蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置的制作方法
1.本发明属于核电检修技术领域,具体涉及蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置。
背景技术:
2.蒸汽发生器(sg)是核电厂一回路主要设备之一,是一回路的重要承压边界,起着一、二回路的热交换作用。国内核电站的sg大多数采用立式自然循环的结构形式,其内置传热管不仅数量众多、间距极小且竖直排列。在核电机组sg及二回路系统检修过程中,经常因为异物控制不足的问题引入外来异物,这些外来异物在运行过程中小部分被排污系统排出,大部分随冷却水的流动沉积在sg二次侧传热管管间。大部分异物可以采用常规手动工具取出,但一些缠绕在传热管上,或卡住传热管管束中,或部分埋在沉积的硬性泥渣里的硬质丝状异物往往难于取出,这些丝状异物中部分因表面硬度较高,且存在一定自由端,在蒸汽发生器长时间运行期间可能因水流冲击、震动等都有可能对传热管造成磨损或碰撞,从而带来传热管破损的风险。
3.国内各核电厂充分重视sg异物清理的重要意义和必要性,目前已经有一些抓取住装置投入实际应用。目前普遍采用的方法是通过电机及传动轴传输动力带动挤压刀,依靠大力臂剪切条状异物或者通过传动轴带动刀口推进加压剪断异物。但是这些装置在现场应用过程中依然会存在一些问题,如剪切力不足,难以清理缠绕在传热管上或者卡在管束之间的条状异物;难以控制丝状异物进入剪切工具有效剪切位置;或者需要操作人员在sg旁进行复杂手动操作从而受到较大剂量的辐射。
技术实现要素:
4.本发明的目的是提供一种蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置,实现对传热管间缠绕或卡死型硬质丝状异物进行磨削加工分段取出。
5.本发明的技术方案如下:蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置,包括磨削工具头、柔性钢带、给水泵、驱动电机和内窥镜主机;所述的磨削工具头与柔性钢带连接,柔性钢带分别与给水泵、驱动电机和内窥镜主机连接。
6.所述的磨削工具头包括主壳体,主壳体与滑动架组成朝后的楔形缺口,滑动架中部设置水平方向的缺口。
7.所述的主壳体作为整个磨削工具头的基座,后端通过两组压板及沉头螺钉连接固定柔性钢带;主壳体前端下方采用t型结构连接滑动架,主壳体与滑动架采用t型结构配合,主壳体为t型滑轨结构,滑动架上端设置t型槽,并通过进给螺杆进行连接及驱动,进给螺杆螺柱段与滑动架的螺纹孔配合,光轴段与主壳体配合,采用贯穿销与进给螺杆上的弧形环槽配合,将进给螺杆安装限制在主壳体上。
8.所述的主壳体与滑动架缺口相对的位置采用双轴承支撑直柄磨头,由挡圈将直柄磨头约束在主壳体内,直柄磨头末端焊接连接旋转软轴。
9.所述的进给螺杆通过旋转软轴驱动转动,旋转软轴通过手柄带动转动。
10.所述的直柄磨头由驱动电机驱动旋转软轴实现磨削加工。
11.所述的旋转软轴外部套装软轴套。
12.所述直柄磨头采用金刚砂磨针,由双轴承支撑固定在主壳体内,双轴承之间设置有轴套顶紧两轴承内圈,轴套和直柄磨头上加工有一个贯穿孔,采用限位销连接固定,并由挡圈将直柄磨头约束在主壳体内,直柄磨头的尾部采用焊接连接旋转软轴,由驱动电机驱动直柄磨头高速旋转,实现磨削加工。
13.所述驱动软轴有2根,采用70号钢制成,一根与直柄磨头焊接连接在一起,外部套装软轴套管,另一端驱动电机相连,通过控制驱动电机的转速来控制直柄磨头转速,另一根软轴一端与进给螺杆焊接连接在一起,另一端连接到进给手柄上,通过手动旋转手柄驱动软轴旋转,带动螺杆转动,实现滑动架的移动。
14.所述磨削工具头设置两个内窥镜镜头,一个安装在靠近主壳体前方上端的安装孔,另一个安装在直柄磨头斜上方。
15.本发明的有益效果在于:解决现有挤压剪切工具受sg传热管管间尺寸限制,无法增加结构尺寸及传递扭矩导致剪切效果不佳的问题,实现对缠绕或卡死型硬质丝状异物进行磨削加工分段取出的目的;通过高速软轴进行动力传输,且整个装置的体积小巧,能够进出sg内复杂狭小区域。采用高速软管驱动直柄磨头对硬质丝状异物进行磨削剪切加工,接触力较小,利于工具头结构小型化,提高加工效率。
附图说明
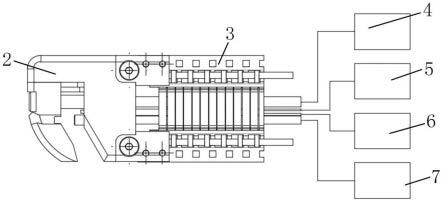
16.图1为本发明中的蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置总体安装示意图;
17.图2为本发明中的蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置结构示意图;
18.图3为磨削工具头结构示意图;
19.图4为磨削工具头剖面示意图。
20.图中:1传热管,2磨削工具头,3柔性钢带,4手柄,5给水泵,6内窥镜主机,7驱动电机,201主壳体,202第一内窥镜,203进给螺杆,204滑动架,205第二内窥镜,206直柄磨头,207给水管,208第一限位销钉,209沉头螺钉,210压板,211轴承,212轴套,213第二限位销钉,214挡圈,215软轴套管,216旋转软轴,217进给软轴。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.针对目前核电厂sg传热管管间夹紧丝状硬质异物取出困难的问题,本发明提供一种蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置,采用高速传动软轴驱动磨头高速转动、磨削加工切断传热管间的硬质丝状异物,其柔性传动特点适于sg传热管狭小空
间,具有转速高、加工速度快、接触力小等特点,可以解决传热管间硬质丝状异物切割加工问题,再配合异物抓取工具将切割分段后的丝状异物取出蒸汽发生器,保证蒸汽发生器安全、稳定地运行。
23.结合图1、图2所示,蒸汽发生器传热管管间硬质丝状异物剪切的磨削加工装置,包括磨削工具头2、柔性钢带3、给水泵5、驱动电机7和内窥镜主机6;所述的磨削工具头与柔性钢带连接,柔性钢带分别与给水泵、驱动电机和内窥镜主机连接。所述柔性钢带3不仅具有重量轻、柔韧性强的特点,而且内部具有一定的空间,满足内部管线、线缆、软轴等封装要求,减少工具的结构尺寸,现场使用时需要通过柔性钢带3将磨削工具头2送进sg传热管1管间,对硬质丝状异物进行磨削加工。
24.磨削工具头2由主壳体201与滑动架204组成朝后的楔形缺口,利用滑动架204上的两段式楔形面实现硬质丝状异物向上滑移,并在滑动架204中部设置水平方向的缺口,用于固定异物。
25.主壳体201为整个磨削工具头2的基座,后端通过两组压板210及沉头螺钉209连接固定柔性钢带3;主壳体201前端下方采用t型结构连接滑动架204,主壳体201与滑动架204采用t型结构配合,主壳体201为t型滑轨结构,滑动架204上端设置t型槽,并通过进给螺杆203进行连接及驱动,进给螺杆203螺柱段与滑动架204的螺纹孔配合,光轴段与主壳体201配合,并采用第一限位销钉208与进给螺杆203上的弧形环槽配合,将进给螺杆203安装限制在主壳体201上,只能实现周向旋转,不能轴向窜动;主壳体201与滑动座203缺口相对的位置采用双轴承形式的轴承211支撑直柄磨头206,旋转软轴216穿过轴承211驱动直柄磨头206,旋转软轴216上还套有轴套212,轴套212通过第二限位销钉213固定到旋转软轴216上,挡圈214将直柄磨头206约束在主壳体201内,直柄磨头206末端焊接连接旋转软轴206。其中,磨削工具头2设置两个内窥镜镜头,第一内窥镜202安装在靠近主壳体201前方上端的安装孔,用来监视管间状态,及时发现异物,第二内窥镜205安装在直柄磨头206斜上方,用来监视磨削加工状态。
26.所述软轴有2根分别为驱动软轴217和旋转软轴216,采用70号钢等材质制成,旋转软轴216与直柄磨头206焊接连接在一起,外部套装软轴套管,另一端驱动电机相连,通过控制驱动电机的转速来控制直柄磨头转速,驱动软轴217一端与进给螺杆焊接连接在一起,另一端连接到进给手柄上,通过手动旋转手柄驱动软轴旋转,带动螺杆转动,实现滑动架的移动。
27.通过远端手柄4手动转动,带动进给软轴217驱动进给螺杆203转动,带动滑动架204携带丝状异物靠近直柄磨头206,直柄磨头206由驱动电机7驱动旋转软轴206从而高速转动实现磨削加工,随着滑动架204的进给逐步将丝状异物磨削切断,因旋转软轴216转速较高,外部套装软轴套管215,起到增大力矩传动效率和保护旋转软轴216的作用。
28.给水泵5与给水管207连接,给水管207设置在主壳体201上。另外,对本发明的现场操作进一步详细的说明:
29.将磨削加工装置的工具头2通过导向工具引入待清理的硬质丝状/条状金属异物sg传热管管间,通过工具头2上的前置第一内窥镜202观察管间状态,及时发现异物;当工具头2到达异物处后,通过推送柔性钢带3使工具头2向前滑移跨过异物,使异物进入滑动架204的两段式楔形面处,再缓慢向后移动柔性钢带3,使异物沿着滑动架204的斜面滑移至缺
口处,再适当向后拉紧柔性钢带3,使丝状异物稳定卡在缺口内,控制电机7带动旋转软轴216转动,驱动直柄磨头206高速旋转,启动给水泵5,通过给水管207给磨头供水,再手动驱动手柄4带动进给软轴217转动,进而驱动进给螺杆203带动滑动架204携带丝状异物向高速运转的直柄磨头206移动,逐步切断丝状异物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1