一种直接包裹热处理制备中空纤维碳膜的方法及其中空纤维碳膜与流程
1.本发明涉及膜领域,具体地说,是涉及一种直接包裹热处理制备中空纤维碳膜的方法及其中空纤维碳膜。
背景技术:
2.膜分离技术水平的不断提高、应用领域的不断拓展,对膜材料的生产提出了更高要求。根据膜材料的不同,膜可分为高分子膜、无机膜和金属膜等(高分子膜亦称为有机膜、或有机高分子膜),其中高分子膜的应用最为广泛,如微滤膜、超滤膜以及纳滤膜已经大量应用于海水淡化和食品医药等领域,但也存有突出的问题,如受操作压力和使用温度的限制大、化学稳定性差、难以清洗和灭菌并造成二次污染等,这些正是无机膜的优势,故而其得以迅速发展、市场快速增长。虽然无机膜的耐溶剂性或耐热性能优异,却发现常规无机膜的生产成本较高、价格畸高且成型困难等问题。
3.因此,近年来,同属无机膜、成型性优异和成本廉价的碳膜受到关注。作为一种性能优异的新型无机膜,碳膜由前驱体在真空或惰性气氛下经热解和高温碳化而成,既具备优良的耐高温、耐酸碱和耐有机溶剂等能力,还对分子尺寸相近的小分子气体或液体具有较高选择性。同时,碳膜的孔径均一、可调范围大,易于大面积成膜,成为最有工业化前景的高性能分离膜(carbon,2003,41:253-266)。基于其结构形态不同,碳膜可初分为支撑型碳膜(复合碳膜)和非支撑型碳膜(均质碳膜);支撑型碳膜的报道较多,基于不同支撑体发展了金属支撑型复合碳膜、陶瓷支撑型复合碳膜、碳支撑的管式复合碳膜以及平板型复合碳膜。非支撑型碳膜则可细分为板膜、中空纤维膜和毛细管碳膜,板膜因机械性能较差、无法大面积成膜,很难进行工业应用而多用于实验室研究或工艺开发;毛细管碳膜则因成型繁琐、控制因素多、重复性差等原因尚处于技术攻关阶段。中空纤维膜的耐压性能优良,且具备很高的比表面积/体积比、良好的尺寸稳定性,更重要的是适合规模化生产,能制备致密的分离膜模块,是解决目前技术难题、实现跨越式发展、率先实现工业应用的最佳突破口。
4.关于中空纤维碳膜的制造,日本特开2009-34614、2013-94744公开了使用聚苯醚磺化而得的树脂制造中空纤维碳膜的方法、日本特开2000-185212报道了使用芳族聚酰亚胺制造中空纤维碳膜的方法。然而,磺化聚苯醚并非通用性材料,需增加聚苯醚磺化的合成工序,使该发明所提供的制备方法无法通用;聚酰亚胺合成则需要在特选有机溶剂中反应,还难以确保其在该有机溶剂中的溶解性,使得该发明只能成为特殊的制备方法。另一方面,日本特开2013-63415公开了使用廉价的聚苯醚制备中空纤维碳膜的方法,但仅使用聚苯醚则分离性低,为确保分离性优良则需要于聚苯醚膜上层、增加额外的磺化聚苯醚层、再进行碳化处理等复杂工序,可见专利2013-63415所述制备方法复杂,无法应用于其它中空纤维碳膜的制备。
5.为制备性能价格比高、质优价廉的中空纤维碳膜,除使用廉价的有机前驱体原料经溶解或熔融、进行中空纤维的纺丝外,还需采用简单化热处理工序,特别是将热稳定化和
高温碳化这2个热处理工序作为制备方法的主要工序。在热稳定化工序中,将中空纤维原膜转化为具有不熔特性、耐高温的中空纤维碳膜前驱体;在碳化处理工序中,将中空纤维碳膜前驱体转化为不卷曲变形、中空形状完好和渗透分离性能良好的碳膜。然而,以往公知的制备方法中,在较低温度(通常200~350℃)进行不熔化处理中,中空纤维原膜的中空形状因熔解而受损,产生各种形式的卷曲、破碎、断裂,亦或中空纤维间发生熔融而黏连等,既无法得到所需长度、无变形、无破损的中空纤维膜,也无法得到期望结构与期望分离性能的碳膜。
技术实现要素:
6.为了解决以上现有技术中存在的问题,本发明提供一种直接包裹热处理制备中空纤维碳膜的制备方法,既解决中空纤维的卷曲、破裂或黏连问题,同时将交联反应和不熔化处理进行合并,简化为热稳定处理,即将热处理工序进行了归并简化,采用所述方法能制备长度适宜、无卷曲变形、中空形状和渗透分离性能良好的碳膜。
7.本发明的目的之一为提供一种直接包裹热处理制备中空纤维碳膜的方法,包括以下步骤:
8.(1)干燥工序:干燥中空纤维原膜;
9.(2)牵伸/包裹及热稳定化工序:牵伸/包裹所述中空纤维原膜后经热处理得到中空纤维碳膜前驱体;
10.(3)碳化工序:对中空纤维碳膜前驱体进行高温碳化。
11.以上技术方案中,步骤(1)中,干燥方式包含但不限于循环鼓风干燥、电阻加热干燥或混合热风干燥等。
12.所述纤维原膜可以为聚偏氟乙烯、聚丙烯腈、聚酰亚胺、聚醚砜或酚醛树脂等制成的中空纤维原膜。
13.以上技术方案中,步骤(2)中,优选地,先包裹中空纤维原膜,接着将中空纤维原膜进行牵伸,或者先对中空纤维原膜进行牵伸,接着包裹中空纤维原膜;然后将中空纤维原膜固定后在低氧含量惰性气氛下进行热处理得到中空纤维碳膜前驱体。
14.以上技术方案中,步骤(2)中,优选采用耐烧蚀的薄膜、薄布或薄纸保护性包裹中空纤维原膜,然后进行捆扎。所谓薄的尺度是毫米水平或接近微米范围,优选地,薄膜、薄布或薄纸的厚度为0.10mm~2mm。
15.具体的薄膜、薄布或薄纸材料包括但不限于石墨毡、碳纸、碳布、石墨纸等可卷曲且易变形的烧蚀性低值易耗品。
16.优选地,可采用金属丝捆扎或耐热的碳纤维对包裹进行绑扎。
17.以上技术方案中,步骤(2)中,牵伸倍率为105~150%,优选为105~120%。将中空纤维原膜拉伸至105~150%倍率,也就是将中空纤维原膜进行轴向延长牵伸约5~50%,其方法可以是简易的拉钩法也可是精确的拉伸计法。
18.以上技术方案中,步骤(2)中,将包裹和牵伸后的中空纤维原膜固定在非变形框架上。具体地,可将中空纤维原膜固定在定长的金属框架上,也可固定于经计算的其它非变形框架上,且保持已经牵伸的倍率不变。
19.以上技术方案中,步骤(2)中,低氧含量惰性气氛具体为:氧含量<1000ppm
(0.1vol%),优选的氧含量<500ppm,更优选的氧含量<400ppm;
20.惰性气体可选n2、ne或ar中的至少一种;
21.真空气氛用真空度压力值表示时<10pa,优选压力值<1pa,更优选的真空度压力值为<10-1
pa。
22.以上技术方案中,步骤(2)中,热稳定化处理工序是在上述低氧气氛下、加热至120~300℃并停留0.5~24h完成,优选地为180~280℃下停留0.5~4h。
23.本发明方法中,热稳定化处理工序时,化学上发生交联反应、物理上生成不熔耐热结构,两者依次进行但几乎同时完成。
24.以上技术方案中,步骤(3)中,热稳定化生成不熔耐热结构的中空纤维碳膜前驱体继续在低氧含量惰性气氛或高真空气氛下加热至450~850℃并停留0.5~4h,进行高温碳化获得中空纤维碳膜,优选地为加热至500~750℃并保温1~3h。
25.以上技术方案中,步骤(3)中,低氧含量惰性气氛具体为:氧含量<1000ppm(0.1vol%),优选的氧含量<500ppm,更优选的氧含量<400ppm;
26.惰性气体可选n2、ne或ar中的至少一种;
27.真空气氛用真空度压力值表示时<10pa,优选压力值<1pa,更优选的真空度压力值为<10-1
pa。
28.本发明的所述直接包裹热处理制备中空纤维碳膜的制备方法,包括:i)干燥工序,将自制或市售的中空纤维原膜进行干燥处理;ii)牵伸/包裹及热稳定化工序,将干燥工序所得中空纤维原膜,进行保护性包裹和适当牵伸、并用适当方法固定前述包裹和牵伸,在低氧含量惰性或真空气氛下加热获得中空纤维碳膜前驱体;以及iii)碳化工序,将经历热稳定工序的中空纤维碳膜驱体,继续加热进行碳化,制得长度合适、无变形、中空形状的中空纤维碳膜。
29.经过反复试验和深入研究,发现更具体的直接包裹热处理制备中空纤维碳膜的方法,其核心在于:
30.a)在进行热稳定化工序前,先将经干燥处理好的中空纤维原膜,采用保护性包裹和适当牵伸,并将前述包裹、牵伸好原膜用适当方法进行固定,获得强化的隔绝氧环境和合适的倍率牵伸,或称为必要准备;
31.b)在热稳定化处理工序中,采用改变温度和保温时间进行交联反应、生成不熔化的耐热结构,即将交联反应和不熔化处理简化为热稳定化工序,典型温度和时间分别是120~300℃、0.5~24h,或称为热稳定化;
32.c)在热稳定化处理工序后,将已具备不熔特性的中空纤维碳膜前驱体继续加热至450~850℃,进行碳化处理即得中空纤维碳膜,或称为高温碳化。
33.d)热稳定化工序与高温碳化工序是不间断、逐序进行的,热稳定化后直接高温碳化,亦即两道工序间不经历停止加热
--
冷却降温
--
再升温的往复过程,也无需单独进行热稳定化、然后单独进行高温碳化。
34.本发明方法适用于采用聚偏氟乙烯、聚丙烯腈、聚酰亚胺、聚醚砜或酚醛树脂等有机前驱体为主要原料,经熔融纺丝、干湿纺丝或湿法纺丝制备的中空纤维原膜,无需复杂处理工序,使用本发明方法即可获得长度适宜、无弯曲变形、中空形状良好的中空型碳膜,而且用本发明制备的中空纤维碳膜具备孔结构均匀、分离性能优良等特性。
35.本发明的目的之二为提供所述直接包裹热处理法的方法制备出的中空纤维碳膜。
36.所述中空纤维碳膜在进行180
°
弯曲时(或在圆柱上卷绕180
°
时),中空纤维碳膜不断裂,其对应的最小圆柱直径(或圆柱直径)不大于90mm。
37.本发明的目的之三为提供一种中空纤维碳膜分离组件,包括所述中空纤维碳膜。
38.对所述膜分离组件没有特别的限定,为可以使用中空纤维膜的各种膜分离组件。
39.本发明所述直接包裹热处理制备中空纤维碳膜的方法中,在进行热稳定化前,采用保护性包裹和适当牵伸,获得强化的隔绝氧环境和合适的倍率牵伸;在热稳定化工序中,采用改变温度和保温时间组合,虽然化学上进行交联反应、物理上生成不熔化耐热结构,但工程上交联反应和不熔化处理几乎同时完成;在热稳定化工序后,将已具备不熔特性的中空纤维碳膜前驱体继续加热,无需中间复杂操作即得中空纤维碳膜。可见,本发明不仅技术先进、工艺简单、无需复杂处理工序,使用本发明方法即可获得长度适宜、无弯曲变形、中空形状良好的中空型碳膜,而且用本发明制备的中空纤维碳膜具备孔结构均匀、分离性能优良等特性。
附图说明
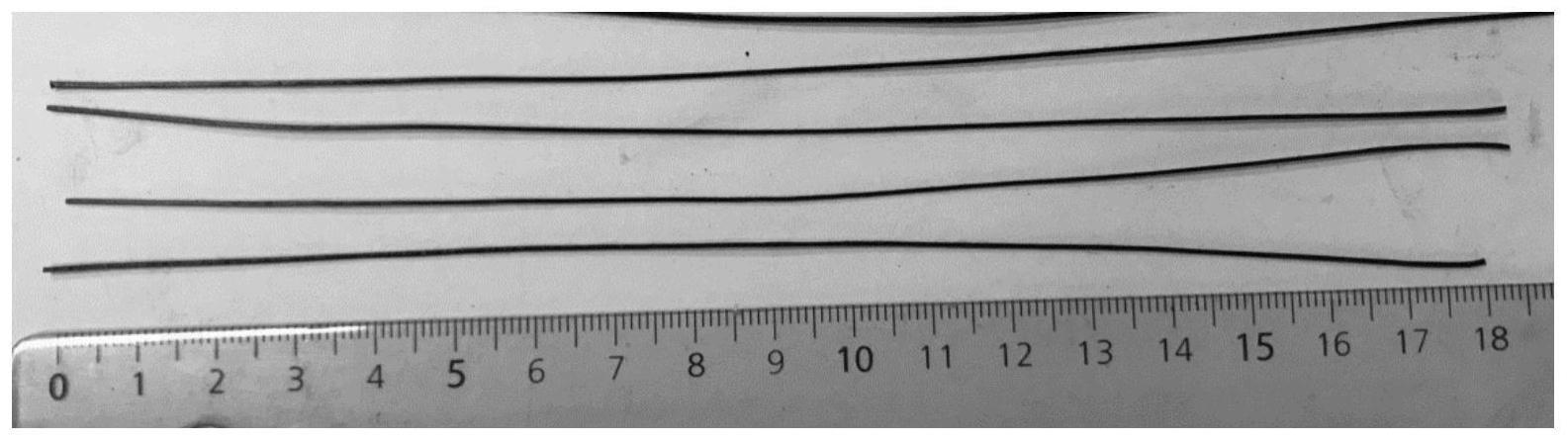
40.图1为实施例1得到的中空纤维碳膜。
41.由图1可见,中空纤维碳膜的长度可达18cm,无明显弯曲或变形;加工性和操作性能良好,适合制作中空纤维碳膜元件及器件,部分性能参见图3。
42.图2为对比例1得到的中空纤维碳膜。
43.由图2可见,中空纤维碳膜出现了不同程度的卷曲、变形,笔直部分不足15cm。
44.图3为实施例2得到的中空纤维碳膜的加工性、操作性示意图。
45.实施例2得到的中空纤维碳膜进行180
°
弯曲时,不断裂,其对应的最小圆柱直径为80mm。
46.图4为对比例2得到的中空纤维碳膜的可加工性示意图。
47.对比例2得到中空纤维碳膜出现断裂,可加工性不好;具体表现为经180
°
弯曲且弯曲直径大于100mm时,中空纤维碳膜断裂。
具体实施方式
48.下面结合具体实施例对本发明进行具体的描述,有必要在此指出的是以下实施例只用于对本发明的进一步说明,不能理解为对本发明保护范围的限制,本领域技术人员根据本发明内容对本发明做出的一些非本质的改进和调整仍属本发明的保护范围。
49.本发明具体实施方式中所用原料为市售所得。
50.实施例1
51.一种直接包裹热处理制备中空纤维碳膜的方法,具体如下:
52.1)配置18wt%的pvdf纺丝原液,经纺制备中空纤维,获得内/外径为0.7/1.3mm、膜孔径为0.05μm的pvdf中空纤维,然后将该pvdf中空纤维用循环鼓风机于80℃干燥24h,得到干燥处理好的中空纤维原膜;
53.2)将干燥处理好的中空纤维原膜,用拉钩法将其绷直、牵伸至原长110%,然后用厚度约0.5mm烧蚀性碳纸将前述牵伸延好的中空纤维原膜、每根间隔5mm左右进行包裹(所
谓间隔包裹就是中空纤维之间保持一定间距),再用碳纤维捆扎好包裹用碳纸、并用定长板框固定,得到强化的隔绝氧包裹与牵伸延伸的中空纤维原膜;
54.3)将强化的隔绝氧环境和110%倍率牵伸的中空纤维原膜及其包裹物与固定框,共同放置于高温反应炉中,经抽真空和n2气体置换(真空度压力值为5
×
10-2
pa),将反应炉内氧含量控制为<100ppm,关闭所有气路、调节置换气体流量至150ml/min,然后从室温以8℃/min加热至180℃、停留2h完成热稳定化,生成不熔化的耐热结构的中空纤维碳膜前驱体;
55.4)不降温、不间断、继续加热,将反应炉以6℃/min升温至535℃、从535℃以0.3℃/min升温至550℃并停留1h完成高温碳化,得到中空纤维碳膜。
56.实施例1得到的中空纤维碳膜的长度可达18cm,无明显弯曲或变形;加工性和操作性能良好,适合制作中空纤维碳膜元件及器件。
57.将实施例1得到的中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径≦80mm。
58.对比例1
59.将如实施例1干燥处理后得到的中空纤维原膜,不进行任何牵伸,仅用厚度约0.5mm烧蚀性碳纸将干燥后中空纤维原膜进行简易包裹,再用碳纤维捆扎好包裹用碳纸;然后进行热稳定化和碳化,具体过程与参数同实施例1,得到中空纤维碳膜。
60.对比例1所得中空纤维碳膜出现了不同程度的卷曲变形,笔直部分不足15cm,明显短于实施例1中的18cm,而且部分纤维之间出现了熔融并丝、粘丝现象。无法进行后续的中空纤维膜分离组件的制作。
61.实施例2
62.一种直接包裹热处理制备中空纤维碳膜的方法,具体如下:
63.1)将市售的山东金汇pvdf中空纤维,用混合热风进行干燥于70℃干燥24h,得到干燥处理好的中空纤维原膜;
64.2)将干燥处理好的中空纤维原膜,用拉伸计将其绷直、牵伸至原长105%,然后用厚度约0.8mm左右的石墨毡将前述牵伸延好的中空纤维原膜、每根间隔6mm左右进行包裹,再用细金属(钢)丝捆扎好包裹用碳纸、并用非变形的金属框固定,得到强化的隔绝氧包裹与牵伸的中空纤维原膜;
65.3)将强化的隔绝氧环境和105%倍率牵伸的中空纤维原膜及其包裹物与固定框,共同放置于高温反应炉中,经抽真空和n2气体置换(真空度压力值为0.1pa),将反应炉内氧含量控制为<50ppm,关闭所有气路、调节置换气体流量至200ml/min,然后从室温以6℃/min加热至200℃、停留2h完成热稳定化,生成不熔化的耐热结构的中空纤维碳膜前驱体;
66.4)不降温、不间断、继续加热,将反应炉以4℃/min升温至535℃、从535℃以0.5℃/min升温至550℃并停留1h完成高温碳化,得到中空纤维碳膜。
67.将实施例2所得中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径为80mm。
68.对比例2
69.将干燥处理好的山东金汇pvdf中空纤维原膜,不进行任何牵伸和保护性包裹,即不用任何耐烧蚀的薄膜、薄布或薄纸包裹中空纤维原膜,也不进行任何牵伸,直接将其放入
高温炉,进行热稳定化和碳化,具体过程与参数同实施例2,得到中空纤维碳膜。
70.将对比例2所得中空纤维碳膜出现了各种卷曲变形,笔直部分不足10cm,部分纤维之间出现了熔融并丝、粘丝现象。无法进行后续的中空纤维膜分离组件的制作。
71.将对比例2所得中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜的弯曲直径大于100mm即出现断裂,具体见图4,因此可加工性不好。
72.实施例3
73.一种直接包裹热处理制备中空纤维碳膜的方法,将市售的聚酰亚胺pi中空纤维,用用循环鼓风机于80℃干燥24h,得到干燥处理好的中空纤维原膜;其余步骤同实施例1,得到中空纤维碳膜。
74.将实施例所得中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径≦80mm。
75.对比例3
76.将如实施例3干燥处理后得到的中空纤维原膜,直接进行105%牵伸,但不进行任何保护性包裹,即不用任何耐烧蚀的薄膜、薄布或薄纸包裹中空纤维原膜,直接牵伸118%后固定牵伸、并放入高温炉,进行热稳定化和碳化,具体过程与参数同实施例3,得到所谓中空纤维碳膜。
77.对比例3所得中空纤维碳膜都出现断裂,即无法得到完整的中空纤维碳膜。也无法进行后续的中空纤维膜分离组件的制作。
78.实施例4
79.一种直接包裹热处理制备中空纤维碳膜的方法,具体步骤如下:
80.1)将市售的酚醛树脂pf中空纤维,用循环鼓风机于80℃干燥24h,得到干燥处理好的中空纤维原膜;
81.2)将干燥处理好的中空纤维原膜,用厚度约0.6mm碳布、每根间隔6mm左右进行多根中空纤维包裹,再用碳纤维捆扎好包裹碳纸,然后拉钩法将包裹好的中空纤维原膜进行牵伸、牵伸至原长111%,最后用定长板框固定,得到强化的隔绝氧包裹与牵伸延伸的中空纤维原膜;
82.3)将强化的隔绝氧环境和111%倍率牵伸的中空纤维原膜及其包裹物与固定框,共同放置于高温反应炉中,经抽真空和n2气体置换(真空度压力值为8pa),将反应炉内氧含量控制为<400ppm,关闭所有气路、调节置换气体流量至180ml/min,然后从室温以6℃/min加热至180℃、停留2h完成热稳定化,生成不熔化的耐热结构的中空纤维碳膜前驱体;
83.4)不降温、不间断、继续加热,将反应炉以6℃/min升温至585℃、从585℃以0.3℃/min升温至600℃并停留1h完成高温碳化,得到中空纤维碳膜。
84.将实施例4所得中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径≦80mm。
85.实施例5
86.一种直接包裹热处理制备中空纤维碳膜的方法,具体如下:
87.1)把市售的pi中空纤维用循环鼓风机于60℃干燥24h,得到干燥处理好的中空纤维原膜;
88.2)将干燥处理好的中空纤维原膜,用拉钩法将其绷直、牵伸至原长110%,然后用
厚度约0.5mm烧蚀性碳纸将前述牵伸延好的中空纤维原膜、每根间隔5mm左右进行包裹,再用碳纤维捆扎好包裹用碳纸、用定长板框固定,得到强化的隔绝氧包裹与牵伸延伸的中空纤维原膜;
89.3)将强化的隔绝氧环境和110%倍率牵伸的中空纤维原膜及其包裹物与固定框,共同放置于高温反应炉中,经抽真空,将反应炉内氧含量控制为<50ppm,关闭所有气路、继续开启真空装置,始终保持真空度为小于1
×
10-2
pa,然后从室温以8℃/min加热至180℃、停留2h完成热稳定化,生成不熔化的耐热结构的中空纤维碳膜前驱体;
90.4)不降温、不间断、继续加热,将反应炉以6℃/min升温至535℃、从535℃以0.3℃/min升温至550℃并停留1h完成高温碳化,生成中空纤维碳膜。
91.将实施例5得到的中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径≦80mm。
92.实施例6
93.一种直接包裹热处理制备中空纤维碳膜的方法,具体如下:
94.1)把市售的山东金宏pvdf中空纤维,用混合热风进行干燥于80℃干燥24h,得到干燥处理好的中空纤维原膜;
95.2)将干燥处理好的中空纤维原膜,用拉钩法将其绷直、牵伸至原长120%,然后用厚度约0.4mm烧蚀性碳纸将前述牵伸延好的中空纤维原膜、每根间隔5mm左右进行包裹,再用碳纤维捆扎好包裹用碳纸、用定长板框固定,得到强化的隔绝氧包裹与牵伸延伸的中空纤维原膜;
96.3)将强化的隔绝氧环境和120%倍率牵伸的中空纤维原膜及其包裹物与固定框,共同放置于高温反应炉中,经抽真空,将反应炉内氧含量控制为<80ppm,关闭所有气路、继续开启真空装置,始终保持真空度为小于1
×
10-2
pa,然后从室温以8℃/min加热至280℃、停留2h完成热稳定化,生成不熔化的耐热结构的中空纤维碳膜前驱体;
97.4)不降温、不间断、继续加热,将反应炉以6℃/min升温至535℃、从535℃以0.3℃/min升温至550℃并停留1h完成高温碳化,生成中空纤维碳膜。
98.将实施例6得到的中空纤维碳膜进行180
°
弯曲时,中空纤维碳膜不断裂、不破损,其对应的最小圆柱直径≦80mm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1