一种晶圆切割刀片沉积前的除油装置的制作方法
:
1.本实用新型涉及一种晶圆切割刀片的生产技术领域,尤其是一种晶圆切割刀片沉积前的除油装置。
背景技术:
2.晶圆切割刀片主要用于半导体芯片的切割,一般呈圆形,其中心位置具有和车床安装的中心孔,在晶圆切割刀片的生产过程中,需要对刀片的表面进行处理,例如在刀片表面进行金刚石颗粒的电沉积,而这种金属刀片在进行表面处理之前,一般需要除去金属刀片表面的油污,最主要的做法是化学除油,首先,将水引入除油槽中,并加入除油液,然后将金属刀片浸泡在除油槽内,通过皂化反应或乳化反应,从而除去金属刀片表面的油污,然而,由于金属刀片比较薄,在将金属刀片放置在除油槽的内部时,金属刀片的其中一个面很容易吸附在除油槽的底部,很容易导致金属刀片的其中一个面除油不充分,而且金属刀片静态浸泡在除油槽内部时,金属刀片的表面很容易形成油污的保护膜,降低了金属刀片表面的除油效果。
技术实现要素:
3.本实用新型的目的提供一种晶圆切割刀片沉积前的除油装置,解决上述现有技术问题中的一个或者多个。
4.为解决上述技术问题,本实用新型提供一种晶圆切割刀片沉积前的除油装置,其结构包括除油槽,其创新点在于:其结构还包括夹紧工装,除油槽内部的两侧分别相对设置有主动轴和从动轴,夹紧工装可拆卸的连接在主动轴和从动轴之间,夹紧工装上设有若干夹紧槽,若干切割刀片固定在夹紧槽的内部,主动轴和从动轴的连接线形成为夹紧工装的转动轴线,转动轴线平行于切割刀片的表面,夹紧工装连接在主动轴和从动轴之间时,夹紧槽和除油槽的内部相连通,主动轴带动夹紧工装进行顺时针、逆时针的循环转动。
5.进一步的,上述夹紧工装包括上夹板、下夹板以及两个固定板,上夹板、下夹板分别分布有若干上卡槽、下卡槽,上夹板和下夹板上下平行设置且上卡槽和下卡槽之间一一相对设置,上卡槽和下卡槽之间形成为夹紧槽,切割刀片被夹紧在上卡槽和下卡槽之间,上夹板和下夹板的端部均设有紧固螺栓,固定板的上下两端均设有固定孔,紧固螺栓螺纹连接在固定孔的内部使得切割刀片被夹紧固定在上夹板和下夹板之间,夹紧工装连接在主动轴和从动轴之间时,转动轴线平行于上卡槽或者下卡槽。
6.进一步的,上述固定板的中心位置向外延伸有连接管,两个连接管的连接线和转动轴线相重合,两个连接管分别一一螺纹连接在主动轴、从动轴上。
7.进一步的,上述上卡槽分布有若干上漏液孔,若干上卡槽的内部通过上水管相连通,下卡槽分布有若干下漏液孔,若干下卡槽的内部通过下水管相连通。
8.进一步的,上述上卡槽和下卡槽的内部均设有和切割刀片接触的软垫。
9.进一步的,上述夹紧工装进行顺时针和逆时针转动的间隔时间为5min。
10.本实用新型的有益效果在于:
11.1、本实用新型提供了一种晶圆切割刀片沉积前的除油装置,切割刀片在除油槽内部的转动过程中,通过将切割刀片的表面和液体充分接触,并使得液体在切割刀片的表面进行流动,保证了切割刀片表面的除油效果。
12.2、本实用新型提供了一种晶圆切割刀片沉积前的除油装置,在外界动力的驱动下,主动轴带动夹紧工装进行顺时针、逆时针的循环转动,达到将切割刀片的反面进行充分清洗,切割刀片正反两面的除油过程确保能够对切割刀片的双面进行充分的除油。
13.3、本实用新型提供了一种晶圆切割刀片沉积前的除油装置,在夹紧工装的转动过程中,液体会通过上漏液孔、下漏液孔分别同步流入上卡槽、下卡槽的内部,而且,上水管、下水管可以分别使得若干上卡槽的内部保持液体流动、若干下卡槽的内部保持液体的流动,从而可以对上卡槽、下卡槽内部的切割刀片进行清洗,避免切割刀片上出现除油死角的现象。
附图说明:
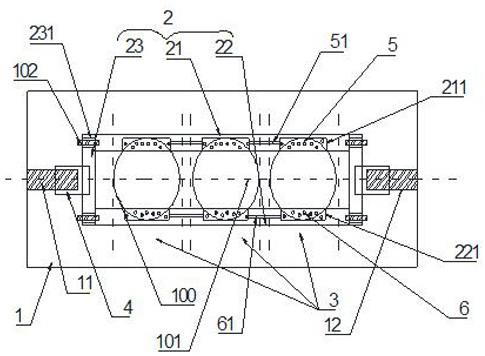
14.图1为本实用新型的侧面结构示意图。
具体实施方式:
15.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
16.如图1为本实用新型的一种具体实施方式,其结构包括除油槽1,其结构还包括夹紧工装2,除油槽1内部的两侧分别相对设置有主动轴11和从动轴12,夹紧工装2可拆卸的连接在主动轴11和从动轴12之间,夹紧工装2 上设有若干夹紧槽3,若干切割刀片100固定在夹紧槽3的内部,主动轴11 和从动轴12的连接线形成为夹紧工装2的转动轴线101,转动轴线101平行于切割刀片100的表面,夹紧工装2连接在主动轴11和从动轴12之间时,夹紧槽3和除油槽1的内部相连通,主动轴11带动夹紧工装2进行顺时针、逆时针的循环转动。
17.在本实用新型中,切割刀片100除油的工作原理如下:将需要除油的切割刀片100固定在夹紧槽3的内部,随后将夹紧工装2连接在主动轴11和从动轴12之间,切割刀片100在夹紧槽3的内部固定时,将切割刀片100 的表面设定为平行于转动轴线101,在外界动力的驱动下:
18.1、主动轴11先带动夹紧工装2进行顺时针转动,在夹紧工装2的顺时针转动过程中,切割刀片100同步随着夹紧工装2进行顺时针转动,此时,切割刀片100的其中一个表面会推动除油槽1内部液体进行流动并将此面设定为切割刀片100的正面,切割刀片100的正面推动液体进行流动会使得切割刀片100的正面和液体进行充分的接触,而且流动的液体会反过来对切割刀片100的正面进行清洗,从而达到将切割刀片100的正面进行充分清洗。
19.2、在主动轴11带动夹紧工装2顺时针转动一段时间以后,主动轴11 带动夹紧工装2进行逆时针转动,此时,切割刀片100的另外一个表面同样会推动除油槽1内部液体进行流动并将此面设定为切割刀片100的反面,按照上述切割刀片100正面的清洗原理,同样可以达到将切割刀片100的反面进行充分清洗,切割刀片100正反两面的除油过程确保能够对切割刀片100 的双面进行充分的除油。
20.在本实用新型中,切割刀片100在除油槽1内部的转动过程中,通过将切割刀片100的表面和液体充分接触,并使得液体在切割刀片100的表面进行流动,保证了切割刀片100表面的除油效果。
21.在本实用新型中,作为优选方案,上述夹紧工装2包括上夹板21、下夹板22以及两个固定板23,上夹板21、下夹板22分别分布有若干上卡槽211、下卡槽221,上夹板21和下夹板22上下平行设置且上卡槽211和下卡槽221 之间一一相对设置,上卡槽211和下卡槽221之间形成为夹紧槽3,切割刀片100被夹紧在上卡槽211和下卡槽221之间,上夹板21和下夹板22的端部均设有紧固螺栓102,固定板23的上下两端均设有固定孔231,紧固螺栓 102螺纹连接在固定孔231的内部使得切割刀片100被夹紧固定在上夹板21 和下夹板22之间,夹紧工装2连接在主动轴11和从动轴12之间时,转动轴线101平行于上卡槽211或者下卡槽221。
22.在本实用新型中,切割刀片100在夹紧槽3上的安装过程如下:首先将切割刀片100圆面的上下两端分别卡入上卡槽211、下卡槽221,使得切割刀片100被夹在上夹板21和下夹板22之间,随后,通过紧固螺栓102螺纹连接在固定孔231的内部,从而使得固定板23将上夹板21和下夹板22之间的位置进行固定,从而使得切割刀片100圆面的上下两端被夹在上卡槽 211和下卡槽221之间,而将转动轴线101设定为和上卡槽211或者下卡槽 221平行,即可以实现将切割刀片100的表面设定为平行于转动轴线101。
23.在本实用新型中,作为优选方案,上述固定板23的中心位置向外延伸有连接管4,两个连接管4的连接线和转动轴线101相重合,两个连接管4 分别一一螺纹连接在主动轴11、从动轴12上。
24.在本实用新型中,通过两个连接管4分别和主动轴11、从动轴12螺纹连接,实现将夹紧工装2连接在主动轴11和从动轴12之间,而两个连接管 4的连接线和转动轴线101重合,确保夹紧工装2的转动保持稳定。
25.在本实用新型中,作为优选方案,上述上卡槽211分布有若干上漏液孔 5,若干上卡槽211的内部通过上水管51相连通,下卡槽221分布有若干下漏液孔6,若干下卡槽221的内部通过下水管61相连通,在夹紧工装2的转动过程中,液体会通过上漏液孔5、下漏液孔6分别同步流入上卡槽211、下卡槽221的内部,而且,上水管51、下水管61可以分别使得若干上卡槽 211的内部保持液体流动、若干下卡槽221的内部保持液体的流动,从而可以对上卡槽211、下卡槽221内部的切割刀片100进行清洗,避免切割刀片 100上出现除油死角的现象。
26.在本实用新型中,作为优选方案,上述上卡槽211和下卡槽221的内部均设有和切割刀片100接触的软垫,切割刀片100卡在上卡槽211或者下卡槽221的内部是,通过软垫和切割刀片100接触,起到保护切割刀片100的作用。
27.在本实用新型中,作为优选方案,上述夹紧工装2进行顺时针和逆时针转动的间隔时间为5min,5min的顺时针转动时间或者逆时针的转动时间作为切割刀片100最佳的清洗时间,既能保证切割刀片100表面的清洗效果,而且可以确保切割刀片100的清洗效率。
28.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围
内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1