一种脱硫废水多效蒸发自动控制系统及方法与流程
本发明属于脱硫废水处理领域,具体涉及一种脱硫废水多效蒸发自动控制系统及方法。
背景技术:
1、从脱硫废水零排放的经济性和能耗上来看,浓缩减量环节是关键,其中浓缩环节的电耗和蒸汽消耗占吨废水处理运行费用的60%以上。浓缩减量主要分膜浓缩和热浓缩两大类,膜浓缩对进水水质有严格要求,且易结垢堵塞,限制了其大规模工业应用;热浓缩主要采用msf(多级闪蒸)、med(多效蒸发)和mvr(机械式蒸汽再压缩)三种方式,msf利用热蒸汽的显热,存在传热效率低,备腐蚀严重等问题,mvr 是目前效率最高的蒸发技术,但在投资和营运上的费用仍较高,med多次利用二次蒸汽的潜热,实现了能量的梯级利用,蒸汽耗量低、蒸发温度低、浓缩比大、更合理、更节能、更高效。
2、多效蒸发技术在脱硫废水零排放已被广泛研究,且有一定的工程案例,具有节能、适用性强、易于工业化的优点,近年来发展迅速,装置的规模日益扩大,成本日益降低,本文着重研究低温多效蒸发技术。虽然低温多效蒸发工艺本身需要大量蒸汽,但电厂一般有较多的富余低压蒸汽,可充分利用这些低品位蒸汽作为理想的热源,且热效率利用率较高,工艺操作弹性大,水的回收率达到 90%左右。
3、多效蒸发设备复杂,各设备的操作参数之间相互影响,进料参数和蒸汽参数会影响加热温度、蒸发温度、出料浓度;系统泄露、真空泵的腐蚀、冷凝器的结垢、冷却水量的减少或水温升高都会到导致系统真空度降低,而系统真空度的降低又会导致壳程积水,影响蒸发器的生产能力;加热蒸汽中往往带有少量的不凝性气体,这些不凝性气体的不及时排出使得传热效率明显下降,导致蒸发器的生产能力不够;蒸发器的生产能力提高,浓缩倍率过高或出料浓度过大,浓缩系统中废水中的硬度、碱度和浊度升得太高,废水的结垢倾向增大很多,从而使结垢、腐蚀控制的难度变大。因此,多效蒸发系统的安全稳定运行需要对各设备参数精准检测、建立影响关系并编译程序控制系统,进而对各参数实施自动控制。
技术实现思路
1、本发明的目的在于,提供一种脱硫废水多效蒸发自动控制系统及方法,以解决上述背景技术中提出的问题,能够实现脱硫废水多效蒸发系统的全自动控制,提高了系统的安全稳定运行,同时提高能量的梯级利用率、脱硫废水的回收率以及脱硫废水回水的再利用。
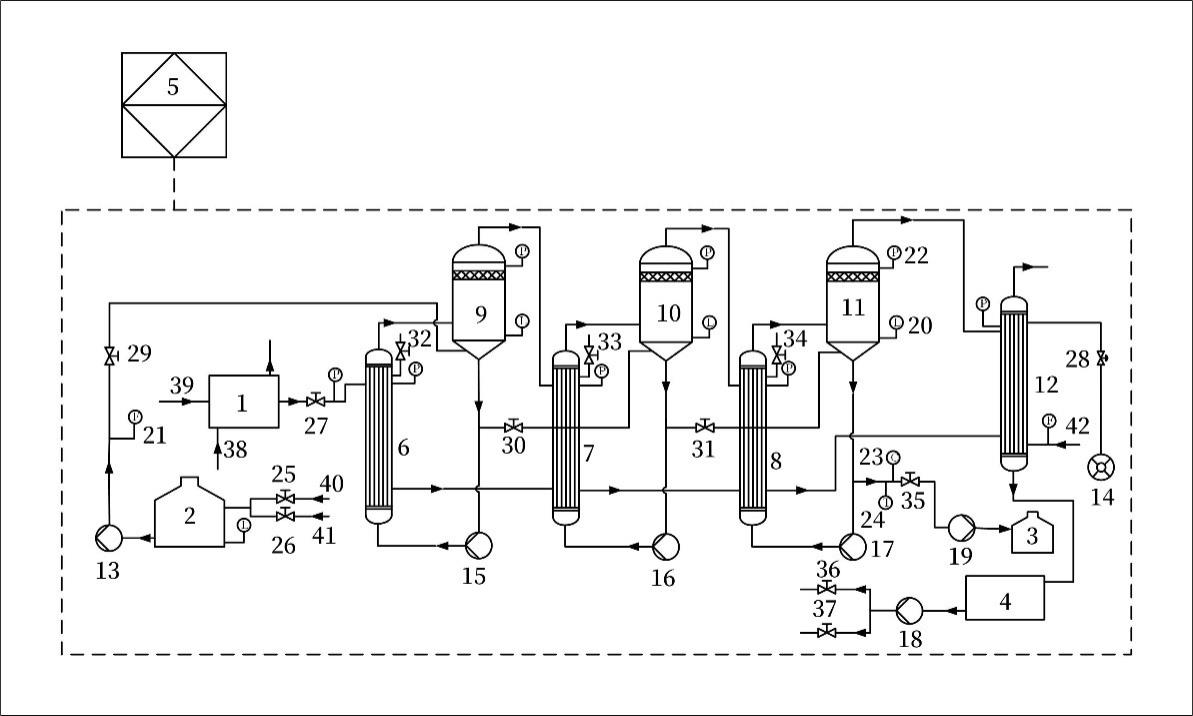
2、为实现上述目的,本发明采用如下的技术方案:一种脱硫废水多效蒸发自动控制系统,包括蒸汽发生器、缓冲箱、成品罐、冷凝水罐、dcs控制子系统、蒸发器组、分离器组、检测组、泵组、调节阀组、预热器组、冷凝器。
3、所述蒸发器组包括一效蒸发器、二效蒸发器、三效蒸发器,分离器组包括一效分离器、二效分离器、三效分离器,检测组包括液位变送器、流量变送器、差压变送器、浓度变送器、温度变送器,泵组包括进料泵、真空泵、一效强制循环泵、二效强制循环泵、三效强制循环泵、冷凝水泵、出料泵,调节阀组包括供料阀、补水阀、生蒸汽调节阀、真空调节阀、一效进料阀、二效进料阀、三效进料阀、一效不凝性气体排放阀、二效不凝性气体排放阀、三效不凝性气体排放阀、出料阀、蒸汽供水阀、其他工艺供水阀,预热器组包括一级预热器、二级预热器、三级预热器。
4、所述系统内的检测组、泵组、调节阀组均与dcs控制子系统相连接,检测组检测操作参数信息并输出标准信号传至 dcs控制子系统,由dcs控制子系统根据编译程序控制泵组、调节阀组的操作参数或该操作参数的影响参数进行调节,使操作参数保持在设定值范围内,同时在工控机上显示该参数值。
5、所述蒸汽发生器和缓冲箱设置于系统的上游,蒸汽发生器与一效蒸发器相连,缓冲箱经进料泵与一效分离器相连,一效分离器的液相侧经一效强制循环泵、一效蒸发器循环回一效分离器,一效分离器的气相侧与二效蒸发器相连,二效分离器的液相侧经二效强制循环泵、二效蒸发器循环回二效分离器,二效分离器的气相侧与三效蒸发器相连,三效分离器的液相侧经三效强制循环泵、三效蒸发器循环回三效分离器,三效分离器的气相侧与冷凝器相连,冷凝器与冷凝水罐相连,冷凝水罐位于冷凝器与冷凝水泵之间,真空泵与冷凝器的上端相连。
6、蒸汽发生器设置于一效蒸发器的上游,蒸汽发生器的热源为来自于除尘器和脱硫系统之间95℃-120℃的低温热烟气或脱硝反应器与空预器之间大于300℃的高温热烟气,加热来自于冷凝水罐的冷凝水,产生大于90℃的水蒸气作为生蒸汽,用以加热浓缩脱硫废水。
7、蒸汽进入一效蒸发器的壳程放热后冷凝成冷凝水,由于冷凝水的温度还比较高,将一效冷凝水送入二效蒸发器,一是回收显热,二是回收潜热,以此类推,一、二、三效三台蒸发器及冷凝器中的冷凝水由一台冷凝水泵排出,排出的冷凝水一部分用于蒸汽发生器的水源,其余部分作为工艺用水。冷凝器为间接式,防止脱硫废水二次蒸汽污染冷却水,冷凝器的冷源为不高于30℃的冷却水。
8、来自于缓冲箱的脱硫废水经进料泵进入一效分离器,在保证分离器液位稳定的情况下,脱硫废水经一效强制循环泵在蒸发器和分离器之间循环,提高循环量和循环速度,提高蒸发器的传热效率,二效和三效之间的脱硫废水循环亦是如此。尽管脱硫废水在各效的循环方式是相同的,但随着蒸发的进行,脱硫废水的浓度在增加,温度在降低,黏度在增加,导致传热系数降低,因此后效的废水循环量要大于前效,特别是末效的废水循环量要大于前边几效,控制扩大比例在1.1-1.5倍之间。各效的真空度依次增大,即绝对压力依次降低,故料液在相邻两效之间的输送不必用泵,而是靠压差自然流动到后一效,但是随着蒸发过程的进行,料液的浓度在增大,特别是在末效出料时的浓度甚至可以达到60%(浓度的计量是以废水中可溶和不可溶的tds统计),需要借助出料泵进行出料。
9、真空泵设置在冷凝器的下游,真空泵吸气管道的吸气口设置在冷凝器的上部,通过冷凝器抽真空,不凝性气体或二次蒸汽进入冷凝器壳程瞬间充满,在保证抽真空效果的前提下,少抽取二次蒸汽,如果蒸汽被抽出,只能证明冷凝器换热面积小,或冷却水量不足或水温升高,各效蒸发器、分离器及冷凝器的真空度是通过真空管道上的真空调节阀来调节的。
10、在三效分离器的上部安装一个差压变送器,检测三效分离器的真空度,并输出标准信号传至 dcs控制子系统,由dcs控制子系统控制设置在真空管道上的真空调节阀对真空度进行调节,使三效分离器的真空度保持在设定值上,同时在工控机上显示当前真空度值,在三效分离器的真空度稳定后,由dcs控制子系统控制启动生蒸汽调节阀,待一效和二效分离器的真空度达到设定值后,由dcs控制子系统控制启动进料泵,进行脱硫废水的热浓缩过程,实现真空度、蒸汽、进料的自动控制。
11、在缓冲箱的底部侧面安装一个液位变送器,检测缓冲箱的液位并输出标准信号传至 dcs控制子系统,由dcs控制子系统控制缓冲箱的供料阀开度,以保证缓冲箱的液位在高低液位的范围内,同时在工控机上显示当前液位,并可以显示高低液位报警,当缓冲箱的液位低于最低液位后,补水阀自动打开,防止搅拌装置的损害以及蒸发器的干烧,当缓冲箱的液位高于最高液位后,关闭供料阀,系统运行过程中,要保证废水缓冲箱内不能断料,还要保证进料量。
12、在进料管道上安装流量变送器,检测脱硫废水流量并输出标准信号传至dcs控制子系统,由dcs控制子系统控制进料泵变频器的频率,从而保证管道中物料流量的恒定,进料流量稳定时多效蒸发系统安全稳定运行的前提,同时在工控机上显示当前流量值。
13、在各效分离器底部安装液位变送器,检测三效分离器内料液液位并输出标准信号传至dcs控制子系统,由dcs控制子系统控制出料泵变频器的频率,使三效分离器液位保持在高低液位的范围内,防止液位过高影响二次蒸汽的液沫夹带或出料泵缺料空转,同时在工控机上显示当前液位,并显示高低液位报警,实现出料的自动控制。
14、在生蒸汽的进气管道上安装差压变送器检测一效蒸发器的压力并输出标准信号传至dcs控制子系统,由dcs控制子系统控制生蒸汽调节阀的开度,控制生蒸汽流量大小,使一效蒸发器蒸汽压力稳定在设定值5%的偏差范围内,同时在工控机上显示当前压力,当一效蒸发器的压力超过设定值5%时,关闭生蒸汽调节阀,直到压力再次回到设定值时,再重新开启生蒸汽调节阀。
15、在出料管道上安装浓度变送器检测出料浓度并输出标准信号传给dcs控制子系统,由dcs控制子系统根据该信号及一效蒸发器的压力信号,控制生蒸汽调节阀的开度,控制生蒸汽流量大小,使出料浓度稳定在设定值上,与设定的出料浓度偏差不超过1%-3%。同时在出料管道上安装温度变送器检测出料温度,在冷却水的进水管道上安装流量变送器检测冷却水流量,并输出标准信号传给dcs控制子系统,由dcs控制子系统根据该信号、一效蒸发器的压力信号及冷却水流量信号,控制生蒸汽调节阀的开度,控制生蒸汽流量大小,使出料温度稳定在设定值上,与设定的出料温度偏差不超过±3℃,控制冷却水泵变频器的频率,控制冷却水的给水量。
16、在蒸发器壳程上设有不凝性气体排出口,蒸发过程中必须随时打开各效蒸发器的不凝性气体阀门,定期并及时排出不凝性气体,保持系统的真空度,同时提高传热效率。蒸汽中往往带有少量的不凝性气体,不凝性气体的来源主要有三方面:加热蒸汽中带入、料液蒸发时产生、负压操作下外界漏入,这些不凝性气体随加热蒸汽进入蒸发器壳程,虽然量不大,但长期积累后,可在冷凝侧局部富集,使得传热效率明显下降,因此,必须及时从冷凝测排出不凝性气体。实际上在不凝性气体中仍混有一定量的水蒸气,这主要取决于热平衡计算及实际各效的冷凝效果,这部分未冷凝掉的水蒸气按加热蒸汽量的0.2%-1.5%计算。
17、与现有技术相比,本发明公布的一种脱硫废水多效蒸发自动控制系统及方法能够实现脱硫废水多效蒸发系统的全自动控制,提高了系统的安全稳定运行,同时提高能量的梯级利用率、脱硫废水的回收率以及脱硫废水回水的再利用。
- 还没有人留言评论。精彩留言会获得点赞!