一种用于清洁曲面柱体的曲面刮刀的制作方法
本技术涉及一种刮刀,特别是涉及一种用于清洁曲面柱体的曲面刮刀。
背景技术:
1、辊压工序是锂离子电池制造环节中必不可缺的一环,通过对极片进行辊压可以将原始涂覆再正负极集流体基材上的活性材料实现更紧密的接触和堆积,降低极片的厚度。
2、辊压机是极片辊压工序通用的设备,辊压机的运转机理是上下两个具有一定直径的金属辊在电力驱动下以一定的速度转动,过程中对极片实现连续性的挤压。
3、极片在辊压过程中活性材料与金属辊表面挤压接触,辊表面不可避免的会有一些粉料的残留,因此为了保证辊压工序的连续性,一般会在极片对辊出口靠近的位置安装刮刀。
4、刮刀的主要作用是清除辊压机表面的残留粉料,安装时刮刀与金属辊表面接触并呈一定的而角度,同时施以一定的力保持固定。现有工艺的刮刀都是直线结构的,安装时刀片与金属辊轴心保持平行。会导致切削效果较差,需要施加更大的压力于刮刀上达到所需的清洁效果;同时平直型刮刀贴合性较差。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种曲面刮刀,用于解决现有技术中刮刀磨损较大的问题,主要涉及改进刮刀结构,使刮刀更好的与曲面柱体贴合且具有更好的清洁效果。
2、本实用新型提供一种用于清洁曲面柱体的曲面刮刀,包括:
3、刮刀本体;
4、切削部分,所述切削部分设于所述刮刀本体的侧面、且包括与所述曲面柱体的曲状表面接触的刃部;
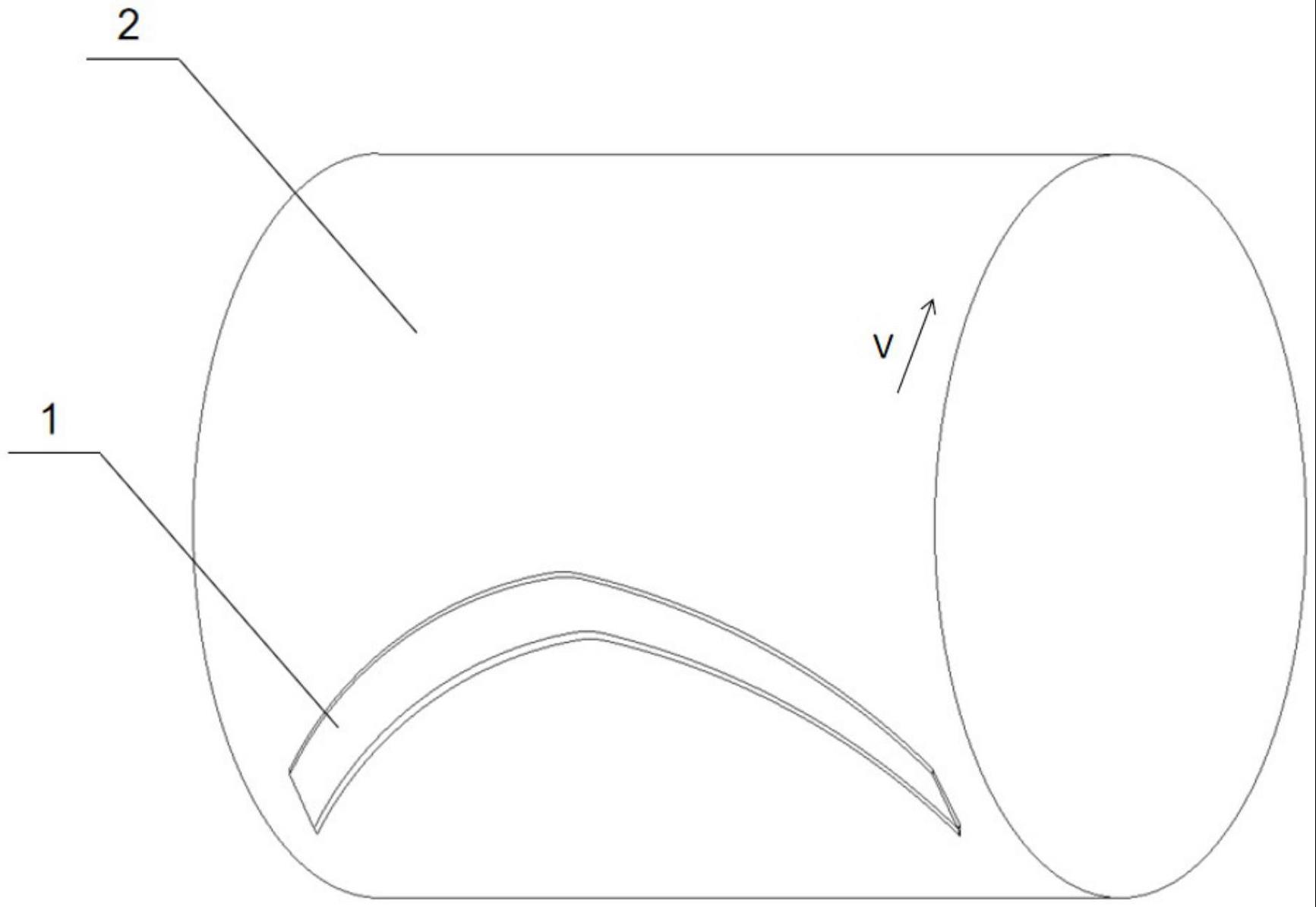
5、其中,所述切削部分的曲率设置为使得所述刃部贴合在曲面柱体的所述曲状表面上,并且所述刃部与所述曲面柱体的旋转线速度矢量方向非直角。
6、在本实用新型的一个实施例中,所述曲面刮刀固定安装于曲面柱体外侧,且不随所述曲面柱体的旋转而运动。
7、在本实用新型的一个实施例中,所述刮刀本体与所述曲面柱体的曲率相同。
8、在本实用新型的一个实施例中,所述切削部分的所述刃部的朝向与所述曲面柱体的所述旋转线速度矢量方向相反。
9、在本实用新型的一个实施例中,所述切削部分的所述刃部的朝向和所述线速度矢量方向之间的夹角为非直角。
10、在本实用新型的一个实施例中,所述切削部分与所述曲面柱体的所述线速度矢量方向之间的夹角大于0°且小于90°。
11、在本实用新型的一个实施例中,所述曲面刮刀与所述曲面柱体的所述曲状表面之间的夹角大于0°且小于90°。
12、在本实用新型的一个实施例中,所述曲面柱体的所述旋转线速度为0-120m/min。
13、在本实用新型的一个实施例中,所述曲面刮刀与刮刀固定装置固定连接,所述刮刀固定装置使用卡槽和顶部限位方式固定所述曲面刮刀。
14、在本实用新型的一个实施例中,所述曲面刮刀于弯曲处进行弯折,所述弯曲处可以位于所述曲面刮刀的任一位置。
15、本实用新型提供一种曲面刮刀,其能够实现刮刀结构的改进,将刮刀贴合于曲面柱体表面,使其可以更好的贴合同时增加清洁效果。
16、进一步地,本实用新型的曲面刮刀,将原本的直线式刮刀改进为曲面形式,并使刮刀与曲面柱体的线速度矢量方向为非直角,降低了曲面刮刀在工作中的磨损情况。
技术特征:
1.一种用于清洁曲面柱体(2)的曲面刮刀(1),其特征在于,包括:
2.根据权利要求1所述的曲面刮刀,其特征在于,所述曲面刮刀(1)固定安装于曲面柱体(2)外侧,且不随所述曲面柱体(2)的旋转而运动。
3.根据权利要求1所述的曲面刮刀,其特征在于,所述刮刀本体(11)与所述曲面柱体(2)的曲率相同。
4.根据权利要求1所述的曲面刮刀,其特征在于,所述切削部分(12)的所述刃部(121)的朝向与所述曲面刮刀(1)和所述曲面柱体(2)表面接触部位的所述旋转线速度矢量方向相反。
5.根据权利要求1所述的曲面刮刀,其特征在于,所述切削部分(12)的所述刃部(121)的朝向与所述曲面刮刀(1)和所述曲面柱体(2)表面接触部位的所述旋转线速度矢量方向之间的夹角为非直角。
6.根据权利要求5所述的曲面刮刀,其特征在于,所述切削部分(12)与所述曲面刮刀(1)和所述曲面柱体(2)表面接触部位的所述旋转线速度矢量方向之间的夹角大于0°且小于90°。
7.根据权利要求1所述的曲面刮刀,其特征在于,所述曲面刮刀(1)与所述曲面柱体(2)的所述曲状表面之间的夹角大于0°且小于90°。
8.根据权利要求1所述的曲面刮刀,其特征在于,所述曲面柱体(2)的所述旋转线速度为0-120m/min。
9.根据权利要求1所述的曲面刮刀,其特征在于,所述曲面刮刀(1)与刮刀固定装置(5)固定连接,所述刮刀固定装置(5)使用卡槽和顶部限位方式固定所述曲面刮刀(1)。
10.根据权利要求1所述的曲面刮刀,其特征在于,所述曲面刮刀(1)于弯曲处(13)进行弯折,所述弯曲处(13)可以位于所述曲面刮刀(1)的任一位置。
技术总结
本技术提供一种用于清洁曲面柱体的曲面刮刀,包括:刮刀本体,刮刀本体设于曲面柱体外部;切削部分,切削部分设于刮刀本体的侧面、且包括与曲面柱体的曲状表面接触的刃部;其中,刮刀切削部分的曲率设置为使得刃部贴合在曲面柱体的曲状表面上,并且所述刃部与所述曲面柱体的旋转线速度矢量方向非直角,使刮刀的清洁效果更好、且贴合更紧密。
技术研发人员:李贝,陈彬,蔡昌彬
受保护的技术使用者:江苏耀宁新能源创新科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!