一种铝合金零部件锻造自动化喷涂配料系统的制作方法
1.本实用新型属于电气化铁路接触网零部件自动化制造技术领域,具体涉及一种铝合金零部件锻造自动化喷涂配料系统。
背景技术:
2.随着我国高速铁路的快速发展,接触网零部件的轻量化、便携化研究日益迫切。通过引进、消化、吸收国际先进高铁接触网装备技术后,创新出整套自主知识产权的新型铝合金锻造腕臂和定位系统。目前该系统零部件采用传统铝合金锻造生产线生产,由于新型铝合金锻造腕臂和定位系统零部件结构带独立单双耳机铆接柱台的结构方式,传统的模具润滑喷淋方式造成锻造生产线不可批量生产的能力。具体表现在其锻造脱模剂原液与水采用人工配比,配比后沉淀不均,浓度不稳定,效率低、耗时久;并采用原始的人工方法在模腔喷淋,锻造环境尤其烟雾污染比较恶劣,这种方法不但造成大量脱模剂浪费,效率低下,而且锻造中造成型腔润滑不均匀,导致粘模或成形差,缩短了模具的使用寿命,造成铝合金锻造质量不稳定,影响锻件的质量。因此,针对以上方面,结合铝合金零部件锻造自动化生产线对现有技术进行改进。
技术实现要素:
3.为了解决现有技术中的不足,提供一种减少劳动力,能够实现精准自动配料,自动喷涂的铝合金零部件锻造自动化喷涂配料系统,本实用新型所采用的技术方案是:
4.一种铝合金零部件锻造自动化喷涂配料系统,包括有存储脱模剂的存储罐和配料罐,在所述的存储罐内设有搅拌装置,在所述的存储罐和配料罐之间连接有能将存储罐内脱模剂输送至配料罐内的自动添加控制器,在所述的配料罐上连接有进水阀,沿所述的配料罐出液方向依次连接有加压器、恒压乳化泵、气液自动喷涂阀,在所述的气液自动喷涂阀上连接有喷涂嘴和喷气嘴,在所述的气液自动喷涂阀上还连接有空压机。
5.进一步的,在所述的恒压乳化泵与气液自动喷涂阀之间依次连接有清洗控制器、紧急关停器,所述的清洗控制器上连接有水管。
6.进一步的,在所述的气液自动喷涂阀与配料罐之间连接有回液控制器。
7.采用上述结构喷涂配料系统,能够实现自动化配比脱模剂,同时能够恒压输出喷涂液至喷嘴实施喷涂,避免人工配料过程人为因素干扰,提高自动化程度。
附图说明
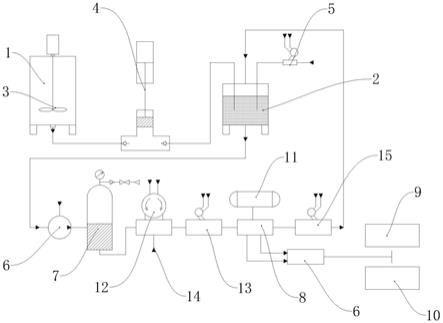
8.图1为本实用新型自动喷涂配料系统示意图。
具体实施方式
9.如图1所示的自动化喷涂配料系统包括存储罐1和配料罐2,存储罐1用于存储脱模剂,为了避免脱模剂沉淀结块,在存储罐1内设有搅拌装置3对存储罐1内脱模剂不断搅拌避
免沉淀结块,在存储罐1和配料罐2之间连接有自动添加控制器4,该自动添加控制器4作用是将存储罐1内脱模剂输送到配料罐2内,本实施例给出的自动添加控制器4类似于柱塞泵,通过控制活塞行程控制脱模剂进入配料罐2的量,在配料罐2上连接有进水阀5,通过进水阀5控制输入配料罐2内的水量,通过对脱模剂和水的比例实现不同浓度脱模剂的配比,在配料罐2出液口依次连接有加压器6和恒压乳化泵7,加压器6将配好的脱模剂加压后输送至恒压乳化泵7,在恒压乳化泵7上出液口连接有气液自动喷涂阀8,气液自动喷涂阀8上连接有喷涂嘴9和喷气嘴10,在气液自动喷涂阀8上还连接有空压机11,需要喷涂脱模剂时恒压乳化泵7以恒定压力将脱模剂输送至气液自动喷涂阀8,气液自动喷涂阀8切换至喷涂嘴9开关位置使喷涂嘴9进行脱模剂喷涂,需要清理型腔内杂质时气液自动喷涂阀8切换至喷气嘴10开关位置,空压机11高压气体由喷气嘴10喷出清洁模具型腔内杂质。
10.为了能够更加安全可靠且实施自动管路清洗,在恒压乳化泵7与气液自动喷涂阀8之间依次连接有清洗控制器12、紧急关停器13,在清洗控制器12上连接有水管14,当气液自动喷涂阀8无法关闭时,可以使用紧急关停器13断开喷涂液向气液自动喷涂阀8内流通,需要对恒压乳化泵7至喷涂嘴9之间管路清洗时,清洗控制器12能够向管路内注入清水对清洗控制器12至喷涂嘴9之间的管路实施清洗。
11.在气液自动喷涂阀8与配料罐2之间还连接有回液控制器15,回液控制器15处于常开状态,当喷涂嘴9不工作时配料罐2内脱模剂通过回液控制器15一直处于循环状态,避免配比好的脱模剂静置产生沉淀,而喷涂嘴9工作时回液控制器15会自动断开,确保喷涂的能够正常进行。
技术特征:
1.一种铝合金零部件锻造自动化喷涂配料系统,包括有存储脱模剂的存储罐(1)和配料罐(2),其特征在于:在所述的存储罐(1)内设有搅拌装置(3),在所述的存储罐(1)和配料罐(2)之间连接有能将存储罐(1)内脱模剂输送至配料罐(2)内的自动添加控制器(4),在所述的配料罐(2)上连接有进水阀(5),沿所述的配料罐(2)出液方向依次连接有加压器(6)、恒压乳化泵(7)、气液自动喷涂阀(8),在所述的气液自动喷涂阀(8)上连接有喷涂嘴(9)和喷气嘴(10),在所述的气液自动喷涂阀(8)上还连接有空压机(11)。2.根据权利要求1所述的一种铝合金零部件锻造自动化喷涂配料系统,其特征在于:在所述的恒压乳化泵(7)与气液自动喷涂阀(8)之间依次连接有清洗控制器(12)、紧急关停器(13),所述的清洗控制器(12)上连接有水管(14)。3.根据权利要求1所述的一种铝合金零部件锻造自动化喷涂配料系统,其特征在于:在所述的气液自动喷涂阀(8)与配料罐(2)之间连接有回液控制器(15)。
技术总结
本实用新型公开了一种铝合金零部件锻造自动化喷涂配料系统,包括有存储脱模剂的存储罐和配料罐,在所述的存储罐内设有搅拌装置,在所述的存储罐和配料罐之间连接有能将存储罐内脱模剂输送至配料罐内的自动添加控制器,在所述的配料罐上连接有进水阀,沿所述的配料罐出液方向依次连接有加压器、恒压乳化泵、气液自动喷涂阀,在所述的气液自动喷涂阀上连接有喷涂嘴和喷气嘴,在所述的气液自动喷涂阀上还连接有空压机;采用上述结构喷涂配料系统,能够实现自动化配比脱模剂,同时能够恒压输出喷涂液至喷嘴实施喷涂,避免人工配料过程人为因素干扰,提高自动化程度。提高自动化程度。提高自动化程度。
技术研发人员:马亚兵 路海健 李永生 张晓辉 陈钰金 白鹭 李思奇 邵长斌
受保护的技术使用者:宝鸡保德利电气设备有限责任公司
技术研发日:2020.12.17
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1