗瓶池清洗后,能将玻璃瓶内的废液洗净,避免废液发生化学反应。
[0014]
进一步,玻璃破碎机的出料端下方设有收集箱,收集箱内设有吊篮。通过向预分选破碎机内加水,预分选破碎机内的玻璃瓶处于液态流动的状态,水起到稀释废液的作用,从而避免了在后续破碎时废液发生反应导致爆炸。
[0015]
进一步,预分选室体顶部设有用于向预分选室体内送入新鲜空气的送风装置,预分选室体底部设有抽风装置,预分选室体内形成负压。在分选、倒液的过程中,玻璃瓶中的废液可能具有易燃、易挥发、有毒等性质,通过送风装置和抽风装置能够将毒物排出预分选室体外。
[0016]
进一步,预分选室体的入口处设有pvc磁性吊帘。pvc磁性吊帘能够防止预分选室体异味气体外泄。
[0017]
进一步,预分选室体顶部设有用于传输原料的电动单梁悬挂起重机。电动单梁悬挂起重机用于将玻璃瓶原料传输至预分选室体内的人工分选操作台上,方便工人对玻璃瓶进行预分选操作。
[0018]
进一步,玻璃破碎机的进料仓上部加装防爆燃温感探测装置。破碎机仓发生爆燃时,防爆燃温感探测装置报警,关联破碎机停机,对破碎机起到安全保护的作用。
[0019]
进一步,玻璃破碎机为两级破碎机。两级破碎机能够实现玻璃瓶的彻底破碎,达到玻璃瓶破碎后的尺寸要求。
[0020]
进一步,两级破碎机和预分选破碎机均为锤式破碎机。采用锤式破碎机的主要原因在于,破碎的原料主要为玻璃瓶,玻璃瓶的瓶盖通常采用铝盖或者橡胶盖制成,若采用剪切式破碎机,会导致瓶盖也被破碎,后续瓶盖和玻璃瓶身不能分离,而锤式破碎机不会破碎铝和橡胶材质,从而方便后续对玻璃瓶和瓶盖进行筛分。
[0021]
进一步,破碎线为竖向的四层结构,顶层为翻转机室体,翻转上料机位于翻转机室体内,翻转机室体顶部设有抽风装置,且翻转机室体的入口也设有磁性吊帘。在翻转机室体设置抽风装置和磁性吊帘的目的也是为了防止翻转机室体内的异味气体外泄。
附图说明
[0022]
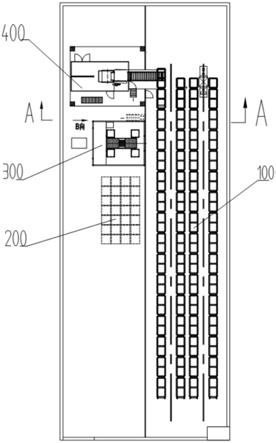
图1为本实用新型实施例的俯视图;
[0023]
图2为图1中a-a截面图;
[0024]
图3为图1中b向视图;
[0025]
图4为图1中预分选线的放大图。
具体实施方式
[0026]
下面通过具体实施方式进一步详细说明:
[0027]
说明书附图中的附图标记包括:立库100、原料暂存场200、预分选线300、破碎线400、上层辊道线1、翻转上料机2、下层辊道线3、翻转机室体4、料仓5、抽风装置6、振动筛分机7、软联接12、振动给料机13、温度传感器14、一级破碎机15、料道16、二级破碎机17、沥水螺旋输送机18、电动单梁悬挂起重机20、送风装置201、预分选室体21、人工分选操作台210、玻璃瓶收集桶211、瓶盖及包装物收集桶212、废液收集桶213、预分选破碎机214、洗瓶池215、废水收集桶216、收集箱217。
[0028]
如图1所示,本实施例的固态无机物危险废物的预处理系统,包括立库100、原料暂存场200、预分选线300和破碎线400,原料暂存场200、预分选线300和破碎线400沿立库100一侧依次分布。
[0029]
原料暂存场200用于储存固态无机物危废来料(通常为医药玻璃瓶),固态无机物危废来料通常采用吨袋进行包装。
[0030]
预分选线300用于对固态无机物危废来料进行人工预分选,预分选线300的结构如图3和图4所示,包括预分选室体21,预分选室体21为上下两层结构,上层内设有人工分选操作台210,人工分选操作台210的中部设有洗瓶池215,洗瓶池215底部伸入预分选室体21的下层,在预分选室体21的下层设有一个废水收集桶216用于收集洗瓶池215内流下的废水。
[0031]
预分选室体21侧边开有入口,入口处顶部设有pvc磁性吊帘,pvc磁性吊帘能够防止预分选室体21异味气体外泄。预分选室体21顶部设有用于传输原料的电动单梁悬挂起重机20,原料暂存场200内的固态无机物危废来料通过叉车运输至预分选室体21内,并通过预分选室体21顶部的电动单梁悬挂起重机20将原料传输至人工分选操作台210上共人工进行分选。
[0032]
人工分选操作台210的两侧均设有废液收集桶213、玻璃瓶收集桶211以及瓶盖及包装物收集桶212,对于能打开瓶盖的玻璃瓶,工人直接打开玻璃瓶的瓶盖,瓶盖和包装物投入瓶盖及包装物收集桶212内,然后倒出玻璃瓶内的废液,单只或几只玻璃瓶同时接洗瓶
池215的水龙头洗瓶,然后将玻璃瓶投入玻璃瓶收集桶211(盛具)中,若玻璃瓶尺寸过大,工人在盛具上敲碎后再投入盛具中,保证盛具内的玻璃瓶的尺寸小于250mm。
[0033]
在人工分选操作台210的外侧还设有一个预分选破碎机214,预分选破碎机214采用锤式破碎机,预分选破碎机214的出料口伸入预分选室体21的下层,在预分选室体21的下层还设有一个收集箱217,收集箱217内设有吊篮。对于不能打开瓶盖的针剂和粉剂类过期小药瓶,投入预分选破碎机214内破碎,同时向预分选破碎机214内加水,预分选破碎机214内的玻璃瓶处于液态流动的状态,破碎后的玻璃渣进入吊篮中,水起到稀释废液的作用,然后将吊篮捞起,将吊篮内的玻璃渣投入盛具内。
[0034]
预分选室体21顶部设有用于向预分选室体21内送入新鲜空气的送风装置201,预分选室体21底部设有抽风装置6,预分选室体21内形成负压。在分选、倒液的过程中,玻璃瓶中的废液可能具有易燃、易挥发、有毒等性质,通过送风装置201和抽风装置6能够将毒物排出预分选室体21外。
[0035]
如图2和3所示,破碎线400为竖向的四层结构,包括从上到下依次对接的翻转上料机2、料仓5、软联接12、振动给料机13、一级破碎机15、料道16、二级破碎机17、沥水螺旋输送机18和振动筛分机7。
[0036]
破碎线400上部与立库100上层通过上层辊道线1连接,破碎线400下部与立库100下层通过上层辊道线1连接。一级破碎机15和二级破碎机17均为锤式破碎机。一级破碎机15的进料仓5上部加装温度传感器14,破碎机仓发生爆燃时,起到报警作用,关联一级破碎机15和二级破碎机17停机,对破碎机起到安全保护的作用。
[0037]
破碎线400的顶层为翻转机室体4,翻转上料机2位于翻转机室体4内,翻转机室体4顶部也设有抽风装置6,且翻转机室体4的入口也设有磁性吊帘,在翻转机室体4设置抽风装置6和磁性吊帘的目的也是为了防止翻转机室体4内的异味气体外泄。
[0038]
经过预分选后的玻璃瓶处于盛具内,通过叉车将盛具运输至破碎线400的下层辊道线3上,再通过下层辊道线3横向输送至立库100下层,立库100内的立库输送机将盛具向上输送,再通过破碎线400的上层辊道线1输送至破碎线400对玻璃瓶进行破碎,待破碎的玻璃瓶从上到下依次经过翻转上料机2、料仓5、软联接12、振动给料机13、一级破碎机15、料道16、二级破碎机17、沥水螺旋输送机18和振动筛分机7,经过一级破碎机15和二级破碎机17将玻璃瓶破碎至8mm以下的玻璃渣,部分玻璃瓶内的残留的废液和废水流出,沥水螺旋输送机18将破碎后的玻璃与废液进行分离,破碎后的玻璃瓶与瓶盖进入振动筛分机7内,将破碎后的玻璃瓶与瓶盖进行分离。
[0039]
本实用新型对玻璃瓶中的废液和玻璃瓶破碎物进行分离,且能够将瓶盖也从玻璃中分离出去,实现了玻璃瓶破碎的精细化,处理后的危废产品粒度≤8mm,杂质率≤5%,含水率≤5%,整体性能均一稳定,在入窑烧制时无需频繁调节窑况,保证了破碎后的原料的质量以及水泥窑烧制过程中窑况的安全性及稳定性,而且能够保证水泥窑排放符合环境卫生标准。
[0040]
以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容
为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1