一种树脂粘接剂的去除方法
本发明涉及粘接剂去除,具体地,涉及一种树脂粘接剂的去除方法。
背景技术:
1、目前常用机械磨除粘接于基底上的树脂粘接剂,具体地是依靠高速转动(30万转/分钟以上)的金刚砂车针表面的粗糙颗粒对树脂粘接剂产生摩擦和切割,若操作不慎则有可能对基底周边和/或基底受损,特别地,当基底与树脂粘接剂色泽相近难以区分时,更容易对基底周边和/或基底产生损坏,且操作时间延长。
2、激光技术已被广泛应用于物体表面污染物荡洗,这一过程涉及光剥离、汽化等机制,通过这些机制破坏污染物与物体表面之间的粘附力,从而使污染物能够脱离物体表面,而不对物体本身造成损害。已有研究者尝试使用er:yag激光、co2激光等去除树脂粘接剂。然而,这些激光方法依靠材料对光子能量的选择性吸收与热平衡传导,过大的热影响区可能导致基底受损,且作用效率低下,与传统的机械磨除方法相比并没有明显的优势。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种树脂粘接剂的去除方法,操作简便,用时短,且不会对基底材料或基底周围部分造成损伤。
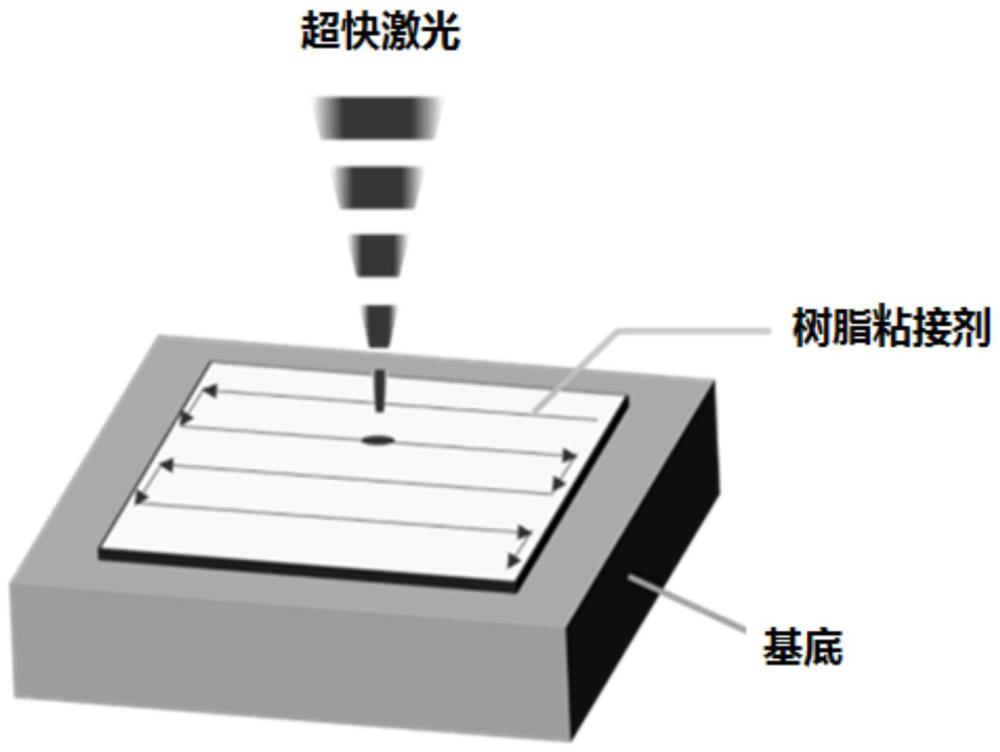
2、本发明提供了一种树脂粘接剂的去除方法,包括以下步骤:采用超快激光照射粘结于基底上的树脂粘接剂,通过超快激光照射所述树脂粘接剂以诱导所述树脂粘接剂碳化,以降低所述基底与所述树脂粘接剂之间的粘结强度,最后将碳化后的树脂粘接剂与基底之间分离,完成树脂粘接剂的去除。
3、在本发明的一实施方式中,所述超快激光为聚焦光束,所述聚焦光束的焦点位置位于所述树脂粘接剂的表面或所述树脂粘接剂的表面的上方。
4、在本发明的一实施方式中,所述超快激光的波长为800~1300nm。
5、在本发明的一实施方式中,所述超快激光的功率为0.05~5w
6、在本发明的一实施方式中,所述超快激光的脉冲持续时间为100fs~20ps。
7、在本发明的一实施方式中,所述超快激光的重复频率为100~1000khz。
8、在本发明的一实施方式中,所述超快激光的扫描速度为2~5000mm/s。
9、在本发明的一实施方式中,所述超快激光的扫描路径为间隔线扫描、螺旋形扫描或随机点扫描中的至少一种。
10、在本发明的一实施方式中,所述树脂粘接剂为牙科用树脂粘接剂。
11、与现有技术相比,本发明的实施例具有如下的有益效果:本发明提供的树脂粘接剂的去除方法中,操作简便,用超快激光作用于树脂粘接剂,将超快激光的焦点定位在树脂粘接剂或以上,按照设定的路径完整扫描树脂粘接剂所在区域,利用超快激光精准诱导树脂水门汀碳化,显著降低其与基底之间的粘接强度,使得树脂粘接剂与基底之间的去除非常省力简单,用时短,且不会对基底材料或基底周围部分造成损伤。
技术特征:
1.一种树脂粘接剂的去除方法,其特征在于,包括以下步骤:采用超快激光照射粘结于基底上的树脂粘接剂,通过超快激光照射所述树脂粘接剂以诱导所述树脂粘接剂碳化,以降低所述基底与所述树脂粘接剂之间的粘结强度,最后将碳化后的树脂粘接剂与基底之间分离,完成树脂粘接剂的去除。
2.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光为聚焦光束,所述聚焦光束的焦点位置位于所述树脂粘接剂的表面或所述树脂粘接剂的表面的上方。
3.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的波长为800~1300nm。
4.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的功率为0.05~5w。
5.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的脉冲持续时间为100fs~20ps。
6.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的重复频率为100~1000khz。
7.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的扫描速度为2~5000mm/s。
8.根据权利要求1所述的树脂粘接剂的去除方法,其特征在于,所述超快激光的扫描路径为间隔线扫描、螺旋形扫描或随机点扫描中的至少一种。
9.根据权利要求1-8任一项所述的树脂粘接剂的去除方法,其特征在于,所述树脂粘接剂为牙科用树脂粘接剂。
技术总结
本发明提供了一种树脂粘接剂的去除方法,包括以下步骤:采用超快激光照射粘结于基底上的树脂粘接剂,通过超快激光照射所述树脂粘接剂以诱导所述树脂粘接剂碳化,以降低所述基底与所述树脂粘接剂之间的粘结强度,最后将碳化后的树脂粘接剂与基底之间分离,完成树脂粘接剂的去除。本发明提供的树脂粘接剂的去除方法中,操作简便,用超快激光作用于树脂粘接剂,将超快激光的焦点定位在树脂粘接剂或以上,按照设定的路径完整扫描树脂粘接剂所在区域,利用超快激光精准诱导树脂水门汀碳化,显著降低其与基底之间的粘接强度,使得树脂粘接剂与基底之间的去除非常省力简单,用时短,且不会对基底材料或基底周围部分造成损伤。
技术研发人员:曾丽,魏斌,林路禅,李铸国,杨晓燕,张千一,叶盛佳,忻贤贞
受保护的技术使用者:上海交通大学医学院附属第九人民医院
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!