一种抗生素生产废水的预处理方法与流程
1.本发明涉及废水处理技术领域,具体的,涉及一种抗生素生产废水的预处理技术。
背景技术:
2.我国是世界上发酵类抗生素药物的主要生产基地,发酵类抗生素生产在我国经济中扮演着重要角色。发酵类抗生素的生产主要分为发酵、过滤、提取和精制等步骤,制药废水的化学需氧量(cod)高、氨氮高、抗生物浓度高,并且组成复杂,是典型的高浓度难降解有机废水。从cod和氨氮特征来看,该类废水适用于生物处理,如先经过厌氧生物处理去除cod,再通过硝化-反硝化生物过程去除氨氮,这是成熟且低成本的处理技术。然而,废水中还存在着高浓度的抗生素,它们会严重抑制废水处理的功能微生物,导致生物处理的失败。因此,在生物处理前增加预处理过程,解除抗生素抑制,是实现该类废水生物处理的关键。
3.单一使用强化水解预处理技术只能去除制药废水中的抗生素,无法实现氨氮的去除。也就是说,对于氨氮浓度较低的制药废水来说,可以仅使用强化水解作为预处理工艺,然后再进行后续的厌氧生物处理。而对于氨氮浓度高的制药废水来说,强化水解后还需要经过其他的预处理方式先去除氨氮,再进入厌氧生物处理。这样一来,处理成本高,工艺流程长。对于氨氮的物化法去除,传统的蒸氨法会受到吹脱起沫的影响,这种泡沫不是传统意义理解的泡沫,而是类似于海绵一样的泡沫,如图1所示,会严重限制蒸氨法的应用。而疏水膜脱氮法虽然不需要吹脱,但会受到废水中有机物的影响导致膜的穿透,无法持续使用。
4.在回收氨氮的过程中,无论使用哪一种技术,都需要将ph调至碱性,一般为9-11。厌氧处理的进水ph一般控制为6-7,因此,需要先加碱后加酸才能满足处理要求,导致废水含盐量增加,药剂成本增加。强化水解过程中,抗生素水解速度较慢,而脱氮速率较快,因此有可能出现氨氮已经被回收,但抗生素尚未完全水解的状况,因此需要提高抗生素的水解速率,使两个过程在相近的时间内完成。申请号 201410185329.x,一种去除发酵类抗生素制药废水中抗生素的预处理方法,强化水解预处理只能实现抗生素的破坏,无法同时去除氨氮。
技术实现要素:
5.本发明提出一种抗生素生产废水的预处理方法,解决了现有技术中强化水解处理抗生素废水的过程中药剂添加量大,无法实现抗生素和氨氮同步去除,导致厌氧生物处理不能稳定进行的问题。
6.本发明的技术方案如下:一种抗生素生产废水的预处理方法,包括以下步骤:s1、调节抗生素废水ph为7.5-10后,得到混合物a;s2、向混合物a中加入催化剂搅拌均匀,得到混合物b;s3、将混合物b升温至110-160℃,得到混合物c;s4、混合物c进入膜组件分离氨气,完成预处理;
所述催化剂包括cao-nio、mgo-nio、cao-coo、mgo-coo中的一种或多种。
7.作为进一步技术方案,将预处理物调节ph为6-7后,可进行厌氧生物处理。
8.作为进一步技术方案,所述抗生素废水水质特征为,抗生素100-2000 mg/l、氨氮为500-3000 mg/l。
9.作为进一步技术方案,所述抗生素废水水质特征为,抗生素800-2000 mg/l、氨氮为800-2000 mg/l。
10.作为进一步技术方案,所述发酵类制药废水包括发酵方法生产β-内酰胺类、四环素类、大环内酯类、氨基糖苷类、多肽类或其他类抗生素后的产生的有机废水。
11.作为进一步技术方案,所述抗生素包括土霉素、青霉素、头孢霉素、红霉素、螺旋霉素、链霉素、庆大霉素、粘菌素中的一种或多种。
12.作为进一步技术方案,所述步骤s1中ph为8-9。
13.作为进一步技术方案,所述步骤s2中催化剂的投入量为0.01-0.1g/l。
14.作为进一步技术方案,所述步骤s4中膜组件为管式膜,孔径为0.1-0.3μm。
15.作为进一步技术方案,所述步骤s4中膜组件包括气态膜,气态膜材质为聚四氟乙烯。
16.作为进一步技术方案,所述步骤s4中进入膜组件的停留时间为10-30min。
17.作为进一步技术方案,所述步骤s4中进入膜组件的停留时间为15-20min。
18.作为进一步技术方案,所述步骤s4中膜组件的吸收液为2-3mol/l硫酸。
19.作为进一步技术方案,所述厌氧处理包括厌氧生物滤池、上流式颗粒污泥床、颗粒污泥膨胀床、内循环厌氧反应器、厌氧膜生物反应器中的一种。
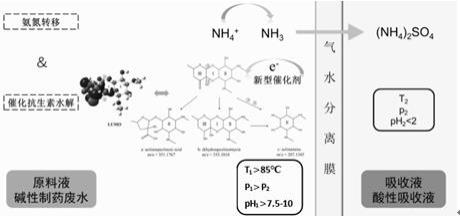
20.本发明的工作原理及有益效果为:1 本发明针对现有技术中采用强化水解处理抗生素废水的过程中无法实现氨氮去除,导致其在处理高氨氮制药废水时,后续厌氧污泥生物受氨氮特别是游离氨抑制,处理能力显著降低,使得厌氧生物处理不能稳定运行,甚至丧失处理能力的技术问题,提出了一种抗生素生产废水的预处理方法,该方法的原理如图2所示,在催化水解同步膜脱氨的处理过程中,同步发生两个过程。第一,抗生素的催化水解。在高温下,抗生素的药效官能团会与水中的氢离子和氢氧根发生反应,并在微电解和新型催化剂的促进作用下,快速失活。第二,同时,在高温和较低的ph下,仍能保证90%以上的氨氮以游离氨的形态存在,在两侧压力差的作用下,选择性透过疏水膜,被另一侧的酸溶液(如硫酸)吸收。整个过程十分快速,约15-20 min内便可完成反应。相较于传统的处理方式,本发明操作简单、能耗低、反应速度快、药剂投加小,运行成本低。
21.2. 本发明加入了新型催化剂在对抗生素生产废水进行处理,提高了抗生素的水解速率,降低了能耗,并且在进行强化水解预处理的同时,同步进行膜组件分离氨气,增加了对氨氮的去除,一步实现多重项目,节省了工艺流程。
22.3. 本发明利用对抗生素废水进行强化水解处理的高温,在较低ph下实现了氨氮的回收,提高了能量的利用效率,减少了药剂投加。
23.4. 本发明通过在厌氧生物处理前水解处理的同时脱除氨氮,既解除了氨氮对厌氧处理的抑制,又降低了后续硝化-反硝化脱氮的运行成本。针对本发明中的高温及碱性环境,选用聚四氟乙烯气态膜的分离效果最佳。
24.5. 本发明预处理几乎不会降低废水中的cod,这可以保证几乎所有的有机物能够进入厌氧生物处理单元,然后通过厌氧发酵对可生物利用的部分转化为甲烷,从而实现能源回收的最大化。
附图说明
25.下面结合附图和具体实施方式对本发明作进一步详细的说明。
26.图1为某制药厂污水处理系统产生的泡沫溢出现象图;图2为本发明对抗生素废水预处理原理图;图3为anmbr处理预处理后的土霉素生产废水的运行效果图。
具体实施方式
27.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明保护的范围。
28.实施例1废水水质特征为,nh
4-n 1000 mg/l,土霉素1000 mg/l,ph为6.5。
29.一种抗生素生产废水的预处理方法,包括以下步骤:s1、添加20%氢氧化钠调节抗生素废水ph为8.5后,得到混合物a;s2、向混合物a中加入催化剂搅拌均匀,得到混合物b;s3、将混合物b通过电加热的方式升温至120℃,得到混合物c;s4、混合物c进入气态膜组件分离氨气,完成预处理;其中:催化剂为cao-nio和mgo-nio,cao-nio与mgo-nio的质量比为1:1;催化剂投入量为0.03g/l;气态膜组件为管式膜,孔径为0.2μm;气态膜为聚四氟乙烯(ptfe)材料;抗生素废水在膜组件内的停留时间为20 min;膜组件的吸收液为2mol/l硫酸。
30.实施例2废水水质特征为,nh
4-n 1000 mg/l,青霉素1000 mg/l,ph为6.8。
31.一种抗生素生产废水的预处理方法,包括以下步骤:s1、添加20%氢氧化钠调节抗生素废水ph为9后,得到混合物a;s2、向混合物a中加入催化剂搅拌均匀,得到混合物b;s3、将混合物b通过电加热的方式升温至120℃,得到混合物c;s4、混合物c进入气态膜组件分离氨气,完成预处理;其中:催化剂为mgo-nio;催化剂投入量为0.03g/l;气态膜组件为管式膜,孔径为0.3μm,气态膜为聚四氟乙烯(ptfe)材料;抗生素废水在膜组件内的停留时间为20 min;膜组件的吸收液为2mol/l硫酸。
32.实施例3废水水质特征为,土霉素浓度:1000 mg/l,nh
4-n浓度 1200 mg/l, ph为4.8。
33.一种抗生素生产废水的预处理方法,包括以下步骤:
s1、添加20%氢氧化钠调节抗生素废水ph为9后,得到混合物a;s2、向混合物a中加入催化剂搅拌均匀,得到混合物b;s3、将混合物b通过电加热的方式升温至120℃,得到混合物c;s4、混合物c进入气态膜组件分离氨气,完成预处理;s5、将预处理液调节ph为6.8后,可进行厌氧生物处理;其中:催化剂为cao-nio;催化剂投入量为0.05g/l;气态膜组件为管式膜,孔径为0.3μm;气态膜为聚四氟乙烯(ptfe)材料;抗生素废水在膜组件内的停留时间为20min;膜组件的吸收液为3mol/l硫酸。
34.实施例4废水水质特征为: ph为6.0;青霉素浓度:800 mg/l;nh
4-n浓度 1900 mg/l。
35.一种抗生素生产废水的预处理方法,包括以下步骤:s1、添加20%氢氧化钠调节抗生素废水ph为8后,得到混合物a;s2、向混合物a中加入催化剂搅拌均匀,得到混合物b;s3、将混合物b通过电加热的方式升温至160℃,得到混合物c;s4、混合物c进入气态膜组件分离氨气,完成预处理;其中:催化剂为cao-nio;催化剂投入量为0.03g/l;气态膜组件为管式膜,孔径为0.1μm;气态膜为聚四氟乙烯(ptfe)材料;抗生素废水在膜组件内的停留时间为15min;膜组件的吸收液为3mol/l硫酸。
36.对比例1采用与实施例3相同的抗生素生产废水进行预处理,包括以下步骤:s1、添加20%氢氧化钠调节抗生素废水ph为10.5后,得到混合物a;s2、将混合物a进入气态膜组件分离氨气,完成预处理;采用的气态膜组件与实施例1相同。
37.对比例2采用与实施例3相同的抗生素生产废水进行预处理,包括以下步骤:s1、添加浓氢氧化钠调节抗生素废水ph为6后,得到混合物a;s2、将混合物a升温至60℃,得到混合物b;s3、混合物b升温至110℃,反应1h后经过逐级换热降温至35℃,完成预处理。
38.对比例3与实施例1相比,对比例3步骤s2通过电加热的方式升温至50℃,其它与实施例1相同。
39.对比例4与实施例1相比,对比例4不添加cao-nio和mgo-nio,其它与实施例1相同。
40.将上述实施例1-4和对比例1-4对抗生素废水处理效果的效果进行测定:
①
实施例1-4和对比例1-4对抗生素废水中nh
4-n、抗生素去除率的测定。
41.氨氮的测定:采用纳氏试剂法(hj 535-2009《水质 氨氮的测定 纳氏试剂分光光度法》)测定废水的氨氮值;青霉素、土霉素含量的测定:采用液相色谱-串联质谱法进行测定。
42.表1实施例1-4和对比例1-4去除率测定结果
与实施例1相比,对比例3降低水解温度,对比例4不添加催化剂,由表1可知,对比例1、对比例3、对比例4对抗生素废水的预处理的效果均低于实施例1。对比例1采用疏水薄膜法处理,不添加催化剂、不进行升温,增大了抗生素废水的ph为10.5,发现疏水膜被穿透,工艺无法有效运行,对废水中的nh
4-n和抗生素几乎无去除。
43.对比例2采用强化水解预处理,直接升温的方式进行水解,由表1可知,对比例2仅对抗生素进行去除,不会对废水中的nh
4-n进行去除。
44.②
实施例3和对比例2预处理后的抗生素废水进行厌氧膜生物反应器(anmbr)处理。
45.1)将实施例3预处理后的抗生素废水采用蠕动泵向有效容积为8l的厌氧膜生物反应器(anmbr)内,进行连续注水,出水为间歇出水,对强化水解废水进行厌氧生物处理;其中:通过调整进水流量,调整进入anmbr内的有机负荷,其中,进水流量分别为0.975l/d、1.95/d;厌氧生物处理温度为35℃;沼气曝气流量保持为1l/min;膜的通量控制为12lmh;anmbr间歇出水,即膜的运行方式选择为间歇运行,工作3分钟,休息时间(休息时间即相邻两次膜工作之间的时间间隔)随进水流量的变化而变化,膜工作(膜过滤)时间为3min和3min,休息(停止过滤)时间为88.63min和44.31min。根据进水流量确定anmbr的厌氧生物处理的有机负荷分别为1.5gcod/l/d、3 gcod/l/d(对应图3的r4, r5阶段)其中有机负荷按照如下公式计算:有机负荷=c*q/v其中:c:进水cod浓度(g/l);q:流量(l/d);v:anmbr反应器有效容积(l);单位为
gcod/l/d。
46.在进行厌氧生物处理过程中监测anmbr出水的cod、ph和挥发性脂肪酸的浓度;测定厌氧生物处理过程中的甲烷产量;计算anmbr处理后的废水的cod去除率;采用滴定法q/yzj10-03-02-2000《挥发性脂肪酸的测定》测定挥发性脂肪酸浓度;采用气相色谱法测定废水处理过程中产生的甲烷的量。
47.anmbr进水:ph为7;进水碱度为2500mg/l;反应器内的污泥浓度为20g/l;anmbr出水:ph均在6.8 ~ 8.5;挥发性脂肪酸的浓度均低于500mg/l。
48.2)将对比例2强化水解处理后的强化水解处理后的水三倍稀释(图3 r1),强化水解处理后的水二倍稀释(图3 r2),强化水解处理后的水不稀释(图3 r3),对应的有机负荷分别为1gcod/l/d、1.5gcod/l/d、1.5gcod/l/d。其它与实施例3相同。
49.实施例3和对比例2预处理后的抗生素废水进行厌氧膜生物反应器(anmbr)处理的结果如图3所示。
50.图3中r1-r3期间反应了对比例2的处理效果。可知,anmbr在处理稀释后的强化水解预处理的土霉素废母液时运行良好,而处理不稀释的土霉素废母液时效果变差,表现为挥发性脂肪酸(vfa)的累积,可达1000 mg/l以上。同时,沼气产量和cod去除率均降低,这是由游离氨抑制导致的反应器的恶化,这种恶化也限制了有机负荷的进一步提升。随后,r4阶段换成了实施例3的预处理方式,可以观察到,在同样的有机负荷下(1.5 gcod/l/d),anmbr处理效果提升,表现为无vfa积累,并且cod去除率恢复正常。在这个基础上,通过提高进水流量来提高anmbr的有机负荷,达到3 gcod/l/d,如r5所示。可以观察到,在提负荷的初期有vfa积累,而随着时间的延长,反应器可以克服这一问题,再次进入稳定高效的状态。
51.基于上述对比,可以发现,实施例3可以有效克服对比例2所面临的氨氮抑制,有效减少vfa的累积,提高去除率,并提高anmbr处理的有机负荷。
52.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1