一种用于压力传感器的全自动粘接设备的制作方法
1.本发明涉及压力传感器组装生产技术领域,且更具体地,涉及一种用于压力传感器的全自动粘接设备。
背景技术:
2.目前,在汽车压力传感器组装生产过程中,需要人工辅助完成电路板与塑料框之间的点胶粘框工艺,劳动强度、效率低。为了解决该问题,人们研发了具有自动点胶粘框功能的设备,该设备一般包括点胶机,点胶机的点胶头与电路板接触时,容易对电路板造成硬性损伤。
技术实现要素:
3.本实用新型针对现有技术中存在的点胶头容易对电路板造成硬性损伤的技术问题,提供一种用于压力传感器的全自动粘接设备。
4.本实用新型解决上述技术问题的技术方案如下:一种用于压力传感器的全自动粘接设备,包括:
5.粘框工位,用于装配电路板与塑料框;
6.点胶机,用于在电路板表面的涂胶区域涂覆胶水;
7.机械臂手,用于将塑料框装配于电路板表面的涂胶区域;
8.弹性装置,安装于粘框工位上,用于将电路板受到的刚性碰撞转化为弹性碰撞,这里所述的刚性碰撞至少包括电路板与点胶机之间、电路板与塑料框之间的刚性碰撞。
9.本实用新型的有益效果是:在粘框工位设置弹性装置,能够避免塑料框以及点胶机对电路板造成硬性损伤。
10.在上述技术方案的基础上,本实用新型还可以做如下改进。
11.进一步,所述粘框工位包括:
12.升降单元,用于带动电路板上下移动;
13.辅助单元,对应设置于升降单元上方;
14.升降单元与辅助单元之间具有两种工作状态,状态一,升降单元与辅助单元之间形成物料运输通道,状态二,电路板夹紧于升降单元与辅助单元之间;
15.空缺口,设于所述辅助单元上,用于塑料框穿过。
16.采用上述进一步方案的有益效果是:电路板夹紧于升降单元与辅助单元之间,避免在点胶过程中以及塑料框装配于电路板表面过程中,电路板相对于粘框工位发生位移。
17.在上述技术方案的基础上,本实用新型还可以做如下改进。
18.进一步,所述弹性装置安装于升降单元上,用于将电路板与辅助单元之间的刚性碰撞转化为弹性碰撞。
19.采用上述进一步方案的有益效果是:进一步优化弹性装置的位置,在夹紧电路板的同时,避免辅助单元对电路板造成的硬性损伤。
20.在上述技术方案的基础上,本实用新型还可以做如下改进。
21.进一步,所述弹性装置包括弹性垫片,所述升降单元包括活塞杆,活塞杆端部安装有所述弹性垫片。
22.采用上述进一步方案的有益效果是:弹性垫片易于获得。
23.在上述技术方案的基础上,本实用新型还可以做如下改进。
24.进一步,还包括输送装置,该输送装置包括同步同向作业的电路板输送路线和塑料框输送路线,所述粘框工位设置在电路板输送路线上。
25.采用上述进一步方案的有益效果是:电路板输送路线和塑料框输送路线同步同向作业,可以同时输送电路板输和塑料框,有利于提高生产效率。
26.在上述技术方案的基础上,本实用新型还可以做如下改进。
27.进一步,所述输送装置包括沿输送装置宽度方向依次平行设置的第一水平传输带、第二水平传输带、第三水平传输带,第一水平传输带与第二水平传输带形成塑料框输送路线,第二水平传输带与第三水平传输带形成电路板输送路线。
28.采用上述进一步方案的有益效果是:塑料框输送路线与电路板输送路线共用第二水平传输带,有利于提高输送装置整体结构的紧凑性。
29.在上述技术方案的基础上,本实用新型还可以做如下改进。
30.进一步,所述第一水平传输带上对应有第一限位件,第二水平传输带上对应有第二限位件,第三水平传输带上对应有第三限位件,第一限位件、第二限位件、塑料框输送路线围成塑料框通道,第二限位件、第三限位件、电路板输送路线围成电路板通道。
31.采用上述进一步方案的有益效果是:塑料框通道、电路板通道共用第二限位件,有利于提高输送装置整体结构的紧凑性。
32.在上述技术方案的基础上,本实用新型还可以做如下改进。
33.进一步,所述点胶机与机械臂手分别设置于输送装置长度方向的两侧。
34.采用上述进一步方案的有益效果是:优化点胶机、机械臂手、输送装置之间的位置,点胶机、机械臂手可以同时作业,点胶机在电路板表面的涂胶区域涂覆胶水,同时,可以启动机械臂手抓取塑料框。
附图说明
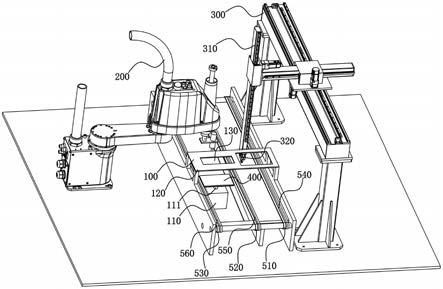
35.图1为本实用新型一种用于压力传感器的全自动粘接设备的立体图。
36.附图中,各标号所代表的部件列表如下:
37.100、粘框工位,110、升降单元,111、活塞杆,120、辅助单元,130、空缺口,200、点胶机,300、机械臂手,310、机械臂,320、机械爪,400、弹性装置,500、输送装置,510、第一水平传输带,520、第二水平传输带,530、第三水平传输带,540、第一限位件,550、第二限位件,560、第三限位件。
具体实施方式
38.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
39.如图1所示,一种用于压力传感器的全自动粘接设备,包括:粘框工位100、点胶机
200、机械臂手300、以及安装于粘框工位100上的弹性装置400。其中,用于将电路板受到的刚性碰撞转化为弹性碰撞,这里所述的刚性碰撞至少包括电路板与点胶机200之间、电路板与塑料框之间的刚性碰撞。
40.本实施例的工作流程为:将电路板放置在粘框工位100上;通过点胶机200在电路板表面的涂胶区域涂覆胶水;通过机械臂手300将塑料框装配于电路板表面的涂胶区域,完成塑料框与电路板的组装。该工作流程中,弹性装置400将电路板与点胶机200之间、电路板与塑料框之间的刚性碰撞,从而避免塑料框以及点胶机200对电路板造成的硬性损伤。
41.需要说明的是,该用于压力传感器的全自动粘接设备可以用于粘接塑料框,也可以用于粘接陶瓷框以及其他元器件,在此不作具体限制。
42.为了提高电路板和塑料框的装配质量,所述粘框工位100包括升降单元110和辅助单元120,其中,升降单元110的实现方式为气压缸、液压缸、电动缸中的任意一种;辅助单元120对应设置于升降单元110上方,辅助单元120采用板件;辅助单元120上开设有空缺口130。升降单元110与辅助单元120之间具有两种工作状态,状态一,升降单元110与辅助单元120之间形成物料运输通道;状态二,电路板夹紧于升降单元110与辅助单元120之间。本实施例的工作流程为:电路板进入物料运输通道,升降单元110带动电路板向上移动,直至电路板夹紧于升降单元110与辅助单元120之间;然后通过点胶机200在电路板表面的涂胶区域涂覆胶水;通过机械臂手300抓取塑料框并进行移动,塑料框穿过空缺口130压紧于电路板表面的涂胶区域,完成塑料框与电路板的组装,形成半成品;升降单元110带动半成品向下移动,直至升降单元110与辅助单元120之间形成物料运输通道,半成品从物料运输通道移出。该工作流程中,电路板夹紧于升降单元110与辅助单元120之间,避免在点胶过程中以及塑料框装配于电路板表面过程中,电路板相对于粘框工位100发生位移。
43.在本实用新型的一个实施例中,所述弹性装置400安装于升降单元110上,用于将电路板与辅助单元120之间的刚性碰撞转化为弹性碰撞。在夹紧电路板的同时,避免辅助单元120对电路板造成的硬性损伤。
44.在本实用新型的一个实施例中,所述弹性装置400包括弹性垫片,所述升降单元110包括活塞杆111,活塞杆111端部具有平板状的平台,弹性垫片铺设于平台表面,弹性垫片的材料可以为硅胶。
45.为了提高生产效率,在本实用新型的一个实施例中,采用输送装置500,该输送装置500包括同步同向作业的电路板输送路线和塑料框输送路线,所述粘框工位100设置在电路板输送路线上。电路板输送路线和塑料框输送路线同步同向作业,可以同时输送电路板输和塑料框,有利于提高生产效率。
46.在本实用新型的一个实施例中,所述输送装置500包括沿输送装置500宽度方向依次平行设置的第一水平传输带510、第二水平传输带520、第三水平传输带530,第一水平传输带510与第二水平传输带520形成塑料框输送路线,第二水平传输带520与第三水平传输带530形成电路板输送路线。这里,输送装置500宽度方向与第一水平传输带510的宽度方向、第二水平传输带520的宽度方向、第三水平传输带530的宽度方向保持一致。塑料框输送路线与电路板输送路线共用第二水平传输带520,有利于提高输送装置500整体结构的紧凑性。
47.在本实用新型的一个实施例中,所述第一水平传输带510上对应有第一限位件
540,第一限位件540的实现方式可以为第一水平传输带510上的凸起;第二水平传输带520上对应有第二限位件550,第二限位件550的实现方式可以为第二水平传输带520上的凸起;第三水平传输带530上对应有第三限位件560,第三限位件560的实现方式可以为第二水平传输带520上的凸起;第一限位件540、第二限位件550、塑料框输送路线围成塑料框通道,第二限位件550、第三限位件560、电路板输送路线围成电路板通道。塑料框通道、电路板通道共用第二限位件550,有利于提高输送装置500整体结构的紧凑性。
48.在本实用新型的一个实施例中,所述点胶机200与机械臂手300分别设置于输送装置500长度方向的两侧,其中,机械臂手300包括机械臂310和机械爪320,机械爪320安装于机械臂310上,机械爪320按驱动方式分为气动夹爪和电动夹爪,在本实施例中采用气动夹爪。该机械臂手300工作状态下,机械爪320抓取塑料框,机械臂310带动机械爪320作直线运动,使塑料框移动至电路板表面的涂胶区域。本实施例的工作流程为:点胶机200的点胶头在电路板表面的涂胶区域涂覆胶水,同时,可以启动机械臂手300抓取塑料框;点胶完成后,点胶头从电路板正上方移走,机械臂手300将塑料框配装至电路板表面的涂胶区域。
49.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1