一种可编程清洗防锈一体化设备的制作方法
1.本发明涉及机械设计领域,尤其涉及一种可编程清洗防锈一体化设备。
背景技术:
2.目前,在传统的制造业清洗设备中,分以下三种:(1)数控控制清洗喷头式清洗机:该类清洗机主要靠数控系统控制清洗喷头进行定点清洗,主要是利用高压清洗来达到去除油污、金属颗粒物、纤维等杂质。该类型清洗机清洗效果优,适用于内含复杂通道的阀体、箱体等零件,缺点为设备造价昂贵,清洗效率较低,零件清洗成本高。
3.(2)履带式清洗机:该类清洗机主要靠电机旋转链轮带动传送带将传送带上零件通过不同的清洗区域最终实现零件的清洗,传送带运行速度只能通过调节电机转速实现调速,进而达到控制零件在各区域清洗时间。该类清洗机制造成本较低,清洗方式多为喷淋式清洗,工艺单一,生产时无法针对不同零件对不同区域清洗时间进行调控,造成生产浪费。
4.(3)超声波清洗机:该类清洗机主要是通过将超声波发生器安装在槽体底部通过超声波震动将能力传递至零件表面达到清洗目的。该类清洗机清洗功能单一,且对于较大颗粒的杂质较难清洗,一般多配合高压水枪清洗使用,且两个转运过程中二次污染风险较大。
5.以上三种清洗方式虽各有特点,可以根据零件不同类型和清洁度要求进行不同清洗设备选用,但对于多材质、多品种、不同清洁度要求的制造工厂来说,只投入一种清洗设备无法同时满足所有产品清洁度要求,要想满足客户要求需投入多台清洗设备,造成设备占地面积及制造成本的大幅上升。
技术实现要素:
6.有鉴于此,本发明提出了一种可编程清洗防锈一体化设备,主要解决现有清洗设备中单个设备实现清洗工艺单一,针对不同材质、不同品种难以立即做出适应性调整的问题。
7.本发明的技术方案是这样实现的:本发明提供了一种精铸件可编程清洗—防锈一体化设备,包括:设备框架,所述设备框架具有采用304不锈钢材及钢板构建的钢结构,用于连接和承载各个系统;控制柜及智能化电气控制系统,通过传感器与设备各个系统连接,用于清洗防锈工艺的程序输入与选择,包括可视化操作面板、温度显示器、设备状态显示灯、设备开关及程序系统,设置在设备框架上,将多种清洗防锈工艺输入程序系统,操作者通过可视化操作面板自主选择;自动进料机构,为循环式设置,用于承载与输送需要工作的产品箱,设置在设备框架上,包括用于感应产品箱的传感器、工作电机、齿轮组、导辊,通过传感器感应触发工作电
机转子旋转通过齿轮组带动导辊旋转可将料框传送至设备内;移料机械臂系统,设置在设备框架上,用于将产品箱运输到不同工作系统,包括设置在设备框架上的轨道、机械臂、安装在机械臂上的卡爪、安装在轨道上的横向平移电机带动横向齿轮组控制机械臂横向平移,纵向平移电机带动纵向齿轮组控制机械臂纵向平移,可实现带动料框进行上下左右运动,以达到让料框停放在设备中的不同位置;超声波鼓泡清洗系统,设置在设备框架上,包括安装在槽体内的超声波发生器、复合安装鼓泡发生器、第一过滤器、过滤泵及槽内第一回形加热器。所述超声波鼓泡清洗槽内储有清洗剂,设备启动后槽内第一回形加热器开始工作,当槽内温度达到设定温度,移料机械臂将产品箱放置于该槽内后,超声波发生器及复合安装鼓泡发生器开始工作对零件进行超声波鼓泡复合清洗,清洗同时由过滤泵将槽内清洗剂通过第一过滤器进行循环过滤以便清洗剂重复利用;高压喷淋清洗系统,包括槽体密封端盖、安装在槽体四周的第一喷嘴、调整第一喷嘴角度方向的第一万向球、第一储液槽、第二过滤器、过滤泵、抽水泵及储液槽内第二回形加热器。高压喷淋清洗系统工作时槽体密封端盖自动闭合,过滤泵将喷淋清洗槽内液体抽出通过第二过滤器后再返回到储液槽内,抽水泵通过管道将第一储液槽内清洗剂抽出,再通过管道输送至清洗槽内四周的第一喷嘴上喷出,对槽内产品箱进行高压喷淋清洗,其每个喷嘴通过第一万向球连接可调整不同喷淋角度;低压喷淋清洗系统,结构与高压喷淋清洗系统相同。低压喷淋清洗系统工作时槽体密封端盖自动闭合,过滤泵将喷淋清洗槽内液体抽出经过第二滤器过滤后输送到第一储液槽内,抽水泵通过管道将储液槽内清洗剂抽出再输送至清洗槽内四周及底部的各个喷嘴上对槽内产品箱进行低压喷淋清洗,其每个喷嘴通过万向球连接可调整不同喷淋角度;超声波鼓泡漂洗系统,包括安装在槽体内的超声波发生器、复合安装鼓泡发生器、第一过滤器、过滤泵及槽内第一回形加热器。超声波鼓泡清洗槽内储有漂洗液,设备启动后槽体内第一回形加热器开始工作,当槽内温度达到设定温度,移料机械臂将产品箱放置于该槽内后超声波发生器及复合安装鼓泡发生器开始工作,对零件进行超声波鼓泡复合漂洗,漂洗同时由过滤泵将槽内清洗剂通过第一过滤器进行循环过滤以便漂洗剂重复利用;低压喷淋漂洗系统,结构与低压喷淋清洗系统相同。低压喷淋漂洗系统工作时槽体密封端盖自动闭合,过滤泵将喷淋漂洗槽内漂洗液抽出通过第二过滤器过滤后输送到第一储液槽内,抽水泵通过管道将第一储液槽内漂洗液抽出再输送至清洗槽内四周及底部的各个喷嘴上喷出,对槽内零件进行喷淋漂洗,其每个喷嘴通过万向球连接可调整不同喷淋角度;真空干燥系统,安装在设备框架上,包括槽体、槽体密封端盖、真空机、第三过滤器、槽体内部加热板、通风口,槽体上部开有小口通过管道与真空机相连接,干燥工作时可对槽体内部形成负压,槽体下部开有通风口接通外部大气,干燥工作结束后打开通风口便于密封端盖打开;防锈系统,安装在设备框架上,包括安装在槽体四周的第二喷嘴、调整第二喷嘴不同方向角度的第二万向球、第二储液槽、第四过滤器、低压油泵、鼓风机及槽体端口风刀机构,防锈系统工作时低压油泵将防锈槽防锈液抽出经过第四滤器过滤后输送至清洗槽内四周及底部的各个喷嘴上,其每个喷嘴通过第二万向球连接可调整不同喷淋角度,喷淋防锈
停止后鼓风机启动将外部大气输送至槽体上端四个风刀,风刀为扁平口且出口角度斜向下方向可将输送至风刀的气体直接作用于防锈后的零件,去除零件上多余的防锈液;自动下料机构,结构与自动进料机构相同,通过传感器感应触发电机转子旋转整体带动导辊旋转可将料框传送出设备。
8.在上述技术方案的基础上,优选的,所述第一万向球、第二万向球结构相同,设备装配时可互换使用,用于调整喷嘴的不同喷射角度,可实现产品多角度的清洗防锈。
9.在上述技术方案的基础上,优选的,所述第一储液槽、第二储液槽结构相同,设备装配时可互换使用,用于存储各系统所需的溶剂,如防锈液、清洗剂或漂洗剂,槽内均安装有液位控制器,当槽内液体不足时可实现液体自动补充。
10.在上述技术方案的基础上,优选的,所述第一过滤器、第二过滤器、第三过滤器、第四过滤器结构相同,设备装配时可互换使用,用于对工作系统中的溶剂进行过滤。
11.在上述技术方案的基础上,优选的,所述各各工作系统正上方的设备框架上均设置有传感器,通过传感器可实现对机械臂精确位置的确定,并将系统工作情况传回控制柜及智能化电气控制系统中同步可实现异常状态预警。
12.在上述技术方案的基础上,优选的,所述自动进料机构与自动下料机构分别安装在设备框架两端。
13.在上述技术方案的基础上,优选的,所述超声波鼓泡清洗系统、高压喷淋清洗系统、真空干燥系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统安装在设备框架上的顺序可随意调换。
14.在上述技术方案的基础上,优选的,所述超声波鼓泡清洗系统、高压喷淋清洗系统、真空干燥系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统槽体下方均设置有出水口并通过管道相连接,可视化操作面板有操控出水口阀门的功能。当对设备进行清洁保养时可通过可视化操作面板启动各管道阀门自动打开,排出槽内液体。
15.在上述技术方案的基础上,优选的,所述超声波鼓泡清洗系统、高压喷淋清洗系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统各系统中溶液可调温度范围为0℃
‑
100℃。
16.更进一步优选的,超声波鼓泡清洗系统、高压喷淋清洗系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统各系统中溶液可调温度范围为0℃
‑
60℃。
17.在上述技术方案的基础上,优选的,所述高压喷淋清洗系统、低压喷淋清洗系统、低压喷淋漂洗系统各系统可调压力范围为0mpa
‑
5 mpa。
18.更进一步优选的,所述高压喷淋清洗系统、低压喷淋清洗系统、低压喷淋漂洗系统各系统可调压力范围为0mpa
‑
3 mpa。
19.在上述技术方案的基础上,优选的,所述超声波鼓泡清洗系统、高压喷淋清洗系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统各系统可调工作时间为≥0s
‑
9999s。
20.更进一步优选的,所述超声波鼓泡清洗系统、高压喷淋清洗系统、喷淋防锈系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统各系统可调工作时间为0s
‑
800s。
21.本发明的相对于现有技术具有以下有益效果:(1)本发明公开了一种可编程清洗防锈一体化设备,通过对控制柜及智能化电气控制系统进行可视化编程实现控制超声波鼓泡清洗系统、高压喷淋清洗系统、低压喷淋清洗系统、超声波鼓泡漂洗系统、低压喷淋漂洗系统、真空干燥系统、防锈系统不同顺序作业及每个系统的不同作业时间,以达到实现一台设备可清洗不同材质、不同品种零件,且能达到成本与工作效率最优方案。
22.(2)设备内料框运转均采用机械臂实现,大大减少了人工劳动强度,实现清洗—防锈一体化作业也达到降低用工人数的目的、同时也避免工序间转运带来的二次污染风险。
23.(3)各槽内内液位监控自动补充设计,可避免由于人工操作不当导致槽内液体不足未达到工艺设定时清洗效果,造成不良品制造。
24.(4)超声波鼓泡清洗工艺复合设计,达到减少设备工作系统数量,减少设备占地面积,提高整体利用率。
25.(5)可视化编程操作实现人机交互,设备排液时无须人工作业,提高了设备保养排液效率并为操作人员提供便利降低工人劳动力。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施案例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图:图1为本发明所公开的一种可编程清洗防锈一体设备外观结构示意图;图2为本发明所公开的控制柜及控制系统外观结构示意图;图3为本发明所公开的自动进料系统的平面结构示意图;图4为本发明所公开的一种可编程清洗防锈一体设备移料机械臂平面结构示意图;图5为本发明所公开的超声波鼓泡清洗系统平面结构示意图;图6为本发明所公开的高压喷淋清洗系统平面结构示意图;图7为本发明所公开的真空干燥系统平面结构示意图;图8为本发明所公开的防锈系统平面结构示意图;图9为本发明所公开的下料机构的平面结构示意图。
具体实施方式
27.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
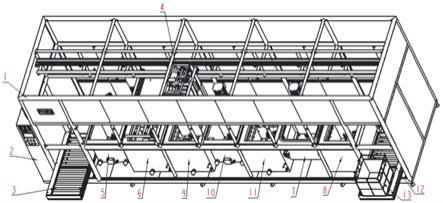
28.如图1所示,本发明实施例公开了一种可编程清洗防锈一体设备,其适于用于机械行业中的清洗生产工序。该设备包括设备框架(1)、控制柜及智能化电气控制系统(2)、自动
进料机构(3)、移料机械臂系统(4)、超声波鼓泡清洗系统(5)、高压喷淋清洗系统(6)、低压喷淋清洗系统(7)、超声波鼓泡漂洗系统(8)、低压喷淋漂洗系统(9)、真空干燥系统(10)、防锈系统(11)、自动下料机构(12)及产品箱(13)。
29.其中,设备框架(1)用于装载下述各功能系统。
30.如图2所示,控制柜及智能化电气控制系统(2),操作人员通过可视化操作面板(21)输入不同清洗防锈系统不同工作工艺与工作时间。
31.如图3所示,自动进料机构(3),当传感器(31)感应到产品时,进料电机(32)运转通过进料齿轮组(33)将在进料导辊(34)上待清洗产品箱(13)送至设备框架(1)内按照已编入的控制程序进行作业。
32.如图4所示,移料机械臂系统(4),负责产品箱(13)的运输。当自动进料机构(3)将产品箱(13)传送至设备内后,触发安装在轨道(41)上感应器,移料机械臂系统(4)通过横向平移电机(44)带动横向齿轮组(45)控制机械臂(42)横向平移至进料口位置,纵向平移电机(46)通过纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)用卡爪(43)吊起,将零件按照已编入的控制程序送至需求功能系统,产品箱(13)到位后,卡爪(43)松开,机械臂离开。移料机械臂系统(4)继续执行其他指令工作。
33.如图5所示,超声波鼓泡清洗系统(5),当移料机械臂(4)将产品箱(13)送至超声波鼓泡清洗系统(5)后,安装在槽体内的超声波发生器(52)、复合安装鼓泡发生器(53)开始工作对零件进行超声波鼓泡复合清洗。作业完成后再由移料机械臂(4)按上述方式将其送至已编入规划内的下一功能系统。
34.如图6所示,高压喷淋清洗系统(6),当移料机械臂(4)将产品箱(13)送至高压喷淋清洗系统(6)后,槽体密封端盖(61)关闭,高压抽水泵(65)开始工作通过安装在槽体四周的喷嘴(62)将高压力清洗剂喷淋至零件上对其进行高压喷淋清洗,作业完成后再由移料机械臂(4)按上述方式将其送至编入规划内的下一功能系统。
35.如图7所示,真空干燥系统(7),当移料机械臂(4)将产品箱(13)送至真空干燥系统(7)后,槽体密封端盖(75)关闭,真空机(71)开始工作通过将系统内部抽负压实现零件干燥,作业完成后再由移料机械臂(4)按上述方式将其送至编入规划内的下一功能系统。
36.如图8所示,防锈系统(8),当移料机械臂(4)将产品箱(13)送至防锈系统(8)后,低压抽水泵(84)开始工作,通过安装在槽体四周的喷嘴(81)将防锈物质喷淋至零件上对其进行防锈作业,防锈完成后槽体端口风刀机构(85)开始工作将零件表面多余的防锈物质进行去除以达到节约资源,作业完成后再由移料机械臂(4)按上述方式将其送至自动下料机构(12)。
37.其各功能系统的不同作业时间、作业环境、作业顺序均可通过控制柜及智能化电气控制系统实现差异化定制,进一步做到一台设备实现柔性化作业。
38.本发明具体通过如下技术方案进行进一步实现。
39.参照附图9所示,本发明实施例中的上料机构(3)和自动下料机构(12)结构相同,此处仅对上料机构(3)进行具体描述,自动下料机构(12)参照自动上料机构(3),此处不做具体赘述。
40.参照附图5所示,本发明实施例中的超声波鼓泡清洗系统(5)和超声波鼓泡漂洗系统(10)结构相同,此处仅对超声波鼓泡清洗系统(5)进行具体描述,超声波鼓泡漂洗系统
(10)参照超声波鼓泡清洗系统(5),此处不做具体赘述。
41.参照附图6所示,本发明实施例中的高压喷淋清洗系统(6)、低压喷淋清洗系统(9)和低压喷淋漂洗系统(11)结构相同,此处仅对高压喷淋清洗系统(6)进行具体描述,低压喷淋清洗系统(9)和低压喷淋漂洗系统(11)参照高压喷淋清洗系统(22),此处不做具体赘述。
42.本发明实施例还包括控制柜及智能化电气控制系统(2),包括主站控制柜,所述主站控制柜与自动进料机构(3)、移料机械臂(40)、超声波鼓泡清洗系统(5)、高压喷淋清洗系统(6)、低压喷淋清洗系统(9)、超声波鼓泡漂洗系统(10)、低压喷淋漂洗系统(11)、真空干燥系统(9)、防锈系统(10)及自动下料机构(12)相连接,主站控制柜通过模态信号控制各控制阀进而使各功能系统按操作者意愿进行动作,实现最终作业方式。
43.案例1 某铸钢产品的清洗防锈 1箱:s1 系统参数设置:超声波鼓泡清洗系统,清洗温度45℃,清洗时间470秒,沥干时间30秒;高压喷淋清洗系统输入清洗压力2mpa,清洗温度45℃,清洗时间480秒,沥干时间20秒;低压喷淋清洗系统输入清洗压力0.5mpa,清洗温度45℃,清洗时间490秒,沥干时间10秒;超声波鼓泡漂洗系统输入漂洗温度35℃,漂洗时间300秒,沥干时间30秒;;低压喷淋漂洗系统输入漂洗压力0.5mpa,清洗温度35℃,漂洗时间280秒,沥干时间25秒;真空干燥系统输入干燥温度85℃,干燥时间300秒;防锈系统输入防锈时间120秒,风切60秒。
44.s2 操作人员按上述工艺在控制柜及智能化电器控制系统(2)中输入相关参数,按下设备开关(24)开启设备中第一回形加热器(55)、第二回形加热器(66)、加热板(73)开始工作当各系统内温度达到上述设定温度后进入保温状态。
45.s3 将装有铸钢产品的产品箱(13)放置在自动进料机构(3)上,设置在其上的传感器(31)感应到产品箱(13)时,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备内。
46.s4 产品箱(13)输送至设备内后,移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动进料机构(3)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起。
47.s5 吊有产品箱(13)的移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到超声波鼓泡清洗系统(5)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入超声波鼓泡清洗系统(5)。
48.s6 当产品箱(13)进入超声波鼓泡清洗系统(5)后,安装在超体内的超声波发生器(51)及鼓泡发生器(52)工作对零件进行超声波鼓泡清洗,同步过滤泵(54)启动通过第一过滤器(53)对槽内清洗剂进行循环过滤,经过470秒后超声波发生器(51)、鼓泡发生器(52)、过滤泵(54)停止工作,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在超声波鼓泡清洗系统(5)上方沥干30秒后进入下一步。
49.s7 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到高压喷淋清洗系统(6)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入高压喷淋清洗系统(6)。
50.s8 当产品箱(13)进入高压喷淋清洗系统(6)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行高压喷淋清洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过480秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在高压喷淋清洗系统(6)上方沥干20秒后进入下一步。
51.s9 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋清洗系统(9)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入低压喷淋清洗系统(9)。
52.s10 当产品箱(13)进入低压喷淋清洗系统(9)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行低压喷淋清洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过490秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱吊(13)起在低压喷淋清洗系统(9)上方沥干10秒后进入下一步。
53.s11 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到超声波鼓泡漂洗系统(10)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入超声波鼓泡漂洗系统(10)。
54.s12 当产品箱(13)进入超声波鼓泡漂洗系统(10)后,安装在超体内的超声波发生器(51)及鼓泡发生器(52)工作对零件进行超声波鼓泡漂洗,同步过滤泵(54)启动通过第一过滤器(53)对槽内清洗剂进行循环过滤,经过300秒后超声波发生器(51)、鼓泡发生器(52)、过滤泵(54)停止工作,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在超声波鼓泡漂洗系统(10)上方沥干30秒后进入下一步。
55.s13 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋漂洗系统(11)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入低压喷淋漂洗系统(11)。
56.s14 当产品箱(13)进入低压喷淋漂洗系统(11)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行低压喷淋漂洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过280秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在低压喷淋漂洗系统(11)上方沥干25秒后进入下一步。
57.s15 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到真空干燥系统(7)上方停止,纵向平移电机(46)启动带动
纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入真空干燥系统(7)。
58.s16 当产品箱(13)进入真空干燥系统(7)后,槽体密封端盖(75)关闭,真空机(71)启动对零件进行真空干燥,同步第三过滤器(72)将干燥时产生的液体经过滤后排出槽体(74),经过300秒后真空机(71)停止工作,槽体密封端盖(75)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起后进入下一步。
59.s17 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到防锈系统(8)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入防锈系统(8)。
60.s18 当产品箱(13)进入防锈系统(8)后,低压油泵(84)启动将第二储液槽(82)内液体输送至第二喷嘴(81),第二万向球(86)开始摆动对零件进行防锈作业,同步第四过滤器(83)对槽内液体进行循环过滤,经过120秒后低压油泵(84)、第二万向球(86)停止工作,鼓风机(87)启动将外部大气输送至槽体端口风刀机构(85)对零件进行风切作业,经过60秒后鼓风机(87)停止工作,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起后进入下一步。
61.s19 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动下料机构(12)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入自动下料机构(12)。
62.s20 当产品箱(13)进入自动下料机构(12)后,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备外,当传感器(31)感应到产品箱(13)后工作电机(32)停止工作,完成全部作业。
[0063] 案例2 某铸铁产品的清洗防锈 2箱b1 系统参数设置:超声波鼓泡清洗系统,清洗温度常温,清洗时间0秒,沥干时间0秒;高压喷淋清洗系统输入清洗压力2mpa,清洗温度42℃,清洗时间500秒,沥干时间20秒;低压喷淋清洗系统输入清洗压力0.5mpa,清洗温度42℃,清洗时间510秒,沥干时间10秒;超声波鼓泡漂洗系统输入漂洗温度常温,漂洗时间0秒,沥干时间0秒;;低压喷淋漂洗系统输入漂洗压力0.5mpa,清洗温度30℃,漂洗时间480秒,沥干时间25秒;真空干燥系统输入干燥温度80℃,干燥时间280秒;防锈系统输入防锈时间180秒,风切120秒。
[0064]
b2 操作人员按上述工艺在控制柜及智能化电器控制系统(2)中输入相关参数,按下设备开关(24)设备中第一回形加热器(55)、第二回形加热器(66)、加热板(73)开始工作当各系统内温度达到上述设定温度后进入保温状态。
[0065]
b3 将装有铸铁产品的产品箱(13)放置在自动进料机构(3)上,设置在其上的传感器(31)感应到产品箱(13)时,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备内。
[0066]
b4 第一个产品箱(13)输送至设备内后,移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动进料机构(3)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第一个产品箱(13)吊起。
[0067]
b5 吊有产品箱(13)的移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到高压喷淋清洗系统(6)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入高压喷淋清洗系统(6),同时放置在自动进料机构(3)上的第二个产品箱(13)经传感器(31)感应,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备内。
[0068]
b6 当第一个产品箱(13)进入高压喷淋清洗系统(6)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行高压喷淋清洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过500秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在高压喷淋清洗系统(6)上方沥干20秒后进入下一步。
[0069]
b7 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋清洗系统(9)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第一个产品箱(13)放入低压喷淋清洗系统(9)。
[0070]
b8 移料机械臂系统(4)将第一个产品箱(13)放入低压喷淋清洗系统(9)后,设置在其上的横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动进料机构(3)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱(13)吊起放入高压喷淋清洗系统(6)进行高压喷淋清洗,工作过程同b6。
[0071]
b9 当第一个产品箱(13)进入低压喷淋清洗系统(9)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行低压喷淋清洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过510秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第一个产品箱吊(13)起在低压喷淋清洗系统(9)上方沥干10秒后进入下一步。
[0072]
b10 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋漂洗系统(11)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第一个产品箱(13)放入低压喷淋漂洗系统(11),其后待第二个产品箱(13)在高压喷淋清洗系统(6)经过500秒高压喷淋清洗后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到高压喷淋清洗系统(6)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱吊(13)起在高压喷淋清洗系统(6)上方沥干20秒后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋清洗系统(9)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第二个产品箱(13)放入低压喷淋清洗系统(9)进行低压喷淋清洗。
[0073]
b11 当第一个产品箱(13)进入低压喷淋漂洗系统(11)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行低压喷淋漂洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过480秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第一个产品箱(13)吊起在低压喷淋漂洗系统(11)上方沥干25秒后进入下一步。
[0074]
b12 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到真空干燥系统(7)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入真空干燥系统(7)。其后待第二个产品箱(13)在低压喷淋清洗系统(9)经过510秒低压喷淋清洗后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋清洗系统(9)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱吊(13)起在低压喷淋清洗系统(9)上方沥干10秒后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋漂洗系统(11)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第二个产品箱(13)放入低压喷淋漂洗系统(11)进行低压喷淋漂洗。
[0075]
b13 当第一个产品箱(13)进入真空干燥系统(7)后,槽体密封端盖(75)关闭,真空机(71)启动对零件进行真空干燥,同步第三过滤器(72)将干燥时产生的液体经过滤后排出槽体(74),经过280秒后真空机(71)停止工作,槽体密封端盖(75)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起后进入下一步。
[0076]
b14 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到防锈系统(8)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入防锈系统(8),其后待第二个产品箱(13)在低压喷淋漂洗系统(11)经过480秒低压喷淋漂洗后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋漂洗系统(11)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱吊(13)起在低压喷淋漂洗系统(11)上方沥干25秒后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到真空干燥系统(7)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第二个产品箱(13)放入真空干燥系统(7)进行真空干燥。
[0077]
b15 当第一个产品箱(13)进入防锈系统(8)后,低压油泵(84)启动将第二储液槽(82)内液体输送至第二喷嘴(81),第二万向球(86)开始摆动对零件进行防锈作业,同步第四过滤器(83)对槽内液体进行循环过滤,经过180秒后低压油泵(84)、第二万向球(86)停止工作,鼓风机(87)启动将外部大气输送至槽体端口风刀机构(85)对零件进行风切作业,经过120秒后鼓风机(87)停止工作,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第一个产品箱(13)吊起后进入下一步。
[0078]
b16 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动下料机构(12)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第一个产品箱(13)放入自动下料机构(12),其后待第二个产品箱(13)在真空干燥系统(7)经过280秒真空干燥后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到真空干燥系统(7)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱吊(13)起,移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到防锈系统(8)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第二个产品箱(13)放入防锈系统(8)进行防锈作业。
[0079]
b17 当第一个产品箱(13)进入自动下料机构(12)后,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将第一个产品箱(13)输送至设备外,当传感器(31)感应到第一个产品箱(13)后,工作电机(32)停止工作作业人员将第一个产品箱取下(13),其后待第二个产品箱(13)在防锈系统(8)经过180秒防锈及120秒风切后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到防锈系统(8)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将第二个产品箱吊(13)起,移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动下料机构(12)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将第二个产品箱(13)放入自动下料机构(12),工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将第二个产品箱(13)输送至设备外,当传感器(31)感应到第二个产品箱(13)后,工作电机(32)停止工作作业人员将第二个产品箱取下(13),完成全部作业。
[0080]
注:当有多箱产品进行作业时设备将按上述流程循环连续作业直到完成最后一箱产品作业。
[0081]
案例3 某铝合金产品清洗 1箱c1 系统参数设置:超声波鼓泡清洗系统,清洗温度常温,清洗时间0秒,沥干时间0秒;高压喷淋清洗系统输入清洗压力2mpa,清洗温度40℃,清洗时间600秒,沥干时间15秒;低压喷淋清洗系统输入清洗压力0mpa,清洗温度常温,清洗时间0秒,沥干时间0秒;超声波鼓泡漂洗系统输入漂洗温度30℃,漂洗时间300秒,沥干时间15秒;;低压喷淋漂洗系统输入漂洗压力0.5mpa,清洗温度30℃,漂洗时间300秒,沥干时间10秒;真空干燥系统输入干燥温度80℃,干燥时间300秒;防锈系统输入防锈时间0秒,风切0秒。
[0082]
c2操作人员按上述工艺在控制柜及智能化电器控制系统(2)中输入相关参数,按下设备开关(24)设备中第一回形加热器(55)、第二回形加热器(66)、加热板(73)开始工作当各系统内温度达到上述设定温度后进入保温状态。
[0083]
c3将装有铝合金产品的产品箱(13)放置在自动进料机构(3)上,设置在其上的传感器(31)感应到产品箱(13)时,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备内。
[0084]
c4 产品箱(13)输送至设备内后,移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动进料机构(3)上方停止,纵向平移电机(46)
启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起。
[0085]
c5 吊有产品箱(13)的移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到高压喷淋清洗系统(6)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入高压喷淋清洗系统(6)。
[0086]
c6 当产品箱(13)进入高压喷淋清洗系统(6)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行高压喷淋清洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过600秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在高压喷淋清洗系统(6)上方沥干15秒后进入下一步。
[0087]
c7 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到超声波鼓泡漂洗系统(10)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入超声波鼓泡漂洗系统(10)。
[0088]
c8 当产品箱(13)进入超声波鼓泡漂洗系统(10)后,安装在超体内的超声波发生器(51)及鼓泡发生器(52)工作对零件进行超声波鼓泡漂洗,同步过滤泵(54)启动通过第一过滤器(53)对槽内清洗剂进行循环过滤,经过300秒后超声波发生器(51)、鼓泡发生器(52)、过滤泵(54)停止工作,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在超声波鼓泡漂洗系统(10)上方沥干15秒后进入下一步。
[0089]
c9 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到低压喷淋漂洗系统(11)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入低压喷淋漂洗系统(11)。
[0090]
c10 当产品箱(13)进入低压喷淋漂洗系统(11)后,槽体密封端盖(61)关闭,抽水泵(65)启动将第一储液槽内液体输送至第一喷嘴(62),第一万向球(67)开始摆动对零件进行低压喷淋漂洗,同步过滤泵(54)启动通过第二过滤器(64)对槽内液体进行循环过滤,经过300秒后抽水泵(65)、第一万向球(67)、过滤泵(54)停止工作,槽体密封端盖(61)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂(42)上的卡爪(43)将产品箱(13)吊起在低压喷淋漂洗系统(11)上方沥干10秒后进入下一步。
[0091]
c11 上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到真空干燥系统(7)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入真空干燥系统(7)。
[0092]
c12当产品箱(13)进入真空干燥系统(7)后,槽体密封端盖(75)关闭,真空机(71)启动对零件进行真空干燥,同步第三过滤器(72)将干燥时产生的液体经过滤后排出槽体(74),经过300秒后真空机(71)停止工作,槽体密封端盖(75)打开,移料机械臂系统(4)上纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移利用安装在机械臂
(42)上的卡爪(43)将产品箱(13)吊起后进入下一步。
[0093]
c13上一步工作结束后移料机械臂系统(4)上横向平移电机(44)启动带动横向齿轮组(45)控制机械臂(42)移动到自动下料机构(12)上方停止,纵向平移电机(46)启动带动纵向齿轮组(47)控制机械臂(42)纵向平移将产品箱(13)放入自动下料机构(12)。
[0094]
c14 当产品箱(13)进入自动下料机构(12)后,工作电机(32)启动,通过齿轮组(33)带动导辊(34)转动将产品箱(13)输送至设备外,当传感器(31)感应到产品箱(13)后工作电机(32)停止工作,完成全部作业。
[0095]
以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1