无机材料的制造方法及无机材料制造装置与流程
1.本发明涉及无机材料的制造方法和无机材料制造装置。
背景技术:
2.已知使用例如锂离子电池作为便携电话和笔记本电脑等小型便携设备的电源、以及电动汽车和电力储藏等的电源。
3.目前市售的锂离子电池使用含有可燃性的有机溶剂的电解液。另一方面,通过将电解液换成固态电解质而被全固态化了的锂离子电池(全固态化型锂离子电池)在电池内不使用可燃性的有机溶剂。因此,全固态化型锂离子电池实现安全装置的简化,制造成本和生产率优异。作为这样的固态电解质中使用的固态电解质材料,例如,如专利文献1所示,有硫化物系固态电解质材料。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2016-27545号公报
技术实现要素:
7.发明所要解决的课题
8.专利文献1中公开了通过使用行星式球磨机的机械研磨法,将含有硫化物固态电解质材料的构成成分的原料组合物玻璃化的方法。
9.然而,当使用行星式球磨机进行机械研磨法时,玻璃化后的无机材料会粘附在行星式球磨机的旋转筒的整个内周面。因此,使用行星式球磨机的机械研磨法需要定期地进行行星式球磨机的维护(将粘附的玻璃化后的无机材料从内周面刮掉等)。
10.本发明提供无机材料的制造方法,以高制造效率从多种无机化合物的混合粉得到玻璃化后的无机材料。
11.用于解决课题的技术方案
12.本发明的一个方面的无机材料的制造方法包括:
13.玻璃化工序,使用环球式磨机机构对混合了多种无机化合物的粉体而成的混合粉作用剪切应力和压缩应力,由此使所述混合粉的至少一部分玻璃化;以及
14.分散工序,在所述玻璃化工序之后,使玻璃化后的所述混合粉分散,
15.使由所述玻璃化工序和所述分散工序组合而成的工序进行多次,从所述混合粉得到玻璃化后的无机材料的粉体。
16.另外,本发明的一个方面的无机材料制造装置具备:
17.环球式磨机机构,具有:多个粉碎球、一边保持所述多个粉碎球一边绕轴旋转的下环、以及隔着所述多个粉碎球配置在与所述下环相反的一侧并将所述多个粉碎球压向所述下环的上环;
18.容器,在内部配置有所述环球式磨机,并且在与所述环球式磨机机构相比靠上方
侧的部分形成有孔;
19.气体送入机构,安装在所述容器中的与所述环球式磨机机构相比靠下方侧的位置,并向所述内部的上方送入气体;
20.筒,安装在所述容器并贯穿所述孔,用于使外部的气体流入所述下环中的比所述多个粉碎球更靠近轴侧;以及
21.控制部,控制所述下环的旋转动作和所述气体送入机构的气体送入动作,
22.通过使所述控制部控制所述旋转动作和所述气体送入动作来执行所述一个方面的无机材料的制造方法。
23.发明效果
24.根据本发明的一个方面的无机材料的制造方法,能够以高制造效率从多种无机化合物的混合粉得到玻璃化后的无机材料。
25.另外,根据本发明的一个方面的无机材料制造装置,能够以高制造效率从多种无机化合物的混合粉制造玻璃化后的无机材料。
附图说明
26.图1是表示本实施方式(作为本发明的一例的实施方式)中的无机材料的制造方法的流程图。
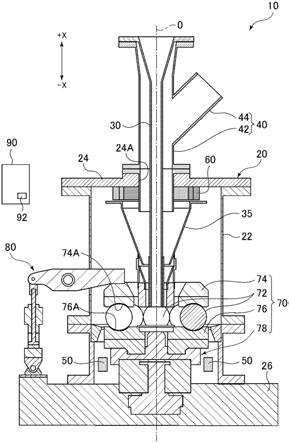
27.图2是用于实施本实施方式的无机材料的制造方法的磨机装置的横截面图。
28.图3a是用于说明本实施方式的无机材料的制造方法的实施时的玻璃化工序和分散工序的图。
29.图3b是用于说明本实施方式的玻璃化工序和分散工序中的磨机装置的翼机构的姿势的图(俯视图)。
30.图4a是用于说明本实施方式的玻璃化工序和分散工序中的磨机装置的环球式磨机机构的动作的图(横截面图)。
31.图4b是用于说明本实施方式的玻璃化工序和分散工序中的磨机装置的环球式磨机机构的动作的图(俯视图)。
32.图4c是用于说明本实施方式的玻璃化工序和分散工序中的环球式磨机机构的动作与粉体的行为之间的关系的图(横截面图)。
33.图5a是用于说明本实施方式的无机材料的制造方法的实施时的排出工序的图(横截面图)。
34.图5b是用于说明本实施方式的排出工序中的磨机装置的翼机构的姿势的图(俯视图)。
35.图6是表示本实施方式中的无机材料的制造方法的流程图,是以与图1的流程图不同的角度进行捕捉的流程图。
具体实施方式
36.《概要》
37.以下,对本实施方式进行说明。
38.首先,对用于实施本实施方式的无机材料的制造方法的磨机装置10(无机材料制
造装置的一例,参照图2)的功能及结构进行说明。接着,对本实施方式的无机材料的制造方法s10(参照图1)进行说明。接着,对本实施方式的效果进行说明。
39.在以下的说明中参照的所有附图中,对具有相同功能的构成要素标注相同的附图标记,并在说明书中适当省略其说明。
40.在此,以下对其详细情况进行说明,但本实施方式的磨机装置10具备:环球式磨机机构70,环球式磨机机构70具有多个粉碎球72、一边保持多个粉碎球72一边绕轴(绕轴o)旋转的下环76、以及隔着多个粉碎球72而配置在与下环76相反的一侧并将多个粉碎球72压向下环76的上环74;容器20,在内部配置有环球式磨机机构70,并且在与环球式磨机机构70相比靠上方侧的部分形成有孔24a;气体送入机构50,安装在容器20中的与环球式磨机机构70相比靠下方侧的位置,向所述内部的上方送入气体;筒30(以下,称为注入筒30。),该筒30安装在容器20并贯穿孔24a,用于使所述外部的气体流入下环76中的与多个粉碎球72相比靠轴侧的位置;以及控制部90,对下环76的旋转动作和气体送入机构50的气体送入动作进行控制,通过使控制部90控制所述旋转动作和所述气体送入动作来执行本实施方式的无机材料的制造方法(参照图1、图2等)。
41.另外,本实施方式的无机材料的制造方法s10包括:玻璃化工序s12,通过使用环球式磨机机构70对混合了多种无机化合物的粉体而成的混合粉mp作用剪切应力和压缩应力,从而使混合粉mp的至少一部分玻璃化;以及分散工序s13,在玻璃化工序s12之后使玻璃化后的混合粉mp分散,使由玻璃化工序s12和分散工序s13组合而成的工序进行多次,从混合粉mp得到玻璃化后的无机材料的粉体(参照图1、图3a等)。
42.《磨机装置的功能和结构》
43.以下,主要参照图2对本实施方式的磨机装置10的功能以及结构进行说明。
44.本实施方式的磨机装置10具有通过对混合了后述的多种无机化合物而成的混合粉mp(参照图4c)作用剪切力和压缩应力而使混合粉mp玻璃化的功能。其结果,本实施方式的磨机装置10具有从混合了多种无机化合物的混合粉mp得到(即制造)后述的玻璃化后的无机材料的粉体的功能。
45.如图2所示,本实施方式的磨机装置10具备:容器20、注入筒30(筒的一例)、圆锥筒35、排出管40、气体送入机构50、翼机构60、环球式磨机机构70、加压机构80和控制部90。
46.<容器>
47.如图2所示,容器20例如为圆筒状,具有周壁22、顶板24和底板26。在容器20的内部(由周壁22、顶板24和底板26包围的空间)配置有注入筒30的一部分、圆锥筒35、排出管40的一部分、气体送入机构50、翼机构60、环球式磨机机构70以及加压机构80的一部分。在顶板24形成有贯穿孔24a(以下,称为孔24a。)。从另一个角度看,孔24a形成于容器20中的与环球式磨机机构70相比靠上方侧的部分。需要说明的是,图2中的附图标记o表示容器20的轴(在图3a~图5b中也相同)。另外,附图标记+z表示磨机装置10的上下方向的上方侧,附图标记-z表示磨机装置10的上下方向的下方侧(在图3a~图5b中也相同)。
48.<注入筒、圆锥筒以及排出管>
49.注入筒30具有作为用于在无机材料的制造动作开始前从容器20的外部向内部导入混合粉mp的导入管的功能以及作为在无机材料的制造动作时使容器20的外部的气体(例如氮气、氩气等非活性气体)流入内部的流入路径的功能。
50.如图2所示,注入筒30以贯穿孔24a的状态配置。注入筒30在注入筒30的上下方向的上方侧的部分的外周被排出管40包围的状态下,注入筒30的上端侧的部分固定于排出管40。在此,排出管40嵌入容器20的顶板24的孔24a并固定。即,注入筒30经由排出管40安装于容器20。另外,注入筒30的下端朝向由后述的环球式磨机机构70的多个粉碎球72包围的区域开口。并且,注入筒30在无机材料的制造动作开始前将混合粉mp导入环球式磨机机构70的中央侧(与多个粉碎球72相比靠轴o侧)的位置,在无机材料的制造动作时使外部的气体流入。
51.圆锥筒35在将圆锥筒35的顶点侧(外周长度较短侧)朝向上下方向的下方侧并包围注入筒30的一部分的状态下配置在与环球式磨机机构70相比靠上方侧的位置。
52.排出管40是用于排出所制造的无机材料的管。如图2所示,排出管40在其正面观察时具有字母的r字状。即,排出管40具有沿轴o配置的圆筒部分42和从倾斜方向与圆筒部分42的上下方向的中央部分相连的枝状部分44。圆筒部分42的下端在容器20的内部开口,并且在圆筒部分42的上端部分固定有注入筒30。枝状部分44的上端的开口与集尘器(省略图示)相连。
53.<气体送入机构>
54.如图2所示,气体送入机构50安装于容器20中的与环球式磨机机构70相比靠下方侧的位置,具有向容器20的内部的上方送入气体(例如为氮气、氩气等非活性气体)的功能。
55.气体送入机构50例如具有多个气体射出部。各气体射出部朝向形成于容器20的内周面与环球式磨机机构70(下环76)之间的间隙射出气流(参照图3a)。需要说明的是,各气体射出部与配置在容器20的外部的储气瓶(省略图示)连接。
56.<翼机构>
57.如图2所示,翼机构60配置在容器20的内部的顶板24与圆锥筒35之间。如图3b和图5b所示,翼机构60具有以轴o为中心呈点对称地排列的多个摆动翼62。各摆动翼62由旋转轴62a、短宽板62b和长宽板62c构成。短宽板62b和长宽板62c一边朝向彼此交叉的方向一边沿着旋转轴62a的轴向的状态下分别安装于旋转轴62a的外周面。
58.并且,如图3b所示,各摆动翼62在使各自的旋转轴62a沿顺时针方向旋转时,使自身的短宽板62b与相邻的摆动翼62的长宽板62c接触,形成遍及周向整周的壁。与此相对,如图5b所示,各摆动翼62在使各自的旋转轴62a从图3b的状态向逆时针方向旋转了规定角度时,自身的短宽板62b离开相邻的摆动翼62的长宽板62c,在相邻的各摆动翼62彼此之间形成间隙。
59.需要说明的是,图3b表示后述的玻璃化工序s12和分散工序s13(参照图1)中的翼机构60的姿势。另外,图5b表示后述的排出工序s15(参照图1)中的翼机构60的姿势。而且,本实施方式的翼机构60被控制部90控制,设定为在玻璃化工序s12和分散工序s13(图3b)的情况下从枝状部分44排出的气体量比在排出工序s15(图5b)的情况下从枝状部分44排出的气体量少。
60.<环球式磨机机构和加压机构>
61.环球式磨机机构70具有受到加压机构80加压而对混合了多种无机化合物而成的混合粉mp(参照图4c)作用剪切力和压缩应力的功能。
62.如图2所示,环球式磨机机构70例如配置在容器20的内部的上下方向的下方侧。环
球式磨机机构70具有多个粉碎球72、下环76、上环74和驱动机构78。
63.多个粉碎球72例如是陶瓷制的。在此,作为构成多个粉碎球72的陶瓷可以使用氧化铝、稳定化氧化锆、氮化硅等。
64.下环76一边保持多个粉碎球72一边被驱动机构78驱动而绕轴(绕轴o)旋转。下环76例如是在中央形成有贯穿孔的甜甜圈状的构件,且是陶瓷制的。在下环76的上表面,为了保持多个粉碎球72,形成有供各粉碎球72嵌入的多个凹部76a。在此,作为构成下环76的陶瓷,可以使用氧化铝、稳定化氧化锆、氮化硅等。
65.上环74隔着被下环76保持的多个粉碎球72而配置在与下环76相反的一侧。上环74使其上表面受到后述的加压机构80加压,并将多个粉碎球72压向下环76。上环74例如是在中央形成有贯穿孔的甜甜圈状的构件,且是陶瓷制的。为了保持多个粉碎球72,在上环74的下表面形成有相对于轴o呈点对称的圆状且供各粉碎球72嵌入的凹部74a。在此,作为构成上环74的陶瓷可以使用氧化铝、稳定化氧化锆、氮化硅等。
66.如图2所示,驱动机构78在将下环76固定的状态下配置在下环76的下方侧。驱动机构78绕轴(绕轴o)旋转,能够将下环76以例如25rpm~300rpm旋转,优选以100rpm~140rpm旋转。
67.如上所述,加压机构80具有利用例如环单位表面积载荷10000kgf/m2~40000kgf/m2的加压力对上环74的上表面进行加压的功能,优选以环单位表面积载荷12000kgf/m2~28000kgf/m2的加压力进行加压。
68.<控制部>
69.控制部90具有控制磨机装置10的动作的功能。具体而言,控制部90控制驱动机构78的旋转动作、气体送入机构50的气体送入动作等。另外,控制部90具有对驱动机构78的旋转时间进行计数的计时器92。需要说明的是,关于控制部90的功能的详细情况,在后述的本实施方式的无机材料的制造方法s10的说明中进行说明。
70.以上是关于本实施方式的磨机装置10的功能以及结构的说明。
71.《无机材料的制造方法》
72.接着,参照图1等对本实施方式的无机材料的制造方法s10(以下,称为本实施方式的制造方法s10。)进行说明。
73.本实施方式的制造方法s10包括:混合工序s11、玻璃化工序s12、分散工序s13、判断是否从玻璃化工序s12的开始起经过了规定时间t
p
的判断工序s14、以及排出工序s15。
74.本实施方式的制造方法s10在使混合工序s11、玻璃化工序s12和分散工序s13以这些工序的记载顺序进行之后,在判断工序s14中,在从玻璃化工序s12的开始时起经过了规定时间t
p
之前(即只要在判断工序s14中持续否定判断),反复进行玻璃化工序s12和分散工序s13。并且,本实施方式的制造方法s10在从玻璃化工序s12的开始时起经过了规定时间t
p
的情况下(即在判断工序s14中进行了肯定判断的情况下),进行排出工序s15并结束。需要说明的是,通过由控制部90控制磨机装置10来执行玻璃化工序s12、分散工序s13、判断工序s14和排出工序s15。另外,关于规定时间t
p
在后面描述。
75.以下,对各工序的详细情况进行说明。
76.<混合工序>
77.混合工序s11是将多种无机化合物的粉体混合而生成混合粉mp的工序。混合工序
s11例如使用混合机(省略图示)而进行。
78.在此,本实施方式中的多种无机化合物的一例为硫化锂、氮化锂及五硫化二磷。
79.然后,当通过混合工序s11生成混合粉mp时,使混合粉mp从磨机装置10的注入筒30向容器20的内部导入,本工序结束。
80.<玻璃化工序和分散工序>
81.接着,参照图3a、图3b、图4a~图4c对玻璃化工序s12和分散工序s13进行说明。
82.首先,控制部90控制翼机构60的多个摆动翼62,使翼机构60成为图3b的状态。另外,控制部90开始环球式磨机机构70的驱动机构78的驱动。伴随于此,下环76被驱动机构78驱动而绕轴旋转。另外,控制部90使气体从气体送入机构50的多个空气射出部射出。在该情况下,在注入筒30中使气体(例如为氮气、氩气等非活性气体)持续从外部流向容器20的内部。易于将混合粉mp或玻璃化后的无机材料氧化的硫化物、氮化物、卤化物等用于降低气体的水分浓度和氧浓度。例如,优选为水分浓度1500ppm以下、氧浓度10%以下,进一步优选为水分浓度400ppm以下、氧浓度1%以下,但根据无机材料的性质适当决定阈值。由此,在容器20的内部,使如图3a所示的气流循环。另外,控制部90控制加压机构80而对上环74进行加压。伴随于此,上环74将多个粉碎球72压向下环76。
83.而且,玻璃化工序s12和分散工序s13在如图3a所示的气流循环的状态下进行。
84.需要说明的是,随着驱动机构78的驱动开始,控制部90开始计时器92对时间的计数。然后,控制部90在计时器92经过了规定时间t
p
时,结束玻璃化工序s12和分散工序s13。
85.〔玻璃化工序〕
86.被导入到环球式磨机机构70的中央的混合粉mp伴随下环76的旋转而受到离心力,从而向下环76的径向外侧移动(参照图4)。其结果是,混合粉mp进入下环76的各凹部76a和由该各凹部76a保持的粉碎球72之间。
87.另一方面,伴随下环76的旋转,多个粉碎球72绕轴(绕轴o)公转(参照图4b)。在该情况下,各粉碎球72被嵌在绕轴旋转的下环76的各凹部76a中而被下环76保持和被静止的上环74加压等,由此各粉碎球72一边公转一边自转(图4a和图4b)。
88.由此,进入到下环76和粉碎球72之间的混合粉mp受到相对于下环76进行相对移动的粉碎球72和下环76的加压。其结果是,混合粉mp因粉碎球72和下环76而受到剪切力和压缩应力。并且,一部分混合粉mp在附着于粉碎球72的状态下向粉碎球72与上环74之间移动。其结果,一部分混合粉mp因粉碎球72和上环74而受到剪切力和压缩应力。这样,混合粉mp在离心力的作用下向下环76的径向外侧移动,并且利用各粉碎球72与上环74之间以及各粉碎球72与下环76之间中的一者或者两者受到剪切力和压缩应力而向下环76的外周缘侧移动。并且,在该状态下,成为混合粉mp的一部分被玻璃化后的状态。
89.以上是关于玻璃化工序s12的说明。
90.〔分散工序〕
91.接着,通过从气体送入机构50的多个气体射出部射出的气体,一部分被玻璃化后的混合粉mp向上方侧浮游(参照图4c)。伴随于此,由环球式磨机机构70粉碎后的混合粉mp浮游到与环球式磨机机构70相比靠上方侧的位置。在该情况下,混合粉mp在气体中被分散。在此,“分散”是指相互凝聚的粉体的集合体、即混合粉mp变得零散。
92.接着,被分散了的混合粉mp通过在容器20的内部循环的气流被引导,再次向环球
式磨机机构70的中央移动。
93.以上是关于分散工序s13的说明。
94.需要说明的是,在本说明书中,着眼于混合粉mp在容器20的内部的移动说明了玻璃化工序s12和分散工序s13好像是分别进行的,但实际上,玻璃化工序s12和分散工序s13是同时进行的。然后,当从玻璃化工序s12和分散工序s13的开始起经过了规定时间t
p
时,从混合粉mp得到玻璃化后的无机材料的粉体。
95.在此,玻璃化后的无机材料例如是无机固态电解质材料。无机固态电解质材料构成全固态锂离子电池的固态电解质层。
96.另外,如上所述,在本实施方式中,多种无机化合物为硫化锂、氮化锂和五硫化二磷,因此作为玻璃化后的无机材料的一例的无机固态电解质材料为硫化物系无机固态电解质材料。即,硫化物系无机固态电解质材料含有li、p和s中的至少1种以上作为构成元素。
97.需要说明的是,作为无机固态电解质材料,没有特别限定,可以举出硫化物系无机固态电解质材料、氧化物系无机固态电解质材料、锂系无机固态电解质材料等。在这些材料中,优选硫化物系无机固态电解质材料。
98.另外,作为无机固态电解质材料,没有特别限定,例如可以举出用于构成全固态锂离子电池的固态电解质层的材料。
99.作为硫化物系无机固态电解质材料,可举出例如li2s-p2s5材料、li2s-sis2材料、li2s-ges2材料、li2s-al2s3材料、li2s-sis
2-li3po4材料、li2s-p2s
5-ges2材料、li2s-li2o-p2s
5-sis2材料、li2s-ges
2-p2s
5-sis2材料、li2s-sns
2-p2s
5-sis2材料、li2s-p2s
5-li3n材料、li2s
2+x-p4s3材料、li2s-p2s
5-p4s3材料等。
100.在这些材料中,从锂离子传导性优异且具有在宽的电压范围内不引起分解等的稳定性的方面出发,优选li2s-p2s5材料和li2s-p2s
5-li3n材料。在此,例如li2s-p2s5材料是指通过机械处理使至少包含li2s(硫化锂)和p2s5的无机组合物彼此化学反应而得到的无机材料。另外,li2s-p2s
5-li3n材料是指通过机械处理使至少包含li2s(硫化锂)、p2s5和li3n的无机组合物彼此化学反应而得到的无机材料。
101.需要说明的是,在本实施方式中,硫化锂也包含多硫化锂。
102.作为上述氧化物系无机固态电解质材料,可举出例如liti2(po4)3、li zr2(po4)3、lige2(po4)3等nasicon型、(la
0.5+x
li
0.5-3x
)tio3等钙钛矿型、li2o-p2o5材料、li2o-p2o
5-li3n材料等。
103.作为锂系无机固态电解质材料,可举出例如lipon、linbo3、litao3、li3po4、lipo
4-xnx
(x为0<x≤1)、lin、lii、lisicon等。
104.进而,使这些无机固态电解质材料的结晶析出而得到的玻璃陶瓷也可以作为无机固态电解质材料使用。
105.本实施方式中的硫化物系无机固态电解质材料优选含有li、p和s作为构成元素。
106.<判断工序>
107.接着,对判断工序s14进行说明。控制部90在计时器92计数的时间t在规定时间t
p
以上的情况下,进行肯定判断并结束玻璃化工序s12和分散工序s13。
108.与此相对,控制部90在计时器92计数的时间t小于规定时间t
p
的情况下,进行否定判断并使玻璃化工序s12和分散工序s13继续。
109.在此,规定时间t
p
是通过本技术的发明人的试验研究而设定的时间,具体而言被设定为从玻璃化工序s12和分散工序s13的开始前的混合粉mp得到一定量(98%以上等的大致100%左右的量)的玻璃化后的无机材料的粉体为止的时间。即,若着眼于混合粉mp的行为,则将玻璃化工序s12和分散工序s13组合而成的工序进行相当于规定时间t
p
的多次。另外,从另一个角度看,通过在规定时间t
p
从气体送入机构50向容器20的内部送入气体,使由玻璃化工序s12和分散工序s13组合而成的工序进行多次。
110.需要说明的是,在本实施方式中,规定时间t
p
相当于在玻璃化工序s12和分散工序s13中伴随使气流在容器20的内部循环而使混合粉mp循环多次(例如为5次以上且15次以下)所需的时间。但是,这里所说的多次的值基于例如加压机构80对上环74进行加压时的加压力的大小、由驱动机构78驱动而旋转的下环76的转速、混合粉mp的大小等。
111.<排出工序>
112.接着,参照图5a和图5b对排出工序s15进行说明。
113.排出工序s15是将通过玻璃化工序s12和分散工序s13得到的无机材料的粉体从排出管40的枝状部分44排出到集尘器(省略图示)的工序。
114.在排出工序s15中,控制部90控制翼机构60的多个摆动翼62,使翼机构60成为图5b的状态。其结果,从气体送入机构50送入容器20的内部的气体从形成在相邻的各摆动翼62彼此之间的间隙流过排出管40的内部,从枝状部分44的上端的开口被排出到集尘器。伴随于此,在容器20的内部玻璃化后的无机材料与该气流一起被排出到集尘器。
115.然后,将容器20的内部的玻璃化后的无机材料从磨机装置10排出,使本实施方式的制造方法s10结束。
116.以上是关于本实施方式的制造方法s10的说明。
117.《效果》
118.接下来,参照附图对本实施方式的效果进行说明。
119.<第一效果>
120.例如,可以使用专利文献1中公开的行星式球磨机对混合粉mp作用剪切应力和压缩应力而使混合粉mp玻璃化。但是,根据本技术的发明人的试验研究,当使用行星式球磨机使混合粉mp玻璃化时,玻璃化后的混合粉mp粘附在行星式球磨机的旋转筒的内周面。因此,在使用行星式球磨机的方法的情况下,需要定期地进行行星式球磨机的维护(将粘附在内周面的玻璃化后的无机材料从内周面刮掉等)。
121.与此相对,在本实施方式的情况下,使用环球式磨机机构70进行(参照图4a~图4c)。
122.如图2和图4a~图4c所示,环球式磨机机构70具有:多个粉碎球72;下环76,一边保持多个粉碎球72一边绕轴(绕轴o)旋转;以及上环74,隔着多个粉碎球72配置在与下环76相反的一侧并将多个粉碎球72压向下环76。
123.并且,在本实施方式的情况下,使伴随下环76的旋转而公转的多个粉碎球72自转,在多个粉碎球72与下环76之间以及多个粉碎球72与上环74之间,对因伴随下环76的旋转所产生的离心力而从下环76的轴侧(轴o侧)向外周侧移动的混合粉mp作用剪切应力和压缩应力。在该情况下,由于上环74受到加压机构80加压,因此多个粉碎球72被压向上环74和下环76。另外,在该情况下,各粉碎球72的自转的旋转方向根据各粉碎球72的公转时的位置而始
终变化。由此,在本实施方式的情况下,与使用行星式球磨机的情况不同,即使粉碎后的混合粉mp附着于上环74和下环76,也会立即被各粉碎球72刮掉。即,在本实施方式的情况下,粉碎后的混合粉mp不易粘附在上环74的凹部74a和下环76的凹部76a。因此,在本实施方式的情况下,不需要使用上述行星式球磨机的情况下的维护、或者与使用上述行星式球磨机的情况相比定期进行的维护的时间间隔较长。
124.因此,根据本实施方式的制造方法s10,与使用行星式球磨机的情况相比,能够以高制造效率从多种无机化合物的混合粉mp得到玻璃化后的无机材料。
125.<第二效果>
126.在本实施方式中,多个粉碎球72、上环74和下环76分别是陶瓷制的。因此,与多个粉碎球72、上环74和下环76为金属制的情况相比,本实施方式的多个粉碎球72、上环74和下环76不易附着混合粉mp。
127.因此,根据本实施方式,与多个粉碎球72、上环74和下环76为金属制的情况相比,能够以更高的制造效率从多种无机化合物的混合粉mp得到玻璃化后的无机材料。
128.在此,关于本效果,将多个粉碎球72、上环74和下环76为金属制的情况作为比较对象进行了说明,但在该比较对象的情况下也具有起到上述第一效果的结构。即,即使在该比较对象的情况下,也属于本发明的技术范围。需要说明的是,与该比较对象相比,在多个粉碎球72、上环74和下环76中的至少1者是陶瓷制的情况下,可以说容易实现本效果。即,即使在多个粉碎球72、上环74和下环76中的至少1者是陶瓷制的情况下,也属于本发明的技术范围。
129.<第三效果>
130.如图1所示,本实施方式的制造方法s10通过使由玻璃化工序s12和在玻璃化工序s12之后进行的分散工序s13组合而成的工序进行多次,从而从多种无机化合物的混合粉mp得到玻璃化后的无机材料。
131.在此,如上所述,分散工序s13使在玻璃化工序s12中至少一部分被玻璃化后的混合粉mp分散。具体而言,一部分被玻璃化后的混合粉mp通过从气体送入机构50的多个气体射出部射出的气体而向上方侧浮游(参照图4c)。在该情况下,混合粉mp在气体中被分散。即,混合粉mp中的相互凝聚的粉体的集合体在气体中变得零散。接着,通过本实施方式的磨机装置10的结构,被分散了的混合粉mp通过在容器20的内部循环的气流被引导,再次向环球式磨机机构70的中央移动。然后,在从玻璃化工序s12的开始时起经过了规定时间t
p
之前,对混合粉mp反复进行玻璃化工序s12和分散工序s13(图1的流程图中的s14)。
132.如上所述,在本实施方式的制造方法s10中,进行玻璃化工序s12的混合粉mp在紧接之前的分散工序s13中在气体中被分散。即,在玻璃化工序s12中,通过环球式磨机机构70将被作用剪切应力和压缩应力的混合粉mp通过紧接之前的分散工序s13成为松散的状态。因此,根据本实施方式的制造方法s10,混合粉mp被高效地玻璃化。
133.因此,本实施方式的制造方法s10通过使由玻璃化工序s12和在玻璃化工序s12后的分散工序s13组合而成的工序进行多次,从而起到比第一效果更好的效果。
134.<第四效果>
135.如图2所示,本实施方式的磨机装置10具备环球式磨机机构70、容器20、气体送入机构50、注入筒30以及控制部90。并且,控制部90通过控制翼机构60的开闭动作、下环76的
旋转动作以及上述气体送入机构的气体送入动作来执行本实施方式的制造方法s10(参照图1、图3a~图5b)。
136.即,当使用本实施方式的磨机装置10从多种无机化合物的混合粉mp制造玻璃化后的无机材料时,起到上述第一效果和第三效果。另外,从另一个角度看,若使用本实施方式的磨机装置10,则能够通过简单的控制,使由玻璃化工序s12和在玻璃化工序s12之后进行的分散工序s13组合而成的工序进行多次。
137.<第五效果>
138.如图2所示,本实施方式的磨机装置10具备翼机构60。并且,在本实施方式中,能够通过改变翼机构60的多个摆动翼62的姿势来调整从枝状部分44排出的气体量(参照图3a、图3b、图5a和图5b)。具体而言,在进行由玻璃化工序s12和分散工序s13组合而成的工序的情况下,控制部90控制翼机构60使翼机构60成为图3b的状态。与此相对,在进行排出工序s15的情况下,控制部90控制翼机构60使翼机构60成为图5b的状态。
139.顺带一提,假设若在翼机构60保持图5b的状态下进行玻璃化工序s12,则利用气体送入机构50向容器20的内部的上方侧浮游的混合粉mp的大部分通过气流从枝状部分44排出而不会再次返回玻璃化工序s12。即,本实施方式的磨机装置10也可以用作将粉体一次粉碎后立即排出的通常的磨机装置。
140.因此,根据本实施方式的磨机装置10,通过控制翼机构60的多个摆动翼62的姿势,能够实施本实施方式的制造方法s10和上述通常的磨机装置的粉碎动作。
141.以上是关于本实施方式的效果的说明。
142.如上所述,以上述实施方式为例对本发明进行了说明,但本发明并不限于上述实施方式。在本发明的技术范围中例如还包含下述的方式(变形例)。
143.例如,在本实施方式的制造方法s10中,说明了根据构成混合粉mp的粉体的移动的观点(微观的观点),在玻璃化工序s12之后进行分散工序s13(参照图1)。但是,从宏观的观点出发,玻璃化工序s12和分散工序s13可以同时进行。因此,也可以如图6的流程图那样捕捉图1的流程图。在该情况下,本实施方式的玻璃化工序s12、分散工序s13和判断工序s14能够置换为进行规定时间t
p
的由玻璃化工序和分散工序组合而成的工序s12a。
144.另外,本实施方式的制造方法s10(参照图1)作为使用本实施方式的磨机装置10(参照图2)进行的情况进行了说明。但是,如果能够使用环球式磨机机构70进行玻璃化工序s12且反复进行由玻璃化工序s12和在玻璃化工序s12后的分散工序s13组合而成的工序,则也可以不使用本实施方式的磨机装置10进行本实施方式的制造方法s10。
145.另外,在本实施方式中,说明了玻璃化后的无机材料例如是无机固态电解质材料。然而,玻璃化后的无机材料也可以是正极活性物质。
146.在此,作为正极活性物质的一例,可举出能够用于锂离子电池的正极层的正极活性物质。具体而言,可举出锂钴氧化物(licoo2)、锂镍氧化物(linio2)、锂锰氧化物(limn2o4)、固溶体氧化物(li2mno
3-limo2(m=co、ni等))、锂-锰-镍氧化物(lini
1/3
mn
1/3
co
1/3
o2)、橄榄石型锂磷氧化物(lifepo4)等复合氧化物;cus、li-cu-s化合物、tis2、fes、mos2、v2s5、li-mo-s化合物、li-ti-s化合物、li-v-s化合物、li-fe-s化合物等硫化物系正极活性物质等。需要说明的是,在这些中,从具有更高的放电容量密度且循环特性更优异的观点出发,优选为硫化物系正极活性物质,更优选为li-mo-s化合物、li-ti-s化合物、li-v-s化合
物。
147.进而,玻璃化后的无机材料可以是分别以任意的比率组合上述的正极活性物质、无机固态电解质材料和导电助剂而成的混合粉。作为导电助剂的一例,可举出炭黑、科琴黑等碳系微粉。
148.另外,玻璃化后的无机材料也可以是负极活性物质。
149.在此,作为负极活性物资的一例,可举出能够用于锂离子电池的负极层的负极活性物质。具体而言,可举出以锂合金、锡合金、硅合金、镓合金、铟合金、铝合金等为主体的金属系材料、锂钛复合氧化物(例如li4ti5o
12
)、石墨系材料等。
150.进而,玻璃化后的无机材料可以是分别以任意的比率组合上述的负极活性物质、无机固态电解质材料和导电助剂而成的混合粉。作为导电助剂的一例,可举出炭黑、科琴黑等碳系微粉。
151.本技术要求基于2019年6月14日申请的日本专利申请第2019-110875号的优先权,并将其所有公开内容并入本文。
152.附图文字说明
153.10:磨机装置(无机材料制造装置的一例)
154.20:容器
155.22:周壁
156.24:顶板
157.24a:贯穿孔(孔)
158.26:底板
159.30:注入筒
160.35:圆锥筒
161.40:排出管
162.42:圆筒部分
163.44:枝状部分
164.50:气体送入机构
165.60:翼机构
166.62:摆动翼
167.62a:旋转轴
168.62b:短宽板
169.62c:长宽板
170.70:环球式磨机机构
171.72:粉碎球
172.74:上环
173.74a:凹部
174.76:下环
175.76a:凹部
176.78:驱动机构
177.80:加压机构
178.90:控制部
179.92:计时器
180.o:轴
181.s10:无机材料的制造方法
182.s11:混合工序
183.s12:玻璃化工序
184.s13:分散工序
185.s14:判断工序
186.s15:排出工序
187.t
p
:规定时间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1