一种牵引机构及其包装容器内部全方位冲刷装置的制作方法
1.本实用新型涉及一种冲刷部件及其冲刷装置,尤其涉及一种牵引机构及其包装容器内部全方位冲刷装置。
背景技术:
2.钢桶、塑料桶是重要的化工产品包装容器。容器内含有的化工产品来源广,成份复杂,具有腐蚀性、毒性等特性。随着循环经济发展,化工包装容器清洗后再利用成为发展趋势。但是清洗后洁净度是确定清洗洁净与否的重要指标。目前的湿法清洗主要通过溶剂进行清洗,清洗后残留物仍然缺乏快速有效的检测手段和标准,影响了包装容器清洗产业的健康发展。其根本原因是包装容器口小肚大,检测仪无法直接置入包装容器对残留物进行检测,因此,目前还没有一种对清洗后包装容器洁净度进行测试的方法及其系统。申请人对专利文献进行了检索,也没有检索到有关对清洗后包装容器洁净度进行测试的方法及其系统。
3.为了能对清洗后包装容器洁净度进行测试,本技术人投入了大量的人力、物力、财力进行科学研究和科学实验,克服了重重困难,取得了开创性的成果,最终,得到了发明创造:一种清洗后包装容器洁净度的测试方法及其测试系统。该方法是:先检测出清洗剂溶液的洗前清洗剂浓度,再将清洗剂溶液注入清洗后的包装容器内,使该包装容器内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷,将该包装容器内含有残余物的清洗剂溶液排出,然后,检测含有残余物的清洗剂溶液的洗后清洗剂浓度,所述洗前清洗剂浓度与所述洗后清洗剂浓度的比值为该包装容器的洁净度。该系统是:包括溶液罐、液相色谱仪和包装容器内部全方位冲刷装置。本发明创造不需要将检测仪置入包装容器内就可有效地检测出清洗后包装容器的洁净度。
4.其中,包装容器内部全方位冲刷装置是关键部分。
5.包装容器通常较多,冲刷效率很重要。如何高效地牵引包装容器进行全方位冲刷?
6.为了确保测试精度,需要对包装容器内部全方位冲刷。如何对包装容器内部进行全方位冲刷?
7.包装容器有多种规格。如何对不同规格的包装容器内部进行全方位冲刷?
8.包装容器通常较大,不宜手动冲刷。如何驱动包装容器进行全方位冲刷?
9.以上技术问题都是本发明创造的技术方案要解决的技术问题。
技术实现要素:
10.本实用新型要解决的第一个技术问题是提供一种牵引机构,该牵引机构可以高效地牵引包装容器,对包装容器内部进行全方位冲刷。
11.本实用新型要解决的第二个技术问题是提供一种包装容器内部全方位冲刷装置,该装置可以高效地牵引包装容器,对包装容器内部进行全方位冲刷。
12.就冲刷部件而言,为了解决上述第一个技术问题,本实用新型提供了一种牵引机
构,包括两个牵引轴;
13.两个所述牵引轴通过牵引件同轴转动连接;
14.两个所述牵引轴分别固定有滚动轮;
15.所述滚动轮的直径小于包装容器的直径。
16.作为本技术方案的各种改进如下所述。
17.所述牵引机构用于牵引包装容器箱;
18.两个所述牵引轴分别通过轴承与所述牵引件转动连接;
19.两个所述滚动轮至少有一个通过可伸缩键轴与所述牵引轴周向固定伸缩连接;
20.所述牵引件的形状呈矩形框架体;
21.两个所述牵引轴分别设置在所述牵引件两个宽边的中部;
22.所述牵引件两个长边的中部分别设置有转动接头;
23.所述滚动轮的侧面是光面或毛面或齿面;
24.所述滚动轮的侧面沿周向设置有凹槽;
25.所述凹槽的截面形状呈半圆形、半椭圆形、矩形或梯形;
26.两个所述牵引轴的内端与所述滚动体固定连接;
27.两个所述滚动轮分别与所述第一导轨和所述第二导轨滚动连接。
28.本实用新型的导轨与现有技术相比具有以下有益效果。
29.1、本技术方案由于采用了两个牵引轴;两个所述牵引轴通过牵引件同轴转动连接;两个所述牵引轴分别固定有滚动轮的技术手段,滚动轮的直径小于包装容器的直径,所以,该牵引机构不但可以提高包装容器运动的稳定性,而且,还可以大大增加包装容器的转动周数,大大提高对包装容器的冲刷效率。
30.2、本技术方案由于采用了两个所述牵引轴分别通过轴承与所述牵引件转动连接的技术手段,所以,大大增加了牵引轴与牵引件之间转动的灵活性。
31.3、本技术方案由于采用了两个所述滚动轮至少有一个通过可伸缩键轴与所述牵引轴周向固定伸缩连接的技术手段,所以,即使两个导轨之间的距离发生变化,包装容器也可正常运动。
32.4、本技术方案由于采用了所述牵引件的形状呈矩形框架体;两个所述牵引轴分别设置在所述牵引件两个宽边的中部的技术手段,所以,可确保牵引机构受力均衡。
33.5、本技术方案由于采用了所述牵引件两个长边的中部分别设置有转动接头的技术手段,所以,可以大大减小线型柔性牵引件的扭转,延长线型柔性牵引件的使用寿命。
34.6、本技术方案由于采用了所述滚动轮的侧面是光面(有利于减少滚动轮的磨损)或毛面(有利于包装容器的转动)或齿面(更有利于包装容器的转动)的技术手段,所以,可以根据不同客户的需求生产出多种牵引机构。
35.7、本技术方案由于采用了所述滚动轮的侧面沿周向设置有凹槽;所述凹槽的截面形状呈半圆形、半椭圆形、矩形或梯形的技术手段,所以,有利于防止脱轨现象的发生。
36.就冲刷装置而言,为了解决上述第二个技术问题,本实用新型提供了一种包装容器内部全方位冲刷装置,
37.包括导轨、驱动机构和包装容器箱;
38.所述导轨包括第一导轨和第二导轨;
39.所述包装容器箱与所述第一导轨和所述第二导轨滚动连接;
40.所述包装容器箱与所述驱动机构驱动连接;或者,
41.所述包装容器箱通过牵引机构与所述第一导轨和所述第二导轨滚动连接;
42.所述包装容器箱通过所述牵引机构与所述驱动机构驱动连接;
43.所述牵引机构是前面所述的牵引机构。
44.本实用新型的包装容器内部全方位冲刷装置与现有技术相比具有以下有益效果。
45.本技术方案由于采用了所述牵引机构是前面所述的牵引机构的技术手段,所以,该包装容器内部全方位冲刷装置不但可以提高包装容器运动的稳定性,而且,还可以大大增加包装容器的转动周数,大大提高对包装容器的冲刷效率,有利于推广应用。
附图说明
46.下面结合附图和具体实施方式对本实用新型的牵引机构及其包装容器内部全方位冲刷装置作进一步的详细描述。
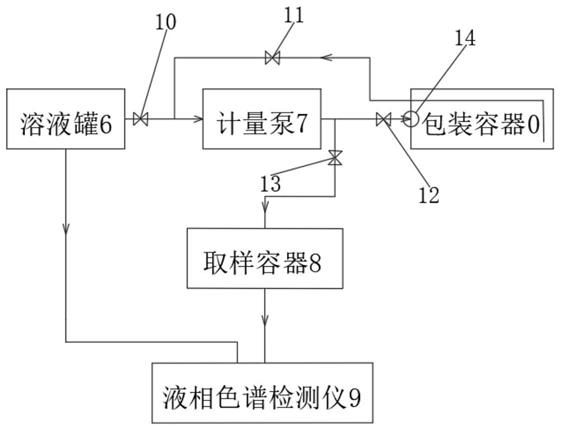
47.图1为本实施方式清洗后包装容器洁净度的测试方法的流程及其测试系统连接结构的示意图。
48.图2为本实施方式第一种包装容器内部全方位冲刷装置的主视结构示意图。
49.图3为本实施方式第一种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨中段)。
50.图4为本实施方式第一种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨左段)。
51.图5为本实施方式第二种包装容器内部全方位冲刷装置的主视结构示意图。
52.图6为本实施方式第二种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨中段)。
53.图7为本实施方式第二种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨左段)。
54.图8为本实施方式第一种驱动机构的主视结构示意图。
55.图9为本实施方式第一种驱动机构的俯视结构示意图。
56.图10为本实施方式第三种包装容器内部全方位冲刷装置的主视结构示意图。
57.图11为本实施方式第三种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨中段)。
58.图12为本实施方式第三种包装容器内部全方位冲刷装置的左视结构示意图(包装容器位于导轨左段)。
59.图13为本实施方式第一种牵引机构的俯视结构示意图。
60.图14为本实施方式第二种牵引机构的俯视结构示意图。
61.图15为本实施方式第二种驱动机构的主视结构示意图。
62.图16为本实施方式第二种驱动机构的俯视结构示意图。
63.图17为本实施方式的导轨与滚动轮第一种连接方式的剖视结构示意图。
64.图18为本实施方式的导轨与滚动轮第二种连接方式的剖视结构示意图。
65.图19为本实施方式的导轨与滚动轮第三种连接方式的剖视结构示意图。
66.图20为本实施方式的导轨与滚动轮第四种连接方式的剖视结构示意图。
67.图21为本实施方式的导轨与滚动轮第五种连接方式的剖视结构示意图。
68.图22为本实施方式包装容器箱的主视结构示意图(打开状态)。
69.图23为本实施方式包装容器箱的仰视结构示意图(打开状态)。
70.图24为本实施方式第一种轴向定位部件的主视结构示意图。
71.图25为本实施方式第一种轴向定位部件的主视结构示意图。
72.图26为本实施方式周向定位部件的仰视结构示意图。
73.附图标记说明如下。
74.0~包装容器;
[0075]0‑
1~液面;
[0076]
1~第一导轨;
[0077]1‑
1~第一导轨左段;
[0078]1‑
2~第一导轨中段;
[0079]1‑
3~第一导轨右段;
[0080]
2~第二导轨;
[0081]2‑
1~第二导轨左段;
[0082]2‑
2~第二导轨中段;
[0083]2‑
3~第二导轨右段;
[0084]
3~驱动机构;
[0085]3‑
1~线型柔性牵引件;
[0086]3‑
2~导向部件;
[0087]3‑
3~张紧导向部件;
[0088]3‑
4~驱动部件;
[0089]3‑
5~固定座;
[0090]3‑
6~行程开关;
[0091]
4~包装容器箱;
[0092]4‑
1~箱体;
[0093]4‑
2~箱盖;
[0094]4‑
3~合页;
[0095]4‑
4~锁;
[0096]4‑
5~定位槽;
[0097]4‑
6~轴向定位部件;
[0098]4‑
7~周向定位部件;
[0099]
5~牵引机构;
[0100]5‑
1~牵引轴;
[0101]5‑
2~滚动轮;
[0102]5‑
3~轴承;
[0103]5‑
4~牵引件;
[0104]5‑
5~转动接头;
[0105]5‑
6~可伸缩键轴;
[0106]
6~溶液罐;
[0107]
7~计量泵;
[0108]
8~取样容器;
[0109]
9~液相色谱检测仪;
[0110]
10~第一阀门;
[0111]
11~第二阀门;
[0112]
12~第三阀门;
[0113]
13~第四阀门;
[0114]
14~高压喷头。
具体实施方式
[0115]
如图2至图26所示,
[0116]
本实施方式提供了一种包装容器内部全方位冲刷装置,
[0117]
包括导轨、驱动机构3和包装容器箱4;
[0118]
所述导轨包括第一导轨1和第二导轨2;
[0119]
所述包装容器箱4与所述第一导轨1和所述第二导轨2滚动连接;
[0120]
所述包装容器箱4与所述驱动机构3驱动连接。
[0121]
当然,也可以是,
[0122]
所述包装容器箱4通过牵引机构5与所述第一导轨1和所述第二导轨2滚动连接;
[0123]
所述包装容器箱4通过所述牵引机构5与所述驱动机构3驱动连接。
[0124]
如图13所示,
[0125]
所述牵引机构5包括两个牵引轴5
‑
1。
[0126]
两个所述牵引轴5
‑
1通过牵引件5
‑
4同轴转动连接。
[0127]
两个所述牵引轴5
‑
1分别固定有滚动轮5
‑
2。
[0128]
本实施方式由于采用了所述牵引机构包括两个牵引轴;两个所述牵引轴通过牵引件同轴转动连接;两个所述牵引轴分别固定有滚动轮的技术手段,滚动轮的直径小于包装容器的直径,所以,该牵引机构不但可以提高包装容器运动的稳定性,而且,还可以大大增加包装容器的转动周数,大大提高对包装容器的冲刷效率。
[0129]
作为本实施方式的各种改进详述如下。
[0130]
两个所述牵引轴5
‑
1分别通过轴承5
‑
3与所述牵引件5
‑
4转动连接。
[0131]
本实施方式由于采用了两个所述牵引轴分别通过轴承与所述牵引件转动连接的技术手段,所以,大大增加了牵引轴与牵引件之间转动的灵活性。
[0132]
如图14所示,
[0133]
两个所述滚动轮5
‑
2至少有一个通过可伸缩键轴5
‑
6与所述牵引轴5
‑
1周向固定伸缩连接。
[0134]
本实施方式由于采用了两个所述滚动轮至少有一个通过可伸缩键轴与所述牵引轴周向固定伸缩连接的技术手段,所以,即使两个导轨之间的距离发生变化,包装容器也可正常运动。
[0135]
所述牵引件5
‑
4的形状呈矩形框架体。
[0136]
两个所述牵引轴5
‑
1分别设置在所述牵引件5
‑
4两个宽边的中部。
[0137]
本实施方式由于采用了所述牵引件的形状呈矩形框架体;两个所述牵引轴分别设置在所述牵引件两个宽边的中部的技术手段,所以,可确保牵引机构受力均衡。
[0138]
所述牵引件5
‑
4两个长边的中部分别设置有转动接头5
‑
5。
[0139]
本实施方式由于采用了所述牵引件两个长边的中部分别设置有转动接头的技术手段,所以,可以大大减小线型柔性牵引件的扭转,延长线型柔性牵引件的使用寿命。
[0140]
所述滚动轮5
‑
2的侧面是光面或毛面或齿面。
[0141]
本实施方式由于采用了所述滚动轮的侧面是光面(有利于减少滚动轮的磨损)或毛面(有利于包装容器的转动)或齿面(更有利于包装容器的转动)的技术手段,所以,可以根据不同客户的需求生产出多种牵引机构。
[0142]
所述滚动轮5
‑
2的侧面沿周向设置有凹槽。
[0143]
如图17至图21所示,
[0144]
所述凹槽的截面形状呈半圆形、半椭圆形、矩形或梯形。
[0145]
两个所述牵引轴5
‑
1的内端与所述滚动体固定连接。
[0146]
两个所述滚动轮5
‑
2分别与所述第一导轨1和所述第二导轨2滚动连接。
[0147]
本实施方式由于采用了所述滚动轮的侧面沿周向设置有凹槽;所述凹槽的截面形状呈半圆形、半椭圆形、矩形或梯形的技术手段,所以,有利于防止脱轨现象的发生。
[0148]
如图2至图4、图5至图7、图10至图12所示,
[0149]
所述第一导轨1和所述第二导轨2分开并置。
[0150]
所述第一导轨1和所述第二导轨2至少有一个在全长不同位置的高度不都相同。
[0151]
所述第一导轨1和所述第二导轨2之间在全长不同位置的高度差不都相同。
[0152]
本实施方式由于采用了所述第一导轨和所述第二导轨分开并置;所述第一导轨和所述第二导轨至少有一个在全长不同位置的高度不都相同;所述第一导轨和所述第二导轨之间在全长不同位置的高度差不都相同的技术手段,所以,该导轨可以使包装容器同时作移动、转动和摆动,可以对包装容器的侧壁、顶壁和底壁进行有效的冲刷。
[0153]
作为本实施方式的各种改进详述如下。
[0154]
所述导轨用于冲刷包装容器;
[0155]
所述第一导轨1和所述第二导轨2至少有一个是弯导轨。
[0156]
所述弯导轨是上弯导轨、下弯导轨或上下弯导轨。
[0157]
本实施方式由于采用了所述第一导轨和所述第二导轨至少有一个是弯导轨;所述弯导轨是上弯导轨、下弯导轨或上下弯导轨的技术手段,所以,可以根据不同客户的需求生产出多种导轨。
[0158]
所述弯导轨是圆柱型螺旋弯导轨。
[0159]
所述圆柱型螺旋弯导轨是围绕圆柱面螺旋弯曲形成的导轨。
[0160]
本实施方式由于采用了所述弯导轨是圆柱型螺旋弯导轨;所述圆柱型螺旋弯导轨是围绕圆柱面螺旋弯曲形成的导轨的技术手段,所以,可确保第一导轨和第二导轨之间的距离处处相等。
[0161]
所述圆柱型螺旋弯导轨是粗圆柱型螺旋弯导轨或细圆柱型螺旋弯导轨。
[0162]
所述粗圆柱的半径等于所述第一导轨1和所述第二导轨2之间的距离。
[0163]
所述细圆柱的直径等于所述第一导轨1和所述第二导轨2之间的距离。
[0164]
所述弯导轨是粗圆柱型螺旋上弯导轨、粗圆柱型螺旋下弯导轨、粗圆柱型螺旋上下弯导轨、细圆柱型螺旋上弯导轨、细圆柱型螺旋下弯导轨和细圆柱型螺旋上下弯导轨中的一种。
[0165]
本实施方式由于采用了所述圆柱型螺旋弯导轨是粗圆柱型螺旋弯导轨(有利于降低生产成本)或细圆柱型螺旋弯导轨(可确保第一导轨和第二导轨等长,有利于包装容器顺利转动);所述粗圆柱的半径等于所述第一导轨和所述第二导轨之间的距离;所述细圆柱的直径等于所述第一导轨和所述第二导轨之间的距离;所述弯导轨是粗圆柱型螺旋上弯导轨、粗圆柱型螺旋下弯导轨、粗圆柱型螺旋上下弯导轨、细圆柱型螺旋上弯导轨、细圆柱型螺旋下弯导轨和细圆柱型螺旋上下弯导轨中的一种的技术手段,所以,可以根据实际情况生产出多种导轨。
[0166]
所述第一导轨1和所述第二导轨2的侧面是光面或毛面或齿面。
[0167]
本实施方式由于采用了所述第一导轨和所述第二导轨的侧面是光面(有利于减少导轨的磨损)或毛面(有利于包装容器的转动)或齿面(更有利于包装容器的转动)的技术手段,所以,可以根据不同客户的需求生产出多种导轨。
[0168]
如图17至图21所示,
[0169]
所述第一导轨1和所述第二导轨2的横截面形状呈直角形、圆形、椭圆形、矩形、梯形、“凹”字形。
[0170]
本实施方式由于采用了所述第一导轨和所述第二导轨的横截面形状呈直角形、圆形、椭圆形、矩形、梯形、“凹”字形的技术手段,所以,有利于防止脱轨现象的发生。
[0171]
所述第一导轨1视为三段。
[0172]
三段所述第一导轨1分别是第一导轨左段1
‑
1、第一导轨中段1
‑
2和第一导轨右段1
‑
3。相应地,
[0173]
所述第二导轨2视为三段。
[0174]
三段所述第二导轨2分别是第二导轨左段2
‑
1、第二导轨中段2
‑
2和第二导轨右段2
‑
3。
[0175]
所述第二导轨左段2
‑
1从右向左逐渐高于所述第一导轨左段1
‑
1。
[0176]
所述第二导轨右段2
‑
3从左向右逐渐低于所述第一导轨右段1
‑
3。
[0177]
所述第二导轨中段2
‑
2平行于所述第一导轨中段1
‑
2。
[0178]
当然,也可以是,省去所述第二导轨中段2
‑
2和所述第一导轨中段1
‑
2。
[0179]
所述第一导轨1视为两段。
[0180]
两段所述第一导轨1分别是第一导轨左段和第一导轨右段。相应地,
[0181]
所述第二导轨2视为两段。
[0182]
两段所述第二导轨2分别是第二导轨左段和第二导轨右段。
[0183]
所述第一导轨左段1
‑
1的长度、所述第一导轨中段1
‑
2的长度、所述第一导轨右段1
‑
3的长度、所述第二导轨左段2
‑
1的长度、所述第二导轨中段2
‑
2的长度、所述第二导轨右段2
‑
3的长度相等。
[0184]
本实施方式由于采用了所述第一导轨视为三段;三段所述第一导轨分别是第一导
轨左段、第一导轨中段和第一导轨右段;相应地,所述第二导轨视为三段;三段所述第二导轨分别是第二导轨左段、第二导轨中段和第二导轨右段;所述第二导轨左段从右向左逐渐高于所述第一导轨左段;所述第二导轨右段从左向右逐渐低于所述第一导轨右段;所述第二导轨中段平行于所述第一导轨中段;所述第一导轨左段的长度、所述第一导轨中段的长度、所述第一导轨右段的长度、所述第二导轨左段的长度、所述第二导轨中段的长度、所述第二导轨右段的长度相等的技术手段,所以,有利于对包装容器的内壁进行均匀的冲刷。
[0185]
本实施方式由于采用了所述第一导轨视为两段;两段所述第一导轨分别是第一导轨左段和第一导轨右段;相应地,所述第二导轨视为两段;两段所述第二导轨分别是第二导轨左段和第二导轨右段的技术手段,所以,有利于减少导轨的占用空间,降低生产成本。
[0186]
如图2至图4所示,
[0187]
所述第一导轨1是直导轨。
[0188]
所述第二导轨2是粗圆柱型螺旋上下弯导轨。
[0189]
本实施方式由于采用了所述第一导轨是直导轨;所述第二导轨是粗圆柱型螺旋上下弯导轨的技术手段,所以,导轨生产成本较低。
[0190]
如图5至图7所示,
[0191]
所述第一导轨1是粗圆柱型螺旋下弯导轨。
[0192]
所述第二导轨2是粗圆柱型螺旋上弯导轨。
[0193]
本实施方式由于采用了所述第一导轨是粗圆柱型螺旋下弯导轨;所述第二导轨是粗圆柱型螺旋上弯导轨的技术手段,所以,包装容器转动顺利。
[0194]
如图10至图12所示,
[0195]
所述第一导轨1是细圆柱型螺旋上下弯导轨。
[0196]
所述第二导轨2是细圆柱型螺旋上下弯导轨。
[0197]
本实施方式由于采用了所述第一导轨是细圆柱型螺旋上下弯导轨;所述第二导轨是细圆柱型螺旋上下弯导轨的技术手段,所以,包装容器转动更顺利。
[0198]
如图8至图9、图15至图16所示,
[0199]
所述驱动机构3包括线型柔性牵引件3
‑
1、导向部件3
‑
2、张紧导向部件3
‑
3、驱动部件3
‑
4。
[0200]
所述驱动部件3
‑
4通过所述线型柔性牵引件3
‑
1依次绕经所述张紧导向部件3
‑
3、所述导向部件3
‑
2与滚动体驱动连接。
[0201]
本实施方式由于采用了所述驱动机构包括线型柔性牵引件、导向部件、张紧导向部件、驱动部件;所述驱动部件通过所述线型柔性牵引件依次绕经所述张紧导向部件、所述导向部件与滚动体驱动连接的技术手段,所以,所以,该驱动机构在导轨的作用下可以使包装容器同时作移动、转动和摆动,可以对包装容器的侧壁、顶壁和底壁进行有效的冲刷。
[0202]
作为本实施方式的各种改进详述如下。
[0203]
所述滚动体是包装容器或包装容器箱;
[0204]
所述驱动部件3
‑
4有一个。
[0205]
所述导向部件3
‑
2有两个。
[0206]
所述张紧导向部件3
‑
3有两个。
[0207]
两个所述导向部件3
‑
2沿着水平方向分布。
[0208]
两个所述张紧导向部件3
‑
3沿着水平方向分布。
[0209]
两个所述张紧导向部件3
‑
3分别位于两个所述导向部件3
‑
2的下方。
[0210]
所述驱动部件3
‑
4位于两个所述张紧导向部件3
‑
3的下方中部。
[0211]
两个所述导向部件3
‑
2、两个所述张紧导向部件3
‑
3和所述驱动部件3
‑
4位于同一垂直中平面内。
[0212]
所述驱动部件3
‑
4与电机驱动连接。
[0213]
本实施方式由于采用了所述驱动部件有一个;所述导向部件有两个;所述张紧导向部件有两个;两个所述导向部件沿着水平方向分布;两个所述张紧导向部件沿着水平方向分布;两个所述张紧导向部件分别位于两个所述导向部件的下方;所述驱动部件位于两个所述张紧导向部件的下方中部;两个所述导向部件、两个所述张紧导向部件和所述驱动部件位于同一垂直中平面内;所述驱动部件与电机驱动连接的技术手段,所以,只用一个电机就可驱动包装容器同时作移动、转动和摆动。
[0214]
如图8至图9所示,
[0215]
所述线型柔性牵引件3
‑
1有四个。
[0216]
四个所述线型柔性牵引件3
‑
1平均分为两组。
[0217]
两组所述线型柔性牵引件3
‑
1关于所述垂直中平面对称分布。
[0218]
一组所述线型柔性牵引件3
‑
1的一端与所述驱动部件3
‑
4连接。
[0219]
一组所述线型柔性牵引件3
‑
1在所述驱动部件3
‑
4绕置多周后依次绕过一个所述张紧导向部件3
‑
3和一个所述导向部件3
‑
2再兜过所述滚动体。
[0220]
一组所述线型柔性牵引件3
‑
1的另一端与一个固定座3
‑
5连接。
[0221]
另一组所述线型柔性牵引件3
‑
1的一端与所述驱动部件3
‑
4连接。
[0222]
另一组所述线型柔性牵引件3
‑
1在所述驱动部件3
‑
4绕置多周后依次绕过另一个所述张紧导向部件3
‑
3和另一个所述导向部件3
‑
2再兜过所述滚动体。
[0223]
另一组所述线型柔性牵引件3
‑
1的另一端与另一个固定座3
‑
5连接。
[0224]
两组所述线型柔性牵引件3
‑
1的进出口位于所述驱动部件3
‑
4的同侧。
[0225]
两组所述线型柔性牵引件3
‑
1的进出口方向相反。
[0226]
当所述滚动体为于中部时,
[0227]
多周所述线型柔性牵引件3
‑
1的长度与导轨长度的一半相应。
[0228]
本实施方式由于采用了所述线型柔性牵引件有一个或四个;四个所述线型柔性牵引件平均分为两组;两组所述线型柔性牵引件关于所述垂直中平面对称分布;一组所述线型柔性牵引件的一端与所述驱动部件连接;一组所述线型柔性牵引件在所述驱动部件绕置多周后依次绕过一个所述张紧导向部件和一个所述导向部件再兜过所述滚动体;一组所述线型柔性牵引件的另一端与一个固定座连接;另一组所述线型柔性牵引件的一端与所述驱动部件连接;另一组所述线型柔性牵引件在所述驱动部件绕置多周后依次绕过另一个所述张紧导向部件和另一个所述导向部件再兜过所述滚动体;另一组所述线型柔性牵引件的另一端与另一个固定座连接的技术手段,所以,有利于确保包装容器运动的稳定性。
[0229]
如图15至图16所示,
[0230]
所述线型柔性牵引件3
‑
1有一个。
[0231]
一个所述线型柔性牵引件3
‑
1的中部与所述驱动部件3
‑
4驱动连接。
[0232]
一个所述线型柔性牵引件3
‑
1的两端分别依次绕过所述张紧导向部件3
‑
3和所述导向部件3
‑
2后与牵引机构5连接。
[0233]
本实施方式由于采用了一个所述线型柔性牵引件的中部与所述驱动部件驱动连接;一个所述线型柔性牵引件的两端分别依次绕过所述张紧导向部件和所述导向部件后与牵引机构连接的技术手段,所以,有利于确保包装容器运动的灵活性。
[0234]
所述牵引机构5与所述滚动体连接。
[0235]
所述固定座3
‑
5设置有行程开关3
‑
6。
[0236]
所述行程开关3
‑
6通过控制器与所述电机电连接。
[0237]
本实施方式由于采用了所述固定座设置有行程开关;所述行程开关通过控制器与所述电机电连接的技术手段,所以,可以实现包装容器冲刷的自动化。
[0238]
所述线型柔性牵引件3
‑
1是绳、带或条。
[0239]
所述绳是钢丝绳或尼龙橡胶绳。
[0240]
所述带是尼龙橡胶带。
[0241]
所述尼龙橡胶带是尼龙橡胶平带或尼龙橡胶齿形带。
[0242]
所述条是链条。
[0243]
所述导向部件3
‑
2是导向辊或导向滑轮或导向齿轮或导向链轮。
[0244]
所述张紧导向部件3
‑
3是张紧导向辊或张紧导向滑轮或张紧导向齿轮或张紧导向链轮。
[0245]
所述驱动部件3
‑
4是驱动辊或驱动滑轮或驱动齿轮或驱动链轮。
[0246]
本实施方式由于采用了所述线型柔性牵引件是绳、带或条;所述绳是钢丝绳或尼龙橡胶绳;所述带是尼龙橡胶带;所述尼龙橡胶带是尼龙橡胶平带或尼龙橡胶齿形带;所述条是链条;所述导向部件是导向辊或导向滑轮或导向齿轮或导向链轮;所述张紧导向部件是张紧导向辊或张紧导向滑轮或张紧导向齿轮或张紧导向链轮;所述驱动部件是驱动辊或驱动滑轮或驱动齿轮或驱动链轮的技术手段,所以,可以根据实际情况生产出多种驱动机构。
[0247]
如图22至图26所示,
[0248]
所述滚动体是包装容器箱4。当然,也可以是包装容器0。
[0249]
所述包装容器箱4包括箱体4
‑
1和箱盖4
‑
2。
[0250]
所述箱体4
‑
1和所述箱盖4
‑
2的开口平行于或重合于所述包装容器箱4的轴线。
[0251]
所述箱体4
‑
1和所述箱盖4
‑
2内沿着所述包装容器箱4的轴线方向分别对应地分布有定位槽4
‑
5。
[0252]
所述箱体4
‑
1配置有轴向定位部件4
‑
6和周向定位部件4
‑
7。
[0253]
所述轴向定位部件4
‑
6和所述周向定位部件4
‑
7与所述定位槽4
‑
5插合连接。
[0254]
本实施方式由于采用了所述滚动体是包装容器箱;所述包装容器箱包括箱体和箱盖;所述箱体和所述箱盖的开口平行于或重合于所述包装容器箱的轴线;所述箱体和所述箱盖内沿着所述包装容器箱的轴线方向分别对应地分布有定位槽;所述箱体配置有轴向定位部件和周向定位部件;所述轴向定位部件和所述周向定位部件与所述定位槽插合连接的技术手段,所以,该包装容器箱可以容纳不同规格的包装容器,对不同规格的包装容器的内壁进行冲刷处理。
[0255]
作为本实施方式的各种改进详述如下。
[0256]
所述轴向定位部件4
‑
6有两个。
[0257]
所述周向定位部件4
‑
7有多对。
[0258]
每一对所述周向定位部件4
‑
7的孔径相同。
[0259]
不同对所述周向定位部件4
‑
7的孔径不同。
[0260]
两个所述轴向定位部件4
‑
6分别与包装容器的两端压接。
[0261]
每一对所述周向定位部件4
‑
7与包装容器的侧面套接。
[0262]
本实施方式由于采用了所述轴向定位部件有两个;所述周向定位部件有多对;每一对所述周向定位部件的孔径相同;不同对所述周向定位部件的孔径不同的技术手段,所以,可以确保对不同规格的包装容器进行稳定的固定。
[0263]
所述箱体4
‑
1和所述箱盖4
‑
2通过合页4
‑
3和锁4
‑
4连接。
[0264]
所述合页4
‑
3有两个。
[0265]
两个所述合页4
‑
3分别设置在所述箱体4
‑
1和所述箱盖4
‑
2一侧的两端。
[0266]
两个所述合页4
‑
3同轴并平行于所述包装容器箱4的轴线。
[0267]
所述锁4
‑
4有两个。
[0268]
两个所述锁4
‑
4的锁位分别设置在所述箱体4
‑
1和所述箱盖4
‑
2另一侧的两端。
[0269]
两个所述锁4
‑
4的锁位的连线平行于所述包装容器箱4的轴线。
[0270]
本实施方式由于采用了所述箱体和所述箱盖通过合页和锁连接;所述合页有两个;两个所述合页分别设置在所述箱体和所述箱盖一侧的两端;两个所述合页同轴并平行于所述包装容器箱的轴线;所述锁有两个;两个所述锁的锁位分别设置在所述箱体和所述箱盖另一侧的两端;两个所述锁的锁位的连线平行于所述包装容器箱的轴线的技术手段,所以,有利于提高包装容器箱的整体强度和刚度。
[0271]
所述箱体4
‑
1的两端中部分别沿径向向外凸出形成板头部。
[0272]
所述板头部是单层板结构。
[0273]
所述箱盖4
‑
2的两端中部分别沿径向向内凹入形成板口部。
[0274]
所述板口部是双层板结构。
[0275]
所述双层板之间的间隙与所述单层板的厚度相应。
[0276]
所述板头部卡入所述板口部内。
[0277]
本实施方式由于采用了所述箱体的两端中部分别沿径向向外凸出形成板头部;所述板头部是单层板结构;所述箱盖的两端中部分别沿径向向内凹入形成板口部;所述板口部是双层板结构;所述双层板之间的间隙与所述单层板的厚度相应;所述板头部卡入所述板口部内的技术手段,所以,有利于进一步提高包装容器箱的整体强度和刚度。
[0278]
所述包装容器箱4的横截面形状呈圆形或正方形。
[0279]
所述箱体4
‑
1的定位槽4
‑
5和所述箱盖4
‑
2的定位槽4
‑
5合成一个圆环形定位槽或合成一个方环形定位槽。
[0280]
所述轴向定位部件4
‑
6是轴向定位板或轴向定位杆。
[0281]
所述周向定位部件4
‑
7是周向定位环。
[0282]
所述轴向定位板是圆形轴向定位板或方形轴向定位板。
[0283]
所述轴向定位杆的长度与所述圆形横截面的直径或正方形横截面的边长相应。
[0284]
所述周向定位环是同心圆边圆孔环或同心方边圆孔环。
[0285]
所述包装容器箱4与所述第一导轨1和所述第二导轨2滚动连接。
[0286]
本实施方式由于采用了所述包装容器箱的横截面形状呈圆形或正方形;所述箱体的定位槽和所述箱盖的定位槽合成一个圆环形定位槽或合成一个方环形定位槽;所述轴向定位部件是轴向定位板或轴向定位杆;所述周向定位部件是周向定位环;所述轴向定位板是圆形轴向定位板或方形轴向定位板;所述轴向定位杆的长度与所述圆形横截面的直径或正方形横截面的边长相应;所述周向定位环是同心圆边圆孔环或同心方边圆孔环的技术手段,所以,可以根据不同客户的需求生产出多种包装容器箱。
[0287]
如图1所示,本实施方式提供了一种清洗后包装容器洁净度的测试方法,先检测出清洗剂溶液的洗前清洗剂浓度,再将清洗剂溶液注入清洗后的包装容器0内,使该包装容器0内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷,将该包装容器0内含有残余物的清洗剂溶液排出,然后,检测含有残余物的清洗剂溶液的洗后清洗剂浓度,所述洗前清洗剂浓度与所述洗后清洗剂浓度的比值为该包装容器0的洁净度。
[0288]
本实施方式由于采用了先检测出清洗剂溶液的洗前清洗剂浓度,再将清洗剂溶液注入清洗后的包装容器内,使该包装容器内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷,将该包装容器内含有残余物的清洗剂溶液排出,然后,检测含有残余物的清洗剂溶液的洗后清洗剂浓度,所述洗前清洗剂浓度与所述洗后清洗剂浓度的比值为该包装容器的洁净度的技术手段,所以,该方法不需要将检测仪置入包装容器内就可有效地检测出清洗后包装容器的洁净度。
[0289]
作为本实施方式的各种改进详述如下。
[0290]
如图1至图26所示,
[0291]
所述清洗剂0
‑
1是二甲苯。
[0292]
本实施方式由于采用了所述清洗剂是二甲苯的技术手段,所以,有利于降低检测成本。
[0293]
所述清洗剂溶液是清洗剂水溶液。
[0294]
本实施方式由于采用了所述清洗剂溶液是清洗剂水溶液的技术手段,所以,有利于进一步降低检测成本。
[0295]
所述清洗剂溶液置于溶液罐6中。
[0296]
本实施方式由于采用了所述清洗剂溶液置于溶液罐中的技术手段,所以,有利于安全操作。
[0297]
所述洗前清洗剂浓度是重量百分比浓度或重量体积浓度。相应地,
[0298]
所述洗后清洗剂浓度是重量百分比浓度或重量体积浓度。
[0299]
本实施方式由于采用了所述洗前清洗剂浓度是重量百分比浓度或重量体积浓度;相应地,所述洗后清洗剂浓度是重量百分比浓度或重量体积浓度的技术手段,所以,有利于提高检测结果的直观性。
[0300]
通过液相色谱检测仪9检测溶液罐6中的清洗剂溶液的洗前清洗剂浓度。
[0301]
本实施方式由于采用了通过液相色谱检测仪检测溶液罐中的清洗剂溶液的洗前清洗剂浓度的技术手段,所以,可以对检测结果进行标准化处理,提高检测结果的可比性。
[0302]
通过计量泵7将溶液罐6中的清洗剂溶液注入清洗后的包装容器0内。
[0303]
本实施方式由于采用了通过计量泵将溶液罐中的清洗剂溶液注入清洗后的包装容器内的技术手段,所以,可以对包装容器的内壁进行冲刷。
[0304]
所述计量泵7选用高压计量泵。
[0305]
通过计量泵和高压喷头14将溶液罐6中的清洗剂溶液注入清洗后的包装容器0内并喷向该包装容器0的内壁,使该包装容器0内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷。
[0306]
当然,也可以是,
[0307]
通过计量泵7和高压喷头14将已注入该包装容器0内的清洗剂溶液喷向该包装容器0的内壁,使该包装容器0内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷。
[0308]
还可以是,
[0309]
驱动该包装容器0运动,使该包装容器0内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷。
[0310]
本实施方式由于采用了所述计量泵选用高压计量泵;通过计量泵和高压喷头将溶液罐中的清洗剂溶液注入清洗后的包装容器内并喷向该包装容器的内壁,使该包装容器内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷;和/或,通过计量泵和高压喷头将已注入该包装容器内的清洗剂溶液喷向该包装容器的内壁,使该包装容器内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷;和/或,驱动该包装容器运动,使该包装容器内的清洗剂溶液对该包装容器内壁上的残余物进行冲刷的技术手段,所以,可彻底地冲净包装容器的内壁,可极大地提高检测结果的精度。
[0311]
注入清洗后包装容器0内的清洗剂溶液的体积占包装容器容积的2%
‑
3%。
[0312]
本实施方式由于采用了注入清洗后包装容器内的清洗剂溶液的体积占包装容器容积的2%
‑
3%的技术手段,所以,可确保包装容器内的冲刷掉的残余物处于溶解状态。
[0313]
通过包装容器内部全方位冲刷装置驱动包装容器0运动。
[0314]
对包装容器0的内侧壁、内底壁、内顶壁均进行冲刷。
[0315]
本实施方式由于采用了通过包装容器内部全方位冲刷装置驱动包装容器运动;对包装容器的内侧壁、内底壁、内顶壁均进行冲刷的技术手段,所以,可大大提高冲刷效率。
[0316]
通过计量泵7将包装容器0内含有残余物的清洗剂溶液排出至取样容器8内。
[0317]
本实施方式由于采用了通过计量泵将包装容器内含有残余物的清洗剂溶液排出至取样容器内的技术手段,所以,有利于对含有残余物的清洗剂溶液进行检测。
[0318]
所述取样容器8是玻璃烧瓶。
[0319]
本实施方式由于采用了所述取样容器是玻璃烧瓶的技术手段,所以,有利于降低检测器具的成本。
[0320]
排出至取样容器8内含有残余物的清洗剂溶液的排出量是注入清洗后的包装容器0内清洗剂溶液注入量的95%。
[0321]
本实施方式由于采用了排出至取样容器内含有残余物的清洗剂溶液的排出量是注入清洗后的包装容器内清洗剂溶液注入量的95%的技术手段,所以,可大大提高检测结果的精度。
[0322]
通过液相色谱检测仪9检测取样容器8内含有残余物的清洗剂溶液的洗后清洗剂浓度。
[0323]
本实施方式由于采用了通过液相色谱检测仪检测取样容器内含有残余物的清洗剂溶液的洗后清洗剂浓度的技术手段,所以,不需要将检测仪置入包装容器内就可以检测到包装容器的洁净度。
[0324]
如图1至图26所示,本实施方式提供了一种清洗后包装容器洁净度的测试系统,包括溶液罐6、液相色谱仪9和包装容器内部全方位冲刷装置。
[0325]
本实施方式由于采用了溶液罐、液相色谱仪和包装容器内部全方位冲刷装置的技术手段,所以,该系统不需要将检测仪置入包装容器内就可有效地检测出清洗后包装容器的洁净度。
[0326]
作为本实施方式的各种改进详述如下。
[0327]
如图1所示,
[0328]
所述溶液罐6的出液口连通计量泵7的进液口。
[0329]
本实施方式由于采用了所述溶液罐的出液口连通计量泵的进液口的技术手段,所以,有利于降低员工的劳动强度,提高工作效率。
[0330]
所述计量泵7是高压计量泵。
[0331]
所述计量泵7的出液口连通高压喷头14。
[0332]
所述高压喷头14是具有杆柄的高压喷头。
[0333]
所述高压喷头14伸入所述包装容器内。
[0334]
本实施方式由于采用了所述计量泵是高压计量泵;所述计量泵的出液口连通高压喷头;所述高压喷头是具有杆柄的高压喷头的技术手段,所述高压喷头伸入所述包装容器内,所以,在给包装容器注入清洗剂水溶液的同时就可以对包装容器的内壁进行清洗。
[0335]
所述计量泵7的进液口连通有回液管路。
[0336]
所述回液管路的进液口伸入所述包装容器内并没入液面。
[0337]
所述回液管路串通有第二阀门11。
[0338]
所述溶液罐6的出液口串通有第一阀门10。
[0339]
本实施方式由于采用了所述计量泵的进液口连通有回液管路;所述回液管路的进液口伸入所述包装容器内并没入液面;所述回液管路串通有第二阀门;所述溶液罐的出液口串通有第一阀门的技术手段,所以,当打开第二阀门,关闭第一阀门时,就可以用注入到包装容器内的清洗剂水溶液,对包装容器的内壁反复冲刷。
[0340]
所述计量泵7的出液口连通有取样容器8的进液口。
[0341]
所述取样容器8的进液口串通有第四阀门13。
[0342]
所述高压喷头14的进液口串通有第三阀门12。
[0343]
本实施方式由于采用了所述计量泵的出液口连通有取样容器的进液口;所述取样容器的进液口串通有第四阀门;所述高压喷头的进液口串通有第三阀门的技术手段,所以,当打开第二阀门、打开第四阀门、关闭第一阀门、关闭第三阀门时,就可以将包装容器内的清洗剂水溶液注入到取样容器中。
[0344]
本实施方式仅通过一个计量泵和四个阀门就可以完成多项工作,大大降低了检测设备的成本,有利于推广应用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1