一种焊接多工位抽排系统控制方案的制作方法
1.本实用新型具体是一种焊接多工位抽排系统控制方案,涉及焊接抽排管路相关领域。
背景技术:
2.对于多工位且较封闭环境位焊接时,产生大量焊接烟尘,导致的环境污染严重;现在的抽排管路基本都从空中走管方式,占用大量空间位置严重影响了后期设备的安装和管道在空中的震动噪声。
3.目前多工位的焊接现场控制都是焊接与抽排两套系统各自独立,操作人员在使用时需要单独开启抽排和焊接电力部分;这两个操作动作受人的因素影响,经常造成抽排开启不关闭,即便是该工位没有使用也会开启抽排工作,造成无功损耗,影响其他工位的效能;或者不开启抽排就操作焊接导致环境污染;并且由于现在的集中抽排系统没有风压检测系统,会导致工位使用量的变化使得工位风压波动造成的稳定,风压过大影响焊接质量,风压过小抽排效果欠佳。
技术实现要素:
4.因此,为了解决上述不足,本实用新型在此提供一种焊接多工位抽排系统控制方案。
5.本实用新型是这样实现的,构造一种焊接多工位抽排系统控制方案,该装置针对管道将空中布设改造为地下走管的主抽排负压风道,并且在每个焊接工位处预留风口,风口处安装连接有分机口管道。
6.进一步的,所述分机口管道底端与主抽排负压风道相连接,并且分机口管道内侧安装有安装电控风阀。
7.进一步的,针对所述焊接工位将所述电控风阀与焊接停机自动关闭阀门同步设置。
8.进一步的,所述主抽排负压风道设置于管道回填层下方。
9.进一步的,所述主抽排负压风道另一侧端部与主风机粉尘分离净化器相连接。
10.进一步的,所述主风机粉尘分离净化器内侧设置有风压变频检测机构,并且主风机粉尘分离净化器另一端连接有高压风道。
11.进一步的,所述高压风道内侧安装连接有用于吸气的主变频风机。
12.本实用新型具有如下优点:本实用新型通过改进在此提供一种焊接多工位抽排系统控制方案,与同类型设备相比,具有如下改进:
13.优点1:本实用新型所述一种焊接多工位抽排系统控制方案,采用下抽排法,利用下沉的过程在一段水平的主抽排负压风道中,让粉尘下沉方向与气体水平流动方向呈现90度关系,形不成力偶关系,便于管道的畅通.有利用更好的排气,且大幅度腾空环境空间。
14.优点2:本实用新型所述一种焊接多工位抽排系统控制方案,采用焊接工位与电控
风阀同步控制实现焊接风阀一键开启,一键关闭,规避了人员操作失误导致的原因。
15.优点3:本实用新型所述一种焊接多工位抽排系统控制方案,针对在主机没有检测风压和调节主风机风压的功能,增加风压变频检测机构和主变频风机实现风压的稳定。
附图说明
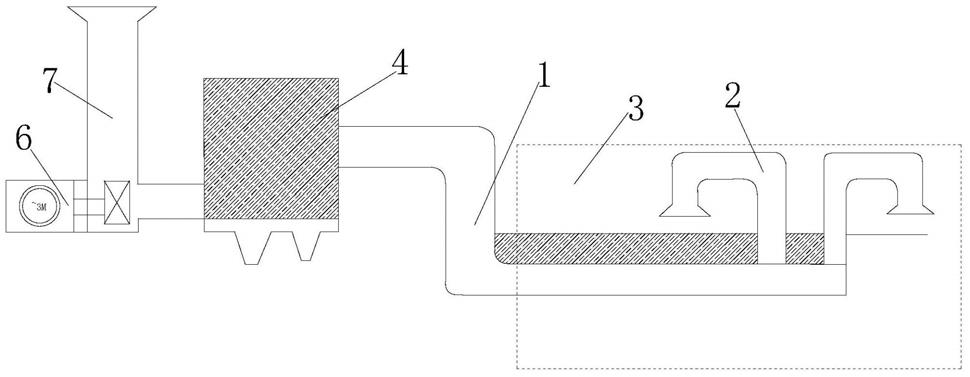
16.图1是本实用新型结构示意图;
17.图2是本实用新型的工作流程图。
18.其中:主抽排负压风道
‑
1、分机口管道
‑
2、焊接工位
‑
3、主风机粉尘分离净化器
‑
4、风压变频检测机构
‑
5、主变频风机
‑
6、高压风道
‑
7。
具体实施方式
19.下面将结合附图1
‑
2对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.本实用新型的一种焊接多工位抽排系统控制方案,针对管道将空中布设改造为地下走管的主抽排负压风道1,并且在每个焊接工位3处预留风口,风口处安装连接有分机口管道2。
21.其中,所述分机口管道2底端与主抽排负压风道1相连接,并且分机口管道2内侧安装有安装电控风阀。
22.其中,针对所述焊接工位3将所述电控风阀与焊接停机自动关闭阀门同步设置,对工位操作者实现一键启动,一键关机。极大简化了操作程序规避了人员操作错误。
23.其中,所述主抽排负压风道1设置于管道回填层下方。
24.其中,所述主抽排负压风道1另一侧端部与主风机粉尘分离净化器4相连接。
25.其中,所述主风机粉尘分离净化器4内侧设置有风压变频检测机构5,并且主风机粉尘分离净化器4另一端连接有高压风道7。
26.其中,所述高压风道7内侧安装连接有用于吸气的主变频风机6。
27.其中,所述主风机粉尘分离净化器4内部可进行拆洗清洗。
28.本实用新型通过改进提供一种焊接多工位抽排系统控制方案,其工作原理如下;
29.第一,针对管道将空中改造从地下走管的主抽排负压风道1,在每个焊接工位3处处预留风口;
30.第二,分机口管道2内侧安装有电控风阀且分机口管道2安装于预留风口处;
31.第三,在进行焊接工作时,焊接工作的操作者通过启停焊接设备使电控风阀同步启停,实现一键启动,一键关机,极大简化了操作程序规避了人员操作错误;
32.第四,在进行抽排时,主风机粉尘分离净化器4内的风压变频检测机构5检测风压,并且通过主变频风机6自动调节风压的大小,以保证风压的恒定。
33.本实用新型通过改进提供一种焊接多工位抽排系统控制方案,采用下抽排法,利用下沉的过程在一段水平的主抽排负压风道1中,让粉尘下沉方向与气体水平流动方向呈现90度关系,形不成力偶关系,便于管道的畅通.有利用更好的排气,且大幅度腾空环境空
间;采用焊接工位与电控风阀同步控制实现焊接风阀一键开启,一键关闭,规避了人员操作失误导致的原因;针对在主机没有检测风压和调节主风机风压的功能,增加风压变频检测机构5和主变频风机6实现风压的稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1