用于污水处理中氨氮回收利用的工艺系统的制作方法
本技术涉及污水处理,尤其涉及用于污水处理中氨氮回收的系统。
背景技术:
1、在高氨氮浓度渗滤液处理工艺流程中,一般采用先氨吹脱,再进行生物处理的工艺流程。目前氨吹脱的主要形式有曝气池吹脱法、吹脱塔和汽提精馏塔,其中前两种形式用得较多。曝气池吹脱法由于气液接触面积小,吹脱效率低,不适用于高氨氮垃圾渗滤液的处理。采用吹脱塔吹脱法虽然具有较高的去除效率,但具有投资运行成本高,脱氨尾气难以治理的缺点。
2、在现有的污水渗滤液处理方式当中,汽提精馏塔可以同时满足吹脱效率高且运行成本低的问题,但是在实际生产当中,原水在汽提精馏塔进行的脱氨处理是无法循环进行的,单次的脱氨处理无法确保原水充分脱氨,这就导致了汽提精馏塔中的脱氨出水氨氮含量依然比较高,达不到排放要求。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的用于污水处理中氨氮回收利用的工艺系统。
2、为了实现上述目的,本实用新型采用了如下技术方案:
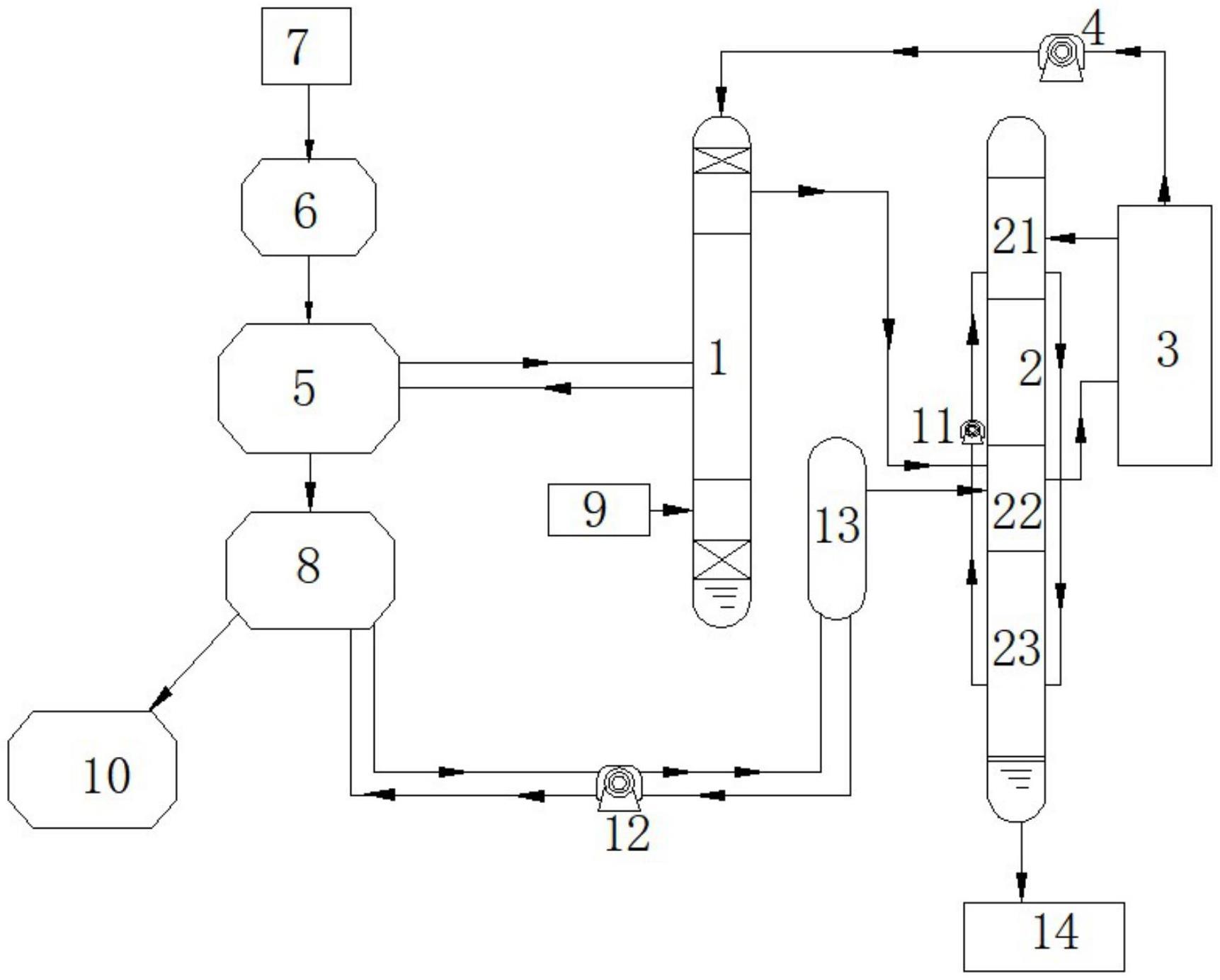
3、用于污水处理中氨氮回收利用的工艺系统,所述的工艺系统由汽提脱氨塔、氨气回收塔、气液分离器、换热罐、预处理池、脱氨出水冷却罐以及冷水塔组成,其中:
4、所述氨气回收塔的内部空间区分为顶部的吸收段、中间的冷凝段以及底部的塔釜:顶部的吸收段与底部的塔釜之间通过循环泵a保持水体循环;冷凝段的出水口通过管道与气液分离器相连通;
5、所述汽提脱氨塔的出水口通过液体管道与所述换热罐的污水进水口连通,蒸汽从所述汽提脱氨塔的进气口进入塔中,汽提脱氨塔的塔顶出气口通过气相管道与所述冷凝段连接;
6、所述气液分离器的出气口通过气相管道与吸收段相连通,气液分离器的出液口通过回流泵将液体输送至汽提脱氨塔的塔顶进液口;
7、所述冷水塔的第一条冷水管与冷凝段连通,冷水塔的第二条冷水管与换热罐之间通过循环泵b保持水体双向循环流通;
8、原水进入预处理池,再经管道进入换热罐,所述换热罐的脱氨污水出水口与脱氨出水冷却罐连通。
9、在一个较佳的技术方案中,所述的工艺系统中还包括脱氨出水池和氨水储罐。
10、在一个较佳的技术方案中,所述脱氨出水冷却罐的污水出口通过管道与所述脱氨出水池连通,降温后的脱氨原水进入该脱氨出水池。
11、在一个较佳的技术方案中,所述吸收段中设置有用于吸收氨气用的软水,通过软水对氨气进行循环吸收,在达到预设浓度后打入氨水储罐。
12、在一个较佳的技术方案中,通过所述预处理池的絮凝、沉淀以及过滤将原水中的悬浮颗粒滤除。
13、在一个较佳的技术方案中,所述汽提脱氨塔的内部为高温碱性环境,通过蒸汽析出原水中的氨氮,一并进入氨气回收塔。
14、在一个较佳的技术方案中,所述冷水塔中供应自来水。
15、本实用新型的有益效果是:
16、1、脱氨效率高,原水可以在整个回收利用的工艺系统当中多次脱氨,原水能够实现循环脱氨,在持续性的脱氨-吸收过程中,原水出水氨氮大大降低直至达到排放要求,氨氮实现资源化回收利用(回收高浓度氨水),无二次污染十分环保。
17、2、利用脱氨出水余热对原水进行余热,既可以提高热能的利用率,同时由于刚刚进入汽提脱氨塔的原水具有较高的温度,因此可以降低蒸汽消耗量,节省运行费用。
18、3、工艺流程简单,占地面积小,自动化程度高,运行维护方便。
19、综上所述,通过本方案提出的工艺系统,解决了汽提精馏塔中的脱氨出水氨氮回收利用率不高的问题,本工艺系统的提出,利用氨在碱性高温条件下在水中的溶解度变小的原理大大加速了氨气分离效率,且原水能够实现循环脱氨,在持续性的脱氨-吸收过程中,氨氮实现资源化回收利用,且原水出水氨氮大大降低直至达到排放要求,十分环保。
技术特征:
1.用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述的工艺系统由汽提脱氨塔(1)、氨气回收塔(2)、气液分离器(3)、换热罐(5)、预处理池(6)、脱氨出水冷却罐(8)以及冷水塔(13)组成,其中:
2.根据权利要求1所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述的工艺系统中还包括脱氨出水池(10)和氨水储罐(14)。
3.根据权利要求2所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述脱氨出水冷却罐(8)的污水出口通过管道与所述脱氨出水池(10)连通,降温后的脱氨原水进入该脱氨出水池(10)。
4.根据权利要求2所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述吸收段(21)中设置有用于吸收氨气用的软水,通过软水对氨气进行循环吸收,在达到预设浓度后打入氨水储罐(14)。
5.根据权利要求1所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,通过所述预处理池(6)的絮凝、沉淀以及过滤将原水(7)中的悬浮颗粒滤除。
6.根据权利要求1所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述汽提脱氨塔(1)的内部为高温碱性环境,通过蒸汽(9)析出原水(7)中的氨氮,一并进入氨气回收塔(2)。
7.根据权利要求1所述的用于污水处理中氨氮回收利用的工艺系统,其特征在于,所述冷水塔(13)中供应自来水。
技术总结
本技术涉及污水处理技术领域,尤其涉及用于污水处理中氨氮回收利用的工艺系统,所述的工艺系统由汽提脱氨塔、冷却塔、回收塔、换热罐、原水、预处理池以及脱氨出水冷却罐组成,汽提脱氨塔进行脱氨处理,析出的氨氮混合气进入氨气回收塔,冷却水对混合气体中冷凝并利用气液分离器将冷凝液回流至汽提脱氨塔,气液分离器中的气体进入氨气回收塔进行吸收;本技术解决了汽提精馏塔中的脱氨出水氨氮回收利用率不高的问题,本工艺系统的提出,利用氨在碱性高温条件下在水中的溶解度变小的原理大大加速了氨气分离效率,且原水能够实现循环脱氨,氨氮实现资源化回收利用,在持续性的脱氨-吸收过程中,原水出水氨氮大大降低直至达到排放要求。
技术研发人员:杨守联,李冰,肖秀梅,施至理,付乾,卓宁泽
受保护的技术使用者:上海勤世环保科技有限公司
技术研发日:20230109
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!