城镇污泥处理系统的制作方法
1.本实用新型涉及污泥处理技术,具体涉及一种城镇污泥处理系统。
背景技术:
2.污水处理过程会产生大量污泥,而这些污泥当中含有病原体、重金属和持久性有机物等有毒有害物质,未经有效处理处置,极易对地下水、土壤等造成二次污染,直接威胁环境安全和公众健康,使污水处理设施的环境效益大大降低。目前我国城镇污水处理厂产生的污泥只有部分进行卫生填埋、土地利用、焚烧和建材利用等处置,而大部分污泥未进行规范化的处理处置。
3.目前所采用的污泥处理技术中,主要是通过好氧发酵的方式来杀灭污泥中的病原菌和杂草种子、钝化重金属、降解有毒有害污染物,从而解决污泥处理后农业利用的安全问题。而现有的好氧发酵技术是直接采用80%左右含水率的原泥拌合、添加15%~30%或更甚的有机质辅料,然后保持发酵温度一般在50-70℃,返料比达到100%~300%,最终形成发酵产品。
4.然而,传统的好氧发酵技术需要大量的返混料和辅料,造成混合后的物料体积大,所需的发酵车间就大,需要工程投资就多,同时,传统的好氧发酵技术发酵温度低,从而会造成发酵时间长。可见,现有的污泥处理技术中的好氧发酵阶段存在发酵成本高、发酵效率低、效果差等一系列发酵效果不理想的问题,从而制约了污泥处理技术的推广应用。所以亟需一种新的污泥处理技术来解决上述问题。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本实用新型提供了一种城镇污泥处理系统,解决了现有污泥处理技术在好氧发酵阶段发酵效果不好而导致污泥处理效果不理想的问题。
7.(二)技术方案
8.为实现以上目的,本实用新型通过以下技术方案予以实现:
9.一种城镇污泥处理系统,所述系统包括:
10.污泥接收仓、污泥调理罐、脱水设备、好氧发酵设备;
11.所述污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备之间通过管道顺次连接。
12.优选的,所述污泥接收仓通过管道连接污水处理厂中的污水处理装置。
13.优选的,所述污水处理装置包括带式脱水机、离心脱水机、叠螺脱水机。
14.优选的,所述脱水设备与所述污泥调理罐通过回流管连接。
15.优选的,所述脱水设备为超高压脱水设备,其产生10mpa~40mpa的压力;所述脱水设备内设置压力检测装置。
16.优选的,所述脱水设备还连接排水管道。
17.优选的,所述好氧发酵设备为超高温好氧发酵设备,其发酵时温度为70℃~90℃;所述好氧发酵设备还设置有尾气回收装置和温度监测装置。
18.优选的,所述尾气回收装置连接生物滤池和/或生物喷淋塔。
19.优选的,所述好氧发酵设备还包括产品过筛装置。
20.优选的,所述产品过筛装置通过返混料管道于所述好氧发酵设备连接。
21.(三)有益效果
22.本实用新型提供了一种城镇污泥处理系统。与现有技术相比,具备以下有益效果:
23.1、本实用新型的城镇污泥处理系统,包括通过管道顺次连接的污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备,城镇污泥运输到污泥接收仓后,再经过污泥调理罐调理后,提高了污泥的可压缩性;接着通过脱水设备对污泥脱水;最后利用好氧发酵设备对污泥进行高温发酵,最终将污泥转化成肥料。本实用新型的城镇污泥处理系统实现了对城镇污泥的减量化、稳定化、无害化及资源化利用的科学处理处置,节约了污泥处理成本、提高了污泥处理效率和处理效果,带来了经济效益。
24.2、本实用新型的城镇污泥处理系统,其中的超高压脱水设备可将原泥含水率降低到50%以内,与含水率35%左右的返混料混合,初始含水率45%左右,除水负荷低,返料拌合比少,不添加辅料,减轻了堆体发酵辅料的负担,同时减少返混比、辅料量,原始堆体体积可减少50%左右,减小发酵槽容积以及占地。
25.3、本实用新型的城镇污泥处理系统,其中的污泥超高温好氧发酵起始拌合含水率低,因而堆体起温快,堆体发酵温度高(最高温度可大于90℃),且高温持续时间长(大部分时间保持在70℃~90℃),能有效灭杀污泥中的病原菌与杂草种;另外,有机物分解快,发酵周期短,10~15天即可完全腐熟,提高了产能;对城镇污泥减容/减量化效果显著,减量化达70%左右,减容率达85%以上。
26.4、本实用新型的城镇污泥处理系统,其中的尾气净化装置,可将发酵过程中产生的气体集中收集处理,避免对环境造成二次污染,改善作业环境与卫生状况。
附图说明
27.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
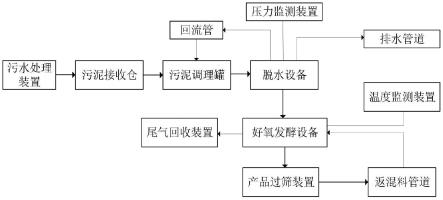
28.图1为本实用新型中城镇污泥处理系统的结构图。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.本技术实施例通过提供一种城镇污泥处理系统,解决了现有污泥处理技术在好氧发酵阶段发酵效果不好而导致污泥处理效果不理想的问题,实现了城镇污泥的科学处理处
置,节约了污泥处理成本、提高了污泥处理效率和效果。
31.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
32.为了科学、合理的对城镇污泥进行处理,本实用新型提出了一种通过管道顺次连接的污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备的城镇污泥处理系统,80%含水率的城镇污泥运送到污泥接收仓后,经过污泥调理罐降低污泥比阻、提高污泥的可压缩性;接着通过脱水设备对污泥的固相及所含的间隙水、毛细水、吸附水等进行固液分离,通过物理高压压榨将含水率降低到50%左右;最后利用零辅料超高温好氧发酵设备对污泥进行高温发酵,发酵完成后的产品含水率低于40%,便于后续二次利用。本系统实现了污泥的减量化、稳定化、无害化及资源化利用。
33.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
34.实施例1:
35.本实施例提出了一种城镇污泥处理系统,该系统包括:
36.污泥接收仓、污泥调理罐、脱水设备、好氧发酵设备;
37.所述污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备之间通过管道顺次连接。
38.本实施例的城镇污泥处理系统,包括通过管道顺次连接的污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备,城镇污泥运输到污泥接收仓后,再经过污泥调理罐调理后,提高了污泥的可压缩性;接着通过脱水设备对污泥脱水;最后利用好氧发酵设备对污泥进行高温发酵,最终将污泥转化成肥料。本实用新型的城镇污泥处理系统实现了对城镇污泥的减量化、稳定化、无害化及资源化利用的科学处理处置,节约了污泥处理成本、提高了污泥处理效率和处理效果,带来了经济效益。
39.下面结合附图1和对具体部件的详细解释,来详细解释本实用新型的提出的一种用于城镇污泥的处理系统。参见图1,该城镇污泥处理系统包括:
40.污泥接收仓、污泥调理罐、脱水设备、好氧发酵设备,所述污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备通过管道顺次连接。其中:
41.污泥接收仓,接收与贮存来自所服务城镇区域或周边各市政污水处理厂需要集中处理的剩余脱水污泥,这些污泥的含水率普遍达到80%左右。具体的,污泥接收仓可以接收带式脱水机、离心脱水机、叠螺脱水机等方式生产的剩余脱水污泥。
42.污泥调理罐,通过管道与上述污泥接收仓连接,当接收仓中的污泥顺着管道进入污泥调理罐后,对污泥进行调理以降低污泥比阻、增强污泥的可压缩性。具体的,在实际操作时,在污泥调理罐中事先加入的高效调理剂、助凝剂、少量水得作用下,污泥会改变性状,污泥比阻降低、污泥可压缩比提高,以便宜污泥实现固液分离。具体的,污泥调理罐中的高效调理剂一般选用三氯化铁、聚合硫酸铁等。
43.脱水设备,通过管道与上述污泥调理罐的出口连接,以将经过污泥调理罐调理好的污泥在超高压力下进行固液分离。本实施例中的脱水设备为超高压脱水设备,该设备可产生10mpa~40mpa超高压力。通过压力监测装置(如压力计等)监测压力值,在10mpa~40mpa的超高压力下对调理完成后的污泥进行固液分离。具体的,采用高压板框、超高压弹性压榨、超高压垂直压榨、超高压板式连续压榨等方式对污泥进行脱水处理。分离后的污泥
含水率可保持在50%以内。另外,在本实施例中,为了保证资源的循环利用,经过超高压脱水设备进行脱水处理后,固液分离所产生的液相水,一部分通过回流管道回流用于污泥调理,而富于部分的液相水通过排水管道排放掉。
44.好氧发酵设备,通过管道连接上述的脱水设备,经过脱水后的污泥在好氧发酵设备中与返混料进行拌合,然后在好氧发酵设备的发酵槽进行超高温好氧发酵。具体的,本实施例中的好氧发酵设备为一种零辅料超高温的好氧发酵设备,其无需添加任何发酵辅料,直接将50%左右的污泥与35%含水发酵成品采用1:(0.5~1)的比例进行拌合,过程进行2~4次翻堆,温升后在翻堆过程中保持70℃~90℃的发酵温度,并对发酵堆体进行鼓风穿孔曝气,超高温好氧发酵反应器通风速率不高于0.1m3/m2min,发酵周期为10~15天,发酵结束,污泥含水率在35%以内。另外,为了避免空气污染,在本实施例中,好氧发酵设备还设置有尾气回收装置,以保证设备内净空间换气频率不低于6次/小时,并负压抽吸,收集完成的臭气采用生物除臭滤池、生物除臭喷淋塔等方式进行处理。此外,为了保证好氧发酵设备中的温度保持在70℃~90℃的发酵温度,在好氧发酵设备中设置温度监测装置,如温度计等。
45.污泥在好氧发酵设备中经过一定发酵周期后,形成污泥发酸产品,而污泥发酸产品经过好氧发酵设备中的产品过筛装置过筛可形成不同用途的好氧发酵成品。好氧发酵产品一般有固体有机肥、园林绿化用土、盐碱地改良土或填埋场覆盖用土等。另外,在本实施例中,产品过筛装置的出口端还通过返混料管道与好氧发酵设备进行连接,这样可以将产生的含水发酵成品作为返混料返回好氧发酵设备中与脱水的污泥进行拌合,便于发酵。
46.下面以具体实例来说明本实施例中城镇污泥处理系统的工作原理和具体实现工作过程:
47.某城市各污水处理厂的污泥(含水率79%~85%之间,加权含水率83%),共计100吨,经过专用污泥运输车将其运输到污泥处理处置中心的污泥接收料仓;然后通过管道接入污泥调理罐,而污泥调理罐中同时加入了高效调理剂和少量水,待反应10~15min后;经10mpa~40mpa超高压脱水机压榨固液分离,使污泥含水率降至50%以内,此时,污泥减量到34吨,脱除的滤液一部分通过回流管回流调理,富余部分就近纳管排放返回污水处理厂处理;对脱水后的污泥加入来自返混料管道的、含水率为35%的返混料,以1:0.5的比例进行拌合,发酵原料初始含水率为45%,辅料添加比为0,然后转移到动好氧发酵槽,通入风速率0.08m3/m2min,共发酵12天,期间在第4天、第7天、第10天共进行3次翻堆,污泥在超高温工艺下快速升温,最高温度上升到88℃,产生的尾气通过尾气回收装置收集,经过净化达标后排放。发酵完毕,污泥含水率降低到35%,发酵料43吨,其中,17吨继续用作返混料,发酵成品为26吨,总减量74吨;将发酵最终的产物进行粉碎过筛,形成有机肥料,作为园林、绿化所用肥料。
48.综上所述,与现有技术相比,具备以下有益效果:
49.1、本实用新型的城镇污泥处理系统,包括通过管道顺次连接的污泥接收仓、污泥调理罐、脱水设备,以及好氧发酵设备,城镇污泥运输到污泥接收仓后,再经过污泥调理罐调理后,提高了污泥的可压缩性;接着通过脱水设备对污泥脱水;最后利用好氧发酵设备对污泥进行高温发酵,最终将污泥转化成肥料。本实用新型的城镇污泥处理系统实现了对城镇污泥的减量化、稳定化、无害化及资源化利用的科学处理处置,节约了污泥处理成本、提高了污泥处理效率和处理效果,带来了经济效益。
50.2、本实用新型的城镇污泥处理系统,其中的超高压脱水设备可将原泥含水率降低到50%以内,与含水率35%左右的返混料混合,初始含水率45%左右,除水负荷低,返料拌合比少,不添加辅料,减轻了堆体发酵辅料的负担,同时减少返混比、辅料量,原始堆体体积可减少50%左右,减小发酵槽容积以及占地。
51.3、本实用新型的城镇污泥处理系统,其中的污泥超高温好氧发酵起始拌合含水率低,因而堆体起温快,堆体发酵温度高(最高温度可大于90℃),且高温持续时间长(大部分时间保持在70℃~90℃),能有效灭杀污泥中的病原菌与杂草种;另外,有机物分解快,发酵周期短,10~15天即可完全腐熟,提高了产能;对城镇污泥减容/减量化效果显著,减量化达70%左右,减容率达85%以上。
52.4、本实用新型的城镇污泥处理系统,其中的尾气净化装置,可将发酵过程中产生的气体集中收集处理,避免对环境造成二次污染,改善作业环境与卫生状况。
53.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
54.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1