一种钢卷表面处理机组的布置与工艺的制作方法
本发明属于冷态金属板带的物理除鳞,尤其涉及一种钢卷表面处理机组的布置与工艺。
背景技术:
1、金属材料在热态轧制或热处理过程中会在表面形成一层由金属氧化物组成的致密覆盖物,因弯曲后均匀开裂,类似鱼鳞故俗称“鳞皮”。鳞皮的存在对进一步的加工处理会造成直接影响:一方面使材料的表面裂缝不易被发现,从而使加工出的成品存在各种质量问题,如开裂、断裂等;另一方面易将鳞皮压入金属表面,造成表面凹坑、孔洞等轧制缺陷;此外,坚硬的氧化物的存在,会加速后工艺设备的磨损,降低服役寿命,如冷轧工序的轧辊磨损、拉拔机的磨具磨损等。因此,在进入冷轧、涂镀、冲压等各种后处理工艺之前的钢板表面,其鳞皮必须去除。故除鳞工序成、冶金产线上必备的工艺之一。
2、实现有效除鳞,国内外企业多年来采用化学湿法进行浸泡、溶解的方式,达到对表面鳞皮的彻底清除。对于钢制板卷,通常采用硫酸、盐酸、氢氟酸等各种强酸性溶液或混合液。这种化学酸洗的生产环境因、伴随着大量酸雾、酸再生的大量粉尘等,十分恶劣。且因、酸液与金属鳞皮反应后产生的大量废酸,必须进行循环再生处理。目前酸再生工艺通常采用鲁兹纳法—焙烧法:即将含有残酸的废酸溶液通过添加物料实现充分中和,对其固液分离后,将上清液在天然气的焙烧炉中雾化、燃烧,将其中的fecl3分解、fe2o3与hcl,然后通过喷淋捕捉将hcl回收、再生新酸。此过程产生大量的再生废气,排放的废气中始终含有的hcl、so2等,直接污染大气。
3、基于此,解决化学工艺带来的严重污染,科研工作者进行了大量研究,研制了多种技术和设备,以替代这种化学方法去除金属表面的鳞皮,如拉矫破鳞、抛丸、激光、射流以及上述不同方法组合。
4、美国tmw公司在2005年公开了一种带水刷洗带钢的scs工艺(参见专利us7077724),采用独立的开收卷机组,采用两对刷辊,按同向方式进行刷洗,达到预处理的目标。这种同向刷洗的工艺,未详细描述通板过程中的操作细节。如果从带头穿入开始,两对刷辊的工作方式始终如此,则开卷机所需的刹车要求过高,会直接影响开卷机至刷辊之间的张力控制。同理,如果这种刷辊方式嵌入连续机组中,同样易导致张力无法控制的结果。此,该方案仅能做、重卷模式的预除鳞,但实际生产操作可能有问题。
5、另外,新日铁与hotani于2001年公开的jp2001300630a专利中,对两对刷辊(每对上下各1根刷辊布置,类似夹送辊)的转向、压下等进行明确的控制方案说明,即通过将第一对刷辊与第二对刷辊的转动方向相反,即可实现张力的平衡,进而不会对机组的总张力产生负面影响。此方案是对美国tmw公司方案的一个显著改进,具有典型的实际意义。
6、同时,中国的张柳竹于2015年公开了这一种组合式刷辊设备,但并未就该设备如何在连续机组中应用做详细论述。
7、同时2011年日本jfe与hotani公司联合申报的专利jp2013095932a公开了一种串联在硅钢连续机组上的刷辊系统,但并未对刷辊的转向与压下进行详细界定;另,日本2012年jfe与hotani公司再次申报专利jp2014117715a公开了一种连续三段的刷辊布置方式,且将其嵌入于全连续机组中,但并未详细界定各刷辊的操作方式与压下控制方案。
8、另外,对其他专利也进行了检索发现,这些企业虽提出了众多磨刷技术,如日本jp06108277a公开了在连续冷轧线上采用喷酸与刷辊组合使用的除鳞工艺、日本jp55034688a公开了一种联合pv轧制破鳞—混合磨料高压射流除鳞方式、日本jp57142710a、jp57068217a、日本jp59097711a、以及tmw公司自2001年以后公开了一系列的针对钢板表面鳞皮的清除技术us20080108281(a1)、us20080182486(a1)以及us20090227184(a1)等,另外西欧us5388602、日本专利jp05092231a、jp09085329a以及jp2002102915等均没有详细界定刷辊结合机组布置的详细操作方式。
9、基于以上,针对刷辊的布置方式,以及各刷辊在带钢穿头至甩尾过程中的详细工艺进行界定与说明,本次公开一种新型的机组工艺布置,以及该工艺的实际操作说明,确保这类重卷式机组可实现无酸除鳞的工艺目标。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的不足,提供一种可以克服上述问题或者至少部分地解决上述问题的一种钢卷表面处理机组的布置与工艺。
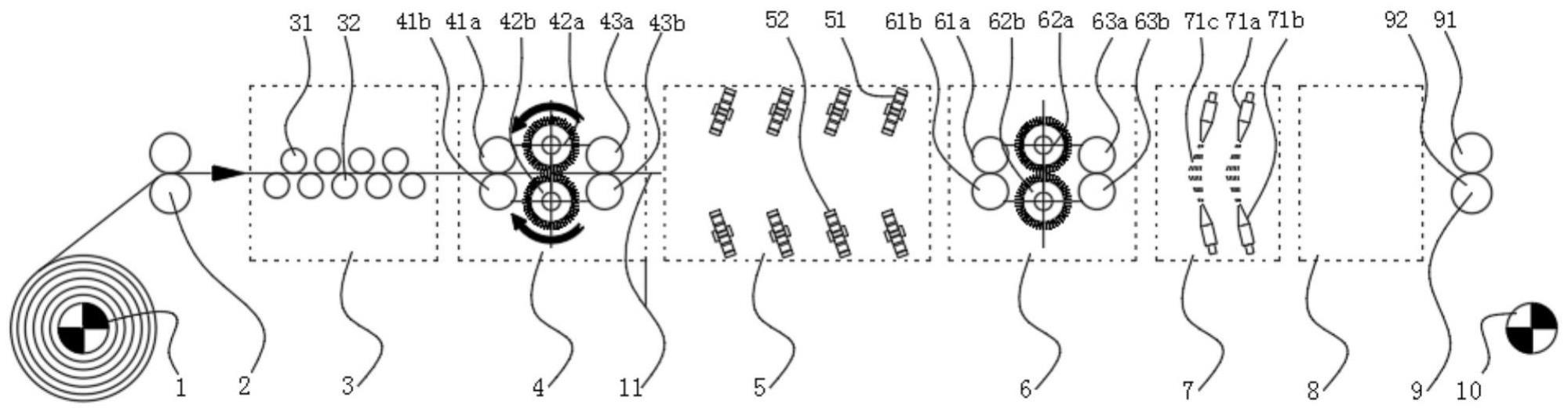
2、本发明是这样实现的,一种钢卷表面处理机组的布置与工艺,包括一套开卷机,所述开卷机用于对钢卷的带头打开;而后通过转向辊,经过多辊矫直单元进行弯曲破鳞与带钢矫平直;而后,通过刷辊磨削单元实现对矫直破鳞后的带钢、进行磨削预除鳞;而后经过射流除鳞单元进行进一步的完全除鳞;之后,再经过末端刷洗单元,进行最终的表面残留物的清理;而后,再经过吹扫烘干单元以及出口设备,经过转向辊之后,进入卷取机。
3、作为本发明优选的,所述金属带卷(温度不高于℃的金属薄卷)打开后将其带头伸出,并通板运行至转向辊处,由倾斜向上转为水平运行,并进行至多辊矫直机辊缝,经过多辊的错位压下与反复弯曲,带头的板形得以变得非常平直,但最端部保留微翘状。
4、作为本发明优选的,所述入口刷洗单元辊缝保持零压下:上辊压下.下辊压上.但两对挤干辊、均保持打开状,但转动速度与带头的运行速度同步;同理,刷辊、的转速、出口挤干辊、的转速,均与带头速度同步,当带头通过出口挤干辊之后,入口挤干辊的上下辊体、立即压下夹紧,并向出口方向推送带头至进入刷辊的辊缝,上下刷辊、立刻增大压下量达到工艺要求的压下目标,且上下刷辊与的压下绝对量相等、压下方向相反,同时两刷辊、的转速保持不变,实现对带头的表面刷洗,并通过刷辊、的刷洗摩擦力实现对带头的强力推进;如此,带头通过挤干辊的辊缝后,上下辊体、立即压下并夹紧带头,向出口方向推送。
5、作为本发明优选的,所述带头经过入口刷洗单元之后,表面鳞皮已经完成了初步清除,且残留有大量的刷辊磨削痕,为后续的除鳞加工提供了极大的便利;而后,带头在即将进入射流单元之前,射流单元开始陆续打开上射流发射器、下射流发射器,实现对带头上下表面的同步射流极大,达到除鳞目标;如此,带头穿过射流单元之后,立即进入出口刷洗单元。
6、作为本发明优选的,所述出口刷洗单元辊缝保持零压下:上辊压下.下辊压上.但两对挤干辊、均保持打开状,但转动速度与带头的运行速度同步;同理,刷辊、的转速、出口挤干辊、的转速,均与带头速度同步,当带头通过出口挤干辊之后,入口挤干辊的上下辊体、立即压下夹紧,并向出口方向推送带头至进入刷辊的辊缝,上下刷辊、立刻增大压下量达到工艺要求的压下目标,且上下刷辊与的压下绝对量相等、压下方向相反,同时两刷辊、的转速保持不变,实现对带头的表面刷洗,并通过刷辊、的刷洗摩擦力实现对带头的强力推进;如此,带头通过挤干辊的辊缝后,上下辊体、立即压下并夹紧带头,向冲洗烘干单元处推送。
7、作为本发明优选的,所述带头还未进入卷取机的这段时间内,因为出口刷洗单元的摩擦力传递给带头的拉伸力,保证了射流单元内带钢始终平直、张紧,如此极大提升了射流、的除鳞能效,带钢不易跳动,除鳞效果稳定、高效,所述带头在进入吹扫烘干单元之前,吹扫烘干单元内的喷嘴、完全打开,持续喷射工艺要求的介质流;当带头进入吹扫烘干单元之后,带头的上下表面完成了固体颗粒物的清理、水干燥等,最终输出洁净、干燥的表面,如此带头进入尾部机组之后,进入尾部转向夹送辊,带头由水平方向转为倾斜向下,进入卷取机,完成卷取,此时钢卷才开始进入稳定通板阶段。
8、作为本发明优选的,降低所述卷取机的卷取负荷(主要是功耗),入口刷洗单元的转动方向立刻调整为相反的方向,即:上下刷辊、接触带钢的摩擦力方向改为向带钢入口方向;而出口刷洗单元的转动方向保持不变,如此,则入口刷洗单元与出口刷洗单元之间形成相对稳定的张力对冲,进而对该机组原有的开卷机与卷取机的对拉张力无影响,如此状态持续保持直至带钢尾部脱离开卷机。
9、作为本发明优选的,所述多辊矫直单元,其具体工艺形式有多辊错位压下矫直方式,也可以为小辊径深压下的拉伸矫直方式,目的是实现带头的平直,并通过多辊的正反弯曲,实现上下表面鳞皮的张紧、破鳞,达到破鳞的目标,为后除鳞工艺降低工艺负荷,所述入口刷洗单元,由三部分组成,分别为入口挤干辊、刷辊与出口挤干辊,其中,入口挤干辊的上下辊体、均为包胶辊,如聚氨酯;出口挤干辊同入口挤干辊;刷辊可以为丝状刷辊,其刷丝可以为钢丝、尼龙磨料丝、尼龙丝等;且刷辊在旋转的同时,需通冷却水。
10、作为本发明优选的,所述射流系统,为混合射流除鳞系统,是采用一定的压力将混合有水、磨料颗粒的浆料进行高速发射,击打在金属表面的除鳞系统;其喷射的介质为浆料、其中含有的水,其水质标准为常温的工业用净循环水,具体可详细说明为:温度在℃以下、值在.颗粒物含量低于/硬物颗粒物的最大粒度为目;所述射流系统中所采用的浆料、中混合的砂状硬物颗粒,其具体详细说明可包括天然的刚玉类磨料(如棕刚玉、白刚玉、单晶刚玉等)、碳化物磨料(如黑碳化硅、绿碳化硅、碳化硼等)、钢丸、钢丝切丸等金属加工丸类。
11、作为本发明优选的,所述出口刷洗单元,由三部分组成,分别为入口挤干辊、刷辊与出口挤干辊,其中,入口挤干辊的上下辊体、均为包胶辊,如聚氨酯;出口挤干辊同入口挤干辊;刷辊可以为丝状刷辊,其刷丝可以为钢丝、尼龙磨料丝、尼龙丝等;且刷辊在旋转的同时,需通冷却水;所述冲洗烘干单元为水冲洗与热风吹扫的方式,水体可以为射流单元的循环水,也可以为普通的工业用水,如工业净环水、消防水等;其中烘干单元为温度超过℃的空气吹扫系统,实现对板面表面的残留水膜进行去除、干燥;所述尾部机组,是用于对带钢、进入卷取机不同阶段的稳定作用,具体可包括对中设备、带尾张紧设备、涂油设备、对中设备等。
12、与现有技术相比,本发明的有益效果如下:
13、本发明充分利用刷辊的巨大磨削力所产生对张力的破坏作用,结合射流除鳞对板面张紧的工艺要求、卷取机对带尾张紧的卷取工艺需求等,科学的设计了刷辊的各种工况下对应的工作方式,从而实现了带头、带尾以及带身的稳定通板与高效除鳞目标,由于本专利所采用技术已经成熟,可以实施,推广应用完全可行,另一方面,本专利能很好的适应公司对冶金生产的环保要求以及进一步提升产品竞争力的要求,提高冶金企业的节能减排的能力,因此,本发明在冷轧生产领域具有广阔的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!