玻璃废弃系统的制作方法
1.本发明属于玻璃面板生产加工技术领域,尤其涉及一种玻璃废弃系统。
背景技术:
2.现有的玻璃面板加工必须在精密的无尘室内进行,经过300道以上的制程而生产出来。并且玻璃面板生产各工序布置分散,并不在同一楼层,各工序产生的废弃玻璃一般装架收集后做统一破碎处理。上述无尘室的最高洁净等级可以达到10级(即:在无尘室的环境之内,每立方尺最多只有10颗粉尘)。而在洁净的环境下,对废弃的玻璃面板进行破碎,容易产生扬尘污染无尘室,破碎后的碎玻璃难以清理搬运,易在搬运过程中产生二次污染。
技术实现要素:
3.针对现有技术的上述缺陷或不足,本发明提供了一种玻璃废弃系统,以解决现有技术中的玻璃废弃易粉尘污染和碎玻璃难以搬运的技术问题。
4.为了实现上述目的,本发明提供一种玻璃废弃系统,其中,所述玻璃废弃系统包括:绞碎装置,包括输送机构、绞碎器以及除尘器,所述输送机构用于将玻璃面板输送至所述绞碎器的入料口,所述绞碎器用于绞碎所述玻璃面板,所述除尘器的除尘口与所述入料口密封连接;回收装置,位于所述绞碎装置的下方,所述回收装置包括至少两个回收器,所述回收器通过落料管道与所述绞碎器的出料口密封连接,所述落料管道内均设置有用于打开或关闭所述落料管道的闸板。
5.在本发明实施例中,所述绞碎装置还包括机架、上料机构以及抓取机构,所述上料机构和所述输送机构均安装于所述机架,所述输送机构位于所述对上料机构和所述抓取机构之间,所述对上料机构用于承载所述玻璃面板并定位和对齐所述玻璃面板,所述抓取机构用于抓取所述上料机构承载的玻璃面板,并将所述玻璃面板放置于所述输送机构。
6.在本发明实施例中,所述上料机构包括:卡匣,所述卡匣用于承放多个依次叠放的所述玻璃面板;定位组件,安装于所述机架的上安装面,所述定位组件包括浮动托料单元和安装于所述浮动托料单元上方的对中夹紧单元,所述浮动托料单元用于承载所述卡匣,所述对中夹紧单元用于对中并夹紧所述卡匣内的所述玻璃面板。
7.在本发明实施例中,所述抓取机构包括机械臂和与所述机械臂连接的真空吸盘,所述机械臂用于驱动所述真空吸盘吸附所述卡匣内的所述玻璃面板。
8.在本发明实施例中,所述抓取机构还包括控制器和安装于所述机械臂的玻璃检测传感器,所述机械臂和所述玻璃检测传感器均与所述控制器电连接,所述控制器被配置为根据所述玻璃检测传感器的检测信号控制所述机械臂驱动所述真空吸盘。
9.在本发明实施例中,所述上料机构还包括安装于所述机架的扫描器,所述扫描器用于扫描所述卡匣内的所述玻璃面板并将扫描数据发送至所述控制器。
10.在本发明实施例中,所述输送机构包括:多排传输辊道,用于输送所述玻璃面板,所述传输辊道包括空心轴和套接于所述空心轴外的滚轮;升降器,设置于两个所述滚轮之
间并能相对所述传输辊道升降,所述升降器用于承载所述抓取机构抓取的所述玻璃面板。
11.在本发明实施例中,所述输送机构还包括位于所述多排传输辊道尾端的切割取样单元,所述切割取样单元用于对所述传输辊道输送的玻璃面板切割和取样。
12.在本发明实施例中,所述绞碎器包括铰刀轴和多道铰刀,多道所述铰刀沿所述铰刀轴的径向设置于所述铰刀轴。
13.在本发明实施例中,所述闸板铰接于所述落料管道的内管壁,所述回收装置还包括用于驱动所述闸板旋转的驱动按钮;和/或,各落料管道的上端通过主管与所述绞碎器的出料口密封连接。
14.通过上述技术方案,本发明实施例所提供的玻璃废弃系统具有如下的有益效果:
15.在采用玻璃废弃系统进行玻璃面板废弃时,可通过输送机构将玻璃面板输送至绞碎器的入料口,绞碎器绞碎玻璃面板的同时,除尘器的除尘口与入料口密封连接,除尘器对产生绞碎玻璃面板产生的粉尘进行除尘,避免对无尘室造成污染,且回收器设置于绞碎器的正下方,玻璃面板的碎片依靠自身重力下落,并通过落料管道进入回收器内,大大方便了玻璃废弃系统的操作,且作业员可根据各个落料管道的满载情况打开或关闭对应的落料管道的闸板,使作业员能在玻璃废弃系统正常运作的情况下对已经满载的回收器进行搬运和清理。本发明中的绞碎装置和回收装置之间相互配合,可避免玻璃面板绞碎过程中产生的粉尘污染无尘车间,并能方便回收器内粉尘的清理和搬运。
16.本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
17.附图是用来提供对本发明的理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
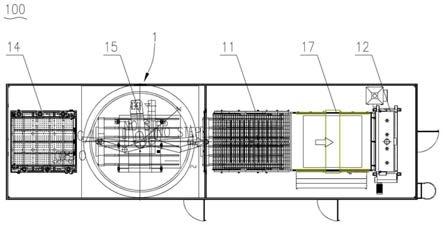
18.图1是根据本发明一实施例中玻璃废弃系统的俯视结构示意图;
19.图2是根据本发明一实施例中回收装置的结构示意图;
20.图3是根据本发明一实施例中回收装置的结构示意图;
21.图4是根据本发明一实施例中上料机构的结构示意图;
22.图5是根据本发明一实施例中抓取机构的结构示意图;
23.图6是根据本发明一实施例中输送机构的结构示意图;
24.图7是根据本发明一实施例中绞碎器和除尘器的装配结构示意图;
25.图8是根据本发明一实施例中玻璃废弃系统的工作流程示意图。
26.附图标记说明
27.标号名称标号名称100玻璃废弃系统151机械臂1绞碎装置152真空吸盘11输送机构153玻璃检测传感器111传输辊道154机器人112升降器16机架12绞碎器17切割取样单元13除尘器2回收装置
14上料机构21回收器141卡匣22落料管道142定位组件221闸板143浮动托料单元23主管144对中夹紧单元24驱动按钮145扫描器200玻璃面板15抓取机构
ꢀꢀ
具体实施方式
28.以下结合附图对本发明的具体实施例进行详细说明。应当理解的是,此处所描述的具体实施例仅用于说明和解释本发明,并不用于限制本发明。
29.下面参考附图描述根据本发明的玻璃废弃系统。
30.如图1、图2、图7以及图8所示,在本发明的实施例中,提供一种玻璃废弃系统100,其中,玻璃废弃系统100包括绞碎装置1和回收装置2;绞碎装置1包括输送机构11、绞碎器12以及除尘器13,输送机构11用于将玻璃面板200输送至绞碎器12的入料口,绞碎器12用于绞碎玻璃面板200,除尘器13的除尘口与入料口密封连接;回收装置2位于绞碎装置1的下方,回收装置2包括至少两个回收器21,回收器21通过落料管道22与绞碎器12的出料口密封连接,落料管道22内均设置有用于打开或关闭落料管道22的闸板221。
31.需要说明的是,本实施例中的除尘器13可采用负压除尘器13,在一实施例中,回收装置2设置于清理楼层,绞碎装置1设置于高于清理楼层的高阶楼层,落料管道22穿过楼层板设置。
32.在采用本实施例中的玻璃废弃系统100进行玻璃面板200废弃时,可通过输送机构11将玻璃面板200输送至绞碎器12的入料口,入料口打开,绞碎器12绞碎玻璃面板200的同时,除尘器13的除尘口与入料口密封连接,除尘器13对产生绞碎玻璃面板200产生的粉尘进行除尘,避免对无尘室造成污染,且回收器21设置于绞碎器12的正下方,玻璃面板200的碎片依靠自身重力下落,并通过落料管道22进入回收器21内,避免了需要外力将粉尘运输至回收器21的情况,大大方便了玻璃废弃系统100的操作,且作业员可根据各个落料管道22的满载情况打开或关闭对应的落料管道22的闸板221,使作业员能在玻璃废弃系统100正常运作的情况下对已经满载的回收器21进行搬运和清理,可避免因粉尘清理而运作停滞的情况。本实施例中的绞碎装置1和回收装置2之间相互配合,可避免玻璃面板200绞碎过程中产生的粉尘污染无尘车间,并能方便回收器21内粉尘的清理和搬运。
33.在本发明实施例中,绞碎装置1还包括机架16、上料机构14以及抓取机构15,上料机构14和输送机构11均安装于机架16,输送机构11位于对上料机构14和抓取机构15之间,对上料机构14用于承载玻璃面板200并定位和对齐玻璃面板200,抓取机构15用于抓取上料机构14承载的玻璃面板200,并将玻璃面板200放置于输送机构11。为方便制造,本实施例中的机架16可采用铝型材或碳钢材料制件,并在机架16的下方设有多个支脚,可提高机架16的稳定性。可先将玻璃面板200搬运至上料机构14,通过对上料机构14对玻璃面板200定位和对齐,可方便抓取机构15对玻璃面板200的抓取,并实现搬运至输送机构11,完成玻璃面板200的精确上料和输送,提高玻璃废弃系统100运作高效性。
34.如图3所示,在一实施例中,上料机构14包括卡匣141和定位组件142卡匣141用于承放多个依次叠放的玻璃面板200;定位组件142安装于机架16的上安装面,定位组件142包括浮动托料单元143和安装于浮动托料单元143上方的对中夹紧单元144,浮动托料单元143用于承载卡匣141,对中夹紧单元144用于对中并夹紧卡匣141内的玻璃面板200。本实施例中通过浮动托料单元143和对中夹紧单元144,可避免玻璃面板200在上料过程中破碎已经相互交错砸碎的情况,配合抓取上料机构14,能精确抓取卡匣141内的玻璃面板200。
35.在本发明实施例中,抓取机构15包括机械臂151和与机械臂151连接的真空吸盘152,机械臂151用于驱动真空吸盘152吸附卡匣141内的玻璃面板200。本实施例中通过真空吸附的方式对玻璃面板200进行抓取并搬运至输送机构11,结构简单且便于控制。如图4所示,在本发明实施例中,抓取机构15还包括控制器和安装于机械臂151的玻璃检测传感器153,机械臂151和玻璃检测传感器153均与控制器电连接,控制器被配置为根据玻璃检测传感器153的检测信号控制机械臂151驱动真空吸盘152。本实施例中的机械臂151可采用碳纤维材料制件,机械臂151和控制器可安装于六轴标准型机器人154,本实施例中的玻璃检测传感器153结合对中夹紧单元144,可进一步提高玻璃面板200的抓取精确性。
36.在本发明实施例中,上料机构14还包括安装于机架16的扫描器145,扫描器145用于扫描卡匣141内的玻璃面板200并将扫描数据发送至控制器。本实施例中可通过扫描器145对废弃玻璃面板200记录账料信息,以方便后续生产过程中数据的核对,提高了玻璃废弃系统100的自动化和人性化。
37.如图5所示,在本发明实施例中,输送机构11包括多排传输辊道111和升降器112;多排传输辊道111用于输送玻璃面板200,传输辊道111包括空心轴和套接于空心轴外的滚轮;升降器112设置于两个滚轮之间并能相对传输辊道111升降,升降器112用于承载抓取机构15抓取的玻璃面板200。机械臂151将玻璃面板200搬运至输送机构11时,升降器112提前上升,避让机械臂151,机械臂151退走后,升降器112下降,把玻璃面板200释放到传输辊道111,滚轮旋转,把玻璃面板200输送至绞碎器12的入料口,本实施例中的升降器112可方便玻璃面板200的搬运和输送。
38.在本发明实施例中,输送机构11还包括位于多排传输辊道111尾端的切割取样单元17,切割取样单元17用于对传输辊道111输送的玻璃面板200切割和取样。把玻璃面板200传输到切割取样单元17上,切割取样单元17可根据生产需要判断是否切割取样,如果无需取样,则玻璃面板200被传输到绞碎器12的入料口,如果需要取样,则切割取样单元17进行切割和取样操作,并对切割和取样数据进行记录和存储,以方便后续对玻璃面板200废弃原因的分析。
39.在本发明实施例中,绞碎器12包括铰刀轴和多道铰刀,多道铰刀沿铰刀轴的径向设置于铰刀轴,玻璃面板200的绞碎过程中多道铰刀共同配合旋转,可加速玻璃面板200的绞碎。如图6所示,闸板221铰接于落料管道22的内管壁,回收装置2还包括用于驱动闸板221旋转的驱动按钮24;并且,各落料管道22的上端通过主管23与绞碎器12的出料口密封连接。由作业员判断是否启用相应的回收器21操作驱动按钮24,驱动闸板221旋转,打开或关闭相应的落料管道22,使相应的回收器21进行粉尘回收,提高玻璃废弃系统100的操作便利性,且落料管道22的上端通过主管23与绞碎器12的出料口密封连接,简化回收装置2和绞碎装置1的连接结构,避免回收装置2和绞碎装置1之间出现泄露粉尘的情况。
40.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
41.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
42.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
43.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1