一种钢渣精品骨料加工生产线的制作方法
1.本发明属于钢渣加工生产技术领域,具体地说,本发明涉及一种钢渣精品骨料加工生产线。
背景技术:
2.我国每年钢渣产量近1亿吨,因体积不稳定、磷、硫杂质含量高、磨细能耗大等原因,目前利用渠道狭窄,综合利用率较低,一般采用磨粉当做掺和料添加至钢渣水泥中使用,掺和用量非常少,导致大量钢渣只能堆放形成工业固体废弃物。钢渣处理工艺有冷弃法、盘泼水冷法、热泼法、水淬法、风淬法、热闷法、滚筒法和加压蒸汽陈化法等。其中冷弃法陈化时间长,处理后的钢渣块度大,不利于钢渣的利用和加工;盘泼水冷法成本高昂,污染大;水淬、风淬法易发生爆炸不利于操作,以上这些方法均未在国内外大规模推广。
3.目前国内钢渣处理常用的方法是热泼法、滚筒法和热闷法。冷弃法是将钢渣倒入渣罐缓冷后直接运到渣场抛弃,这种工艺虽然投资不大,设备不多,但不利于钢渣的加工及合理利用,有时因排渣不畅而影响炼钢。热泼法是将炼钢渣倒入渣罐后,经车辆运到钢渣热泼车间,用吊车将渣罐的熔渣分层倒在渣床上,经空气冷却降至350~ 400℃时,再喷淋适量的水.使钢渣急冷碎裂;然后运至弃渣场或运至钢渣处理车间进行破碎、筛分、磁选等工艺处理。热泼法需要大型装载挖掘机械,设备损耗大、占地面积大、破碎加工粉尘量大、钢渣加工量大。上述几种方法均会产生较多的废弃物料,无法对钢渣实现充分的加工利用,钢渣的利用率较低。
4.综上所述,现在亟需研发出一种钢渣精品骨料加工生产线,以实现对钢渣的充分加工利用,提高钢渣的经济价值,将钢渣变废为宝,彻底解决钢渣对环境的污染问题。
技术实现要素:
5.本发明要解决的技术问题是:提供一种钢渣精品骨料加工生产线,以实现对钢渣的充分加工利用,提高钢渣的经济价值,将钢渣变废为宝,彻底解决钢渣对环境的污染问题。
6.为了实现上述目的,本发明采取的技术方案为:
7.一种钢渣精品骨料加工生产线,包括工序上依次连接的料仓、振动给料机、给料输送带、吊挂磁选机、电磁滚筒、上料输送带、第一振动筛、去磁选输送带、第一双辊磁选机、筛分输送带、概率筛、骨料输送带、送料螺旋机;钢渣进入所述料仓后通过所述振动给料机给料至上料输送带,悬挂在所述上料输送带的顶侧的所述吊挂磁选机用于将钢渣中含铁颗粒吸出至表面,经过所述吊挂磁选机的钢渣接着通过所述电磁滚筒进行含铁物料的磁选,再经所述上料输送带输送至所述第一振动筛进行筛分,筛分后的钢渣通过所述去磁选输送带进入所述第一双辊磁选机进行磁选,完成磁选后的钢渣再通过所述筛分输送带进入所述概率筛进行筛选,筛选后不同粒径的钢渣骨料分别通过各自对应的所述骨料输送带输送至堆场,筛选后的粉状物料经所述送料螺旋机输送至存储容器。
8.在上述方案的基础上,在另一改进的方案中,所述第一振动筛和所述去磁选输送带之间还依次设置有破碎机、排料输送带和第二振动筛,所述第一振动筛进行筛分后直径小于等于预定尺寸的钢渣通过筛下输送带进入所述去磁选输送带,所述第一振动筛进行筛分后直径大于等于预定尺寸的钢渣进入所述破碎机进行破碎,破碎后的钢渣通过所述排料输送带进入所述去磁选输送带进行再次筛分,再次筛分后直径小于等于预定尺寸的钢渣通过所述去磁选输送带输送至所述第一双辊磁选机进行磁选。
9.在上述方案的基础上,在另一改进的方案中,所述第二振动筛和所述破碎机之间还设置有返料输送带,所述第二振动筛再次筛分后直径大于等于预定尺寸的钢渣通过所述返料输送带输送至所述破碎机进行再次破碎。
10.在上述方案的基础上,在另一改进的方案中,所述第一双辊磁选机与所述筛分输送带之间还依次设置有去整形输送带和整形机,从所述第一双辊磁选机中完成磁选的钢渣通过所述去整形输送带输送至所述整形机,从所述整形机中完成整形的钢渣再通过所述筛分输送带进入所述概率筛进行筛选。
11.在上述方案的基础上,在另一改进的方案中,所述整形机和所述筛分输送带之间还设置有再磁选输送带和第二双辊磁选机,从所述整形机中完成整形的钢渣通过所述再磁选输送带进入到所述第二双辊磁选机进行再次磁选,再通过所述筛分输送带进入到所述概率筛。
12.在上述方案的基础上,在另一改进的方案中,还包括第一除尘器和螺旋输送机,所述第一除尘器用于将所述概率筛中的粉尘吸出,所述螺旋输送机用于将吸出的粉尘输送至所述存储容器。
13.在上述方案的基础上,在另一改进的方案中,还包括提升机和装车螺旋机,所述送料螺栓机将所述概率筛中筛分的粉尘送至所述提升机,所述提升机将所述粉尘送至所述存储容器,所述装车螺旋机用于将所述存储容器中的粉状物料装车运出。
14.在上述方案的基础上,在另一改进的方案中,还包括封闭箱和第二除尘器,所述第一振动筛、所述筛下输送带、所述破碎机、所述排料输送带、所述返料输送带和所述第二振动筛均位于所述封闭箱内,所述第二除尘器设置在所述封闭箱上,所述第二除尘器用于吸出所述封闭箱中的粉尘。
15.在上述方案的基础上,在另一改进的方案中,包括筛座、筛箱、稳料仓、双道布料机构以及振动机构,所述筛箱挠性连接在所述筛座上,所述稳料仓的底部开口处安装有闸板阀,所述振动机构用于带动所述筛箱振动,所述筛箱的一端为进料端、另一端为排料端,所述筛箱的内部从上到下依次设置有至少两层筛网,所述排料端设置有至少两个排料溜槽,每个所述排料溜槽与所述筛网一一对应,所述双道布料机构包括双道布料器、动力单元以及双道布料隔板,所述双道布料器设置在所述闸板阀与所述筛箱的进料端之间,所述动力单元用于带动所述双道布料器振动,所述双道布料器的内部设置有竖向的分隔板,所述分隔板将所述双道布料器的内部隔开成两个竖向的导料槽,所述双道布料隔板设置在所述筛箱内的最顶层的所述筛网上方。
16.在上述方案的基础上,在另一改进的方案中,每个所述排料溜槽处均设有锁风阀,所述筛箱的顶部设置有吸尘口,所述筛箱的底部设置有所述进风口,所述第一除尘器的风管与所述吸尘口连接;所述筛网的筛孔为菱形筛孔,所述菱形筛孔的短轴长度为所需筛选
物料的粒度的1.1-1.2倍。
17.本发明的技术方案所取得的有益技术效果是:
18.本发明的钢渣精品骨料加工生产线,将钢渣通过磁选、破碎、整形和分筛等工艺加工成不同直径的中、细骨料和矿精粉。钢渣的中、细骨料强度表面粗糙,耐磨性好、抗滑性能好、耐久性好、容重大、稳定性好、具有耐高温性、耐低温性、不开裂的特性与沥青结合牢固粘附性好。经过对钢渣采用专用物理碎石技术,加工的精品骨料具有粒形好、级配比例关系连续、相关粒级不间断,能充分填充骨料间的空隙,含粉率极低,通过配套的吸粉风扫装置使筛选得到的精品骨料颗粒表面干净,可达到沥青筑路粗集料的要求,可替代玄武岩、辉绿岩等用于铺路,缓解沥青筑路粗集料匮乏的问题,减少自然资源过渡开发,造福后代,绿色环保同时也降低了筑路成本,开发钢渣作为筑路粗集料的利用,可“变废为宝”实现工业固废物再生循环利用,对公路筑路发展有重要意义。
附图说明
19.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
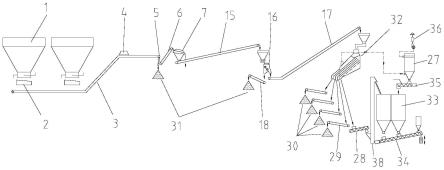
20.图1为实施例1中的钢渣精品骨料加工生产线的示意图;
21.图2为实施例2中的钢渣精品骨料加工生产线的示意图;
22.图3为实施例3中的钢渣精品骨料加工生产线的示意图;
23.图4为实施例4中的钢渣精品骨料加工生产线的示意图;
24.图5为实施例5中的钢渣精品骨料加工生产线的示意图(虚线框示意封闭箱);
25.图6为实施例9中的钢渣精品骨料加工生产线的示意图;
26.图7为实施例9中的钢渣精品骨料加工生产线的生产工艺流程示意图。
27.附图标记:
28.1-料仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-振动给料机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-给料输送带
29.4-吊挂磁铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-电磁滚筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-上料输送带
30.7-第一振动筛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8-稳料斗
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9-圆锥破碎机
31.10-第二除尘器
ꢀꢀꢀꢀꢀꢀꢀꢀ
11-筛下输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12-第二振动筛
32.13-返料输送带
ꢀꢀꢀꢀꢀꢀꢀꢀ
14-排料输送带14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15-去磁选输送带
33.16-第一双辊磁选机
ꢀꢀꢀꢀ
17-去整形输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18-渣铁输送带一
34.19-整形机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20-再磁选输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21-第二双辊磁选机
35.22-渣铁输送带二
ꢀꢀꢀꢀꢀꢀ
23-筛分输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24-稳料仓
36.25-双道布料器
ꢀꢀꢀꢀꢀꢀꢀꢀ
26-筛箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27-第一除尘器
37.28-送料螺旋机
ꢀꢀꢀꢀꢀꢀꢀꢀ
29-骨料成品输送带
ꢀꢀꢀꢀꢀꢀꢀ
30-骨料成品
38.31-渣铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32-概率筛
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33-粉罐
39.34-装车螺旋机
ꢀꢀꢀꢀꢀꢀꢀꢀ
35-螺旋输送机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36-消声器
40.37-装车降尘器
ꢀꢀꢀꢀꢀꢀꢀ
38-提升机
具体实施方式
41.下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应
对本发明的保护范围有任何的限制作用。此外,本领域技术人员根据本文件的描述,可以对本文件中实施例中以及不同实施例中的特征进行相应组合。
42.实施例1
43.参考附图1的示意,本实施例中的钢渣精品骨料加工生产线包括工序上依次连接的料仓1、振动给料机2、给料输送带3、吊挂磁选机、电磁滚筒5、上料输送带6、第一振动筛7、去磁选输送带15、第一双辊磁选机16、筛分输送带23、概率筛32、骨料成品输送带29、送料螺旋机28;钢渣进入料仓1后通过振动给料机2给料至上料输送带6,悬挂在上料输送带6的顶侧的吊挂磁选机用于将钢渣中含铁颗粒吸出至表面,经过吊挂磁选机的钢渣接着通过电磁滚筒5进行含铁物料的磁选,再经上料输送带6输送至第一振动筛7进行筛分,筛分后的钢渣通过去磁选输送带15进入第一双辊磁选机16进行磁选,完成磁选后的钢渣再通过筛分输送带23进入概率筛32进行筛选,筛选后不同粒径的钢渣骨料成品30分别通过对应的骨料成品输送带29输送至堆场,筛选后的粉状物料经送料螺旋机28输送至存储容器,本实施例中采用粉罐33作为存储容器,在其它实施例中也可以采用其它容器或者直接将粉末物料放置在指定堆场。
44.继续参考附图1的示意,在本实施例的改进例中,概率筛32还连接有第一除尘器 27,第一除尘器27与螺旋输送机35连接。第一除尘器27用于将概率筛32中的粉尘吸出,螺旋输送机35并将粉尘输送至粉罐33。第一除尘器27还配套设置有消声器 36,可以降低噪音的影响。
45.继续参考附图1的示意,在本实施例的改进例中,还设置有提升机38和装车螺旋机34,送料螺栓机28将概率筛32中筛分的粉尘送至提升机38,提升机38将粉尘送至粉罐33,装车螺旋机34用于将粉罐33中的粉状物料装车运出。装车螺旋机34还配套有装车降尘器38,减少装车时的粉尘传播。
46.本实施例中选用的钢渣是湘钢转炉钢渣,有热悶渣、热泼渣两种,经过初破和初步磁选,送至加工场地露天存放周期超六个月以上,且在加工前进行必要的检验,各项质量指标应符合交通部公路沥青路面施工技术规范中表4.8.2的质量要求和4.8.3 规格要求。待加工钢渣的各种检测指标要达到规范的要求,再采用本实施例中的钢渣精品骨料加工生产线进行加工。钢渣的主要控制指标有游离氧化钙含量不大于3%,浸水膨胀不大于2%,含水率控制在小于3%以下,加工时保证各种规格的级配合理。
47.本实施例中的钢渣精品骨料加工生产线设置有两个料仓1,每个料仓1下面均设置有振动给料机2。检测后符合要求的待处理钢渣装载到料仓1中,通过振动给料机2 振动落下;给料输送带3的上方设置吊挂磁铁4通过磁铁吸力去除钢渣中的铁块,通过电磁滚筒5除去渣铁31;除铁之后的钢渣再通过第一振动筛7进行振动,筛下直径小于等于预定尺寸(本实施例中预定尺寸为25mm)的钢渣;经去磁选输送带15送至第一双辊磁选机16进行磁选,磁选后的渣铁31通过渣铁输送带一18送至渣铁堆场,磁选后的钢渣进入概率筛32进行分筛。在其它改进的实施例中,给料输送带3上可以进行人工除杂,这样避免杂质进入到后续的加工环节。
48.本实施例中的概率筛32设置有4层筛网,可将磁选后的钢渣分筛成4种不同直径的骨料成品,用于公路沥青路面筑路的骨料使用。本实施例的钢渣精品骨料加工生产线所获得的中、细集料强度高,表面粗糙、耐磨性好、抗滑性能好、耐久性好、容重大、稳定性好、具
有耐高温性、耐低温性、不开裂的特性以及与沥青结合牢固粘附性好的特点;加工的精品集料具有粒形好,级配比例关系连续,相关粒级不间断,能充分填充骨料成品间的空隙,含粉率极低,配套有吸粉风扫装置使颗粒表面干净,可达到沥青筑路粗集料的要求,与我国目前公路沥青路面所使用的材料玄武岩骨料相比,首先我国玄武岩产地产量有限,其次是玄武岩属于天然不可再生资源,从开采到加工成沥青路面骨料生产成本及运输成本高,将近五百元一吨,而通过本方案所述生产线生产的钢渣骨料完全可替代玄武岩,大幅度降低沥青路面修筑过程中的材料成本,而且钢渣骨料属于工业固体废弃物,取之不尽用之不竭,能极大缓解沥青筑路粗集料匮乏的问题,利用钢渣骨料来修筑沥青路面具有非常高的经济价值。
49.本实施例中的钢渣精品骨料加工生产线涉及到的各个设备为现有技术中已有产品,采用皮带和电机作为各个设备之间的输送带,在此对各个设备及输送带的具体结构和工作原理不进行赘述。
50.实施例2
51.参见附图2的示意,本实施例中的钢渣精品骨料加工生产线在实施例1的基础上,还增加了钢渣整形的步骤。第一双辊磁选机16与筛分输送带23之间还依次设置有去整形输送带17和整形机19,从第一双辊磁选机16中完成磁选的钢渣通过去整形输送带17输送至整形机19,从整形机19中完成整形的钢渣再通过筛分输送带23进入概率筛32进行筛选。通过设置钢渣整形的步骤,将完成磁选之后的钢渣进行整形,不规则形状的钢渣经过整形进入概率筛32进行筛分,不易堵塞筛网,提高筛分的效率。
52.实施例3
53.参见附图3的示意,本实施例中的钢渣精品骨料加工生产线在实施例1的基础上,还增加了钢渣破碎和破碎后第二次振动筛选的步骤。第一振动筛7和去磁选输送带15之间还依次设置有破碎机、排料输送带14和第二振动筛12,第一振动筛7进行筛分后直径小于等于预定尺寸的钢渣通过筛下输送带11进入去磁选输送带15,经过第一振动筛7进行筛分后直径大于等于预定尺寸的钢渣进入破碎机进行破碎,破碎后的钢渣通过排料输送带14进入第二振动筛12进行再次筛分,再次筛分后直径小于等于预定尺寸的钢渣通过去磁选输送带15输送至第一双辊磁选机16进行磁选。本实施例中采用钢渣专用的圆锥破碎机9,通过设置钢渣破碎和破碎后二次振动筛选步骤,实现对大颗粒钢渣的利用,提高钢渣的利用率。
54.实施例4
55.参见附图4的示意,本实施例中的钢渣精品骨料加工生产线在实施例3的基础上,还增加了破碎后第二次振动筛选后大直径钢渣再次破碎的步骤,第二振动筛12和破碎机之间还设置有返料输送带13,第二振动筛12进行再次筛分后大于预定尺寸的钢渣通过返料输送带13进入破碎机进行再次破碎。这样将大颗粒的钢渣充分破碎,实现对钢渣的充分利用。
56.实施例5
57.参见附图5的示意,本实施例中的钢渣精品骨料加工生产线在实施例4的基础上,还增加了封闭箱和第二除尘器10,其中第一振动筛7、筛下输送带11、破碎机、排料输送带14、返料输送带13和第二振动筛12均设置在封闭箱中,第二除尘器10 置于封闭箱顶部,且第二除尘器10的吸风口与封闭箱的内部连通。这样第二除尘器10工作时可将封闭箱中的粉尘吸收,避免破碎过程中产生的粉尘污染空气,符合环保要求。
58.实施例6
59.本实施例中的钢渣精品骨料加工生产线在实施例2的基础上,还增加了钢渣整形后再磁选的步骤。在整形机19和筛分输送带23之间还设置有再磁选输送带20和第二双辊磁选机21,从整形机19中完成整形的钢渣通过再磁选输送带20进入到第二双辊磁选机21进行再次磁选,再通过筛分输送带23进入到概率筛32。这样设置,整形后的钢渣所产生的碎屑进行再次磁选,将渣铁31选出后的碎屑钢渣可继续进入到后续概率筛32的筛分步骤,提高了钢渣的利用率。
60.实施例7
61.本实施例中的钢渣精品骨料加工生产线为实施例2和实施例4的结合,也即进入上料输送带6的钢渣通过第一振动筛7、破碎机破碎(根据需要可对一次破碎后的钢渣进行再次破碎)、第二振动筛12,再到第一双辊磁选机16进行磁选;从第一双辊磁选机16中完成磁选的钢渣通过去整形输送带17输送至整形机19,从整形机19中完成整形的钢渣再通过筛分输送带23进入概率筛32进行筛选。这样保证了大直径的钢渣充分破碎成小颗粒,且不规则形状的钢渣经过整形进入概率筛32进行筛分,不易堵塞筛网。
62.实施例8
63.本实施例中的钢渣精品骨料加工生产线为实施例6和实施例7的结合,也即进入上料输送带6的钢渣通过第一振动筛7、破碎机破碎(根据需要可对一次破碎后的钢渣进行再次破碎)、第二振动筛12,再到第一双辊磁选机16进行磁选;从第一双辊磁选机16中完成磁选的钢渣通过去整形输送带17输送至整形机19,从整形机19中完成整形的钢渣通过再磁选输送带20进入到第二双辊磁选机21进行再次磁选,再通过筛分输送带23进入到概率筛32。
64.实施例9
65.本实施例中的钢渣精品骨料加工生产线为实施例5和实施例8的结合。结合附图 7(由于本实施例中的输送带均采用电机带动皮带的结构,图7的工艺流程中均采用皮带代替输送带的称呼,以简化工艺图中的文字表述),简要介绍本实施例中的钢渣精品骨料加工生产线加工钢渣的过程:
66.用装载机将钢渣上料至料仓1内,料仓1的下方设置有振动给料机2,经振动给料机2给料至给料输送带3经人工手选除去各种杂质,在给料输送带3的前段上设有吊挂磁铁4和电磁滚筒5进行含铁物料的磁选(将钢渣中的渣铁去除,防止渣铁进入破碎机损伤刀片),再经上料输送带6将物料输送至第一振动筛7进行筛分,筛上物料大于等于25mm的进入钢渣专用的圆锥破碎机9,筛下小于等于25mm的经筛下输送带11送至另一条去磁选输送带15上去磁选。分筛上层物料进入圆锥破碎机9,并控制和调整出料口的出料粒度,经圆锥破碎机9下的筛下输送带11输送至第二振动筛 12进行筛分,直径大于25mm的物料通过返料输送带13返回圆锥破碎机9的上部稳料斗8进行再次破碎。第二振动筛12筛下小于等于25mm的物料经筛下输送带11汇同筛下输送带11上第一振动筛7筛下的物料,一起输送至第一双辊双磁磁选机,调整第一双辊磁选机16双磁辊的转速进行磁选。磁选后排出的含铁物料输送至堆场,经第一双磁辊磁选机磁选后的尾料经去整形输送带17输送至钢渣专用整形机19,整形加工完成的钢渣,经再磁选输送带20输送至第二双辊磁选机21,并调整好磁选机的转速充分磁选。磁选后含铁的物料通过渣铁输送带二22输送到堆场,磁选后的尾料经筛分输送带23输送至高效概率筛32上部的稳料仓24。稳料仓设有高位和低位料位仪,钢渣达到高位时料位
仪发出信号,高位稳料仓24下设有振动式双道布料器25开始联动工作,将物料输送至高效概率筛32的筛箱26中进行筛分,反之物料达到低位时料位仪发出信号停止给料联动作业。根据高效概率筛32的筛分情况进行适量调整双道布料器 25的给料量,调整到最佳状态工作。高效概率筛32可根据物料分筛质量情况适当调整频率使物料充分筛分。高效概率筛32配套有第一除尘器27,实现对筛网正吸反吹防堵塞功能,将粉尘收至第一除尘器27中,集中并通过螺旋输送机35排至对应的粉罐33内。
67.本实施例中的高效概率筛32设置有4层筛网,筛下有4种中、细骨料成品30和一种0.3毫米以下的粉状物料,4种中、细骨料成品30经骨料成品输送带29输送至堆场,0.3毫米以下粉状物料经送料螺旋机28输送至提升机38,提升机38再送至对应的粉罐33内储存。本实施例中设置有两个粉罐33,粉罐33配套有装车降尘器37,通过装车螺旋机34随时装车运出。
68.本实施例中采用钢渣专用的圆锥破碎机9和钢渣专用整形机19。
69.1)钢渣专用圆锥破碎机9吸取现有最新技术,并结合钢渣物理特性所需的粒形而定制的一款高性能圆锥破碎机9,设有破碎过载保护,可屏蔽铁块和卸料于一体,上部设有稳料斗8给料量能大小控制,均匀给料达到粒度大小均匀,粒形好,达到初步加工物料粒形和大小的要求。
70.2)钢渣专用整形机19,采用深腔叶轮,优化运动参数,高效流道用轮,提高通过率组合式高性能耐磨损抛料头,采用“石打石”,石打铁结合或置换,结合钢渣的物理特性进行整形加工,腔内涡流循环,密封性强,粉尘不外溢运行环保,产品粒形呈立方状均匀,级配合理,达到沥青道路集料的质量要求,针片状含量极低,适宜钢渣骨料成品生产,是专用钢渣整形的设备。
71.本实施例中的双道布料的高效概率筛32包括筛座、筛箱26、稳料仓24、双道布料机构以及振动机构,筛箱26挠性连接在筛座上,稳料仓24的底部开口处安装有闸板阀,振动机构用于带动筛箱26振动,筛箱26的一端为进料端、另一端为排料端,筛箱26的内部从上到下依次设置有至少两层筛网,排料端设置有至少两个排料溜槽,每个排料溜槽与筛网一一对应,双道布料机构包括双道布料器25、动力单元以及双道布料隔板,双道布料器25设置在闸板阀与筛箱26的进料端之间,动力单元用于带动双道布料器25振动,双道布料器25的内部设置有竖向的分隔板,分隔板将双道布料器25的内部隔开成两个竖向的导料槽,双道布料隔板设置在筛箱26内的最顶层筛网上方。振动机构包括振动器和振动电机,振动器与振动电机的输出轴通过万向节连接,振动电机固定在筛座上,振动电机用于带动振动器振动。本实施例中的振动电机为变频电机,变频电机给振动器提供动力,振动器小幅度高频率振动,使得筛网小幅度高频率振动,保证物料从各层筛网快速的筛分。每套振动器包括两组激振器。配套的两套四组激振器,相等质量的偏心块,作反向同步旋转而实现的振动,离心力沿振动方向的分力总是叠加的,而沿反方向的分力总是相互抵消的,因此形成单一的振动方向激振力,从而驱动高效概率筛32作直线往复运动,概率筛32是利用概率论与无强迫联系的自同步原理,完成物料的整个筛分过程,利用其原理小振幅0.5-5m/m,高频率600-3000次/分,并采用专用变频电动机的变频控制,根据物料量的多少、颗粒的大小变化、含粉量的多少、物料的干湿度,适当调频达到最佳控制产品质量的目地。
72.本发明中筛箱26的进料端高于排料端,从上到下共四层筛网在筛箱26内部倾斜设
置,每一层筛网的排料端均设置有对应的排料溜槽,工作过程中可将物料筛分为四种不同粒径的骨料成品30并从对应的排料溜槽排出;闸板阀采用电控闸板阀。简要介绍其工作流程:首先输送机将水份控制在3%以下的物料送至稳料仓24,当稳料仓 24中的物料达到较高位时,电控闸板阀打开,物料通过双道布料器25和双道布料隔板分流成两道落至筛箱26中的最顶层筛网上;然后振动机构带动筛箱26小振幅、高频率进行直线振动,中、细粒度物料在四层筛网的表面迅速散开,并向排料端运动,不同粒径的物料分别从四层筛网对应的排料溜槽排出,从而快速完成物料的筛分。本实施例的高效概率筛32筛分物料所需的时间是普通概率筛32的1/3左右,单位面积的处理能力比普通概率筛32大5倍左右。
73.本实施例中高效概率筛32,进风口设置在筛箱26的底部,第一除尘器27的风管与吸尘口连接,进风管设置在筛箱26内部,进风管与进风口连通。进风口通过法兰安装在筛箱26的底部,进风口处还安装有用于调节进风量的调节蝶阀;通过设置调节蝶阀可以根据需要调节进风口处的风量,保证筛箱26内正吸反吹的空气流动效果。从稳料仓24经概率筛32至排料口整套系统都能达到锁风的目的,稳料仓24的低料位不空仓,概率筛32的排料端设有锁风阀进行锁风,充分达到吸粉作业的要求,为了防止细料和粉料堵塞筛网在高效概率筛32的四层网下部中间两侧设有进风管,并能调节进风量,达到正吸反吹的目的,防止细料和粉料堵塞网,筛网采用菱形孔设计有防堵作用,效果更好,达到骨料成品不含粉。本实施例中的锁风阀采用双层电动锁风翻板阀,为现有技术,对其结构不进行赘述,能起到防止筛箱26漏风短路的作用;筛箱 26顶部还设置有防尘罩;这样设置高效概率筛32在工作过程中,粉尘不会飞散。保证筛箱26形成一个封闭结构。由于筛箱26为包围式的封闭结构,第一除尘器27开启后,将筛箱26内的空气吸走,筛箱26内部形成负压,使得筛箱26部的空气通过进风口和进风管进入到筛箱26内,筛箱26内部形成正吸反吹的空气流动模式。根据风速、风量、大小与所能分离出颗粒大小之间的关系,可调风量风速大小,使物料在筛分过程利用正吸反吹的防堵机构和菱形孔筛网的特性,将细和微细颗粒正吸和反吹脱离筛孔,微粉被气流搅起并同步吸走悬浮在筛箱26中的微粉,从而一起被吸入到第一除尘器27中,这样有效地解决了细微颗粒堵塞筛网的技术问题。
74.筛网与水平面的夹角为23
°‑
60
°
。物料在大倾角筛面上的运动速度是现有技术中普通筛面上运动速度0.15-0.3米/秒的3-4倍,由于速度明显加大促使筛面上的物料层变薄,而且采用双道布料器25对入筛的物料双道分流和菱形筛网筛分可使物料更充分的透筛防堵,筛分效果更好。筛网的筛孔为菱形筛孔,菱形筛孔的短轴长度为所需筛选物料的粒度的1.1-1.2倍。筛网采用高强耐磨的材料制作,有刚性和弹性,不生锈;将现有技术中的普通方形筛孔改成菱形筛孔,可大大降低细物料堵塞筛网的情况,筛孔的短轴是所需物料粒度的1.2倍左右,这样能够使得物料能够迅速通过筛面,减少堵塞。
75.本实施例中的概率筛32,设置了双道布料器25,使得物料从稳料仓24中落下后可以分为两部分较为均匀地摊开到第一层筛网的表面,然后启动振动电机带动筛箱26 内部的各层筛网振动,从而完成对不同粒径的物料的分离。设置双道布料机构对入筛的物料使料层分流变薄,缩短了对中、细颗粒物料迅速透筛的时间,达到物料颗粒在充分的时间内筛分,粒级分选的更精准的技术效果。双道布料的高效概率筛32能达到分筛的产品质量可调可控,中、细骨料成品筛分效果好,级配合理,中、细骨料成品中无粉末,整套设备是为钢渣沥青筑路集料中、细集料加工专门设计定制,检修方便,检修时间短,设备高效节能,使分筛
的各级钢渣骨料成品达到无含粉,达到精品钢渣骨料成品,工作环境无粉尘,低噪音,达到高效节能、环保的要求。
76.本实施例中的钢渣精品骨料加工生产线用于钢渣的加工,能获得绿色环保钢渣精品中、细粗集料加工,设备配套合理,磁选铁充分,残留量低,破碎整形过程可控,除粉效果好,设备控制集中在控制操作室,有屏显工艺流程和设备运转情况,有序合理,并可联动和单动控制,自动化程度高,运行无粉尘,产品分类储存在成品库中,装运方便,能耗低、运行可靠,达到绿色环保要求的精品骨料成品加工生产线。
77.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1