中空纤维脱气组件、喷墨打印机和液体的脱气方法与流程
1.本发明涉及对液体进行脱气的中空纤维脱气组件、具有该中空纤维脱气组件的喷墨打印机和液体的脱气方法。
背景技术:
2.在专利文献1中公开如下,在喷墨打印机的墨流路中安装使用了中空纤维膜的中空纤维脱气组件,连续地对墨进行脱气。在专利文献1中记载的中空纤维脱气组件是外部灌注型的中空纤维脱气组件,集束多根中空纤维膜而成的中空纤维膜束收纳于筒体中。并且,通过向中空纤维膜的外侧供给墨并且对中空纤维膜的内部空间进行减压来对墨进行脱气,自形成于筒体的侧壁的排出口排出脱气了的墨。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2007/063720号
6.专利文献2:日本特开2016-120489号公报
技术实现要素:
7.发明要解决的问题
8.如专利文献2所公开那样,本发明人等得到了如下见解:由于溶胀的中空纤维膜进入中空纤维膜束的中空部,因此中空纤维脱气组件的压力损失急剧上升,基于该见解,发明出支承体抵接于中空纤维膜束的内周面那样的中空纤维脱气组件。
9.之后,本发明人等进一步进行了研究,结果得到了如下见解:不仅溶胀的中空纤维膜进入中空纤维膜束的中空部会导致中空纤维脱气组件的压力损失急剧上升,有时溶胀的中空纤维膜加压接触于收纳中空纤维膜束的壳体的内周面也会导致中空纤维脱气组件的压力损失急剧上升。例如存在如下情况:由于溶胀的中空纤维膜加压接触于壳体的内周面,因此壳体的液体排出口被中空纤维膜阻塞,由此,中空纤维脱气组件的压力损失急剧上升。另外,存在如下情况:由于溶胀的中空纤维膜加压接触于壳体的内周面,因此中空纤维膜束与壳体之间的间隙消失,由此,中空纤维脱气组件的压力损失急剧上升。
10.因此,本发明的一技术方案的目的在于,提供能够抑制压力损失急剧上升的中空纤维脱气组件、喷墨打印机和液体的脱气方法。
11.用于解决问题的方案
12.本发明的一技术方案提供一种中空纤维脱气组件,其中,该中空纤维脱气组件具备:中空纤维膜束,其是将多根中空纤维膜集束成圆筒状而成的;壳体,其收纳中空纤维膜束,在该壳体形成有与多个中空纤维膜之间的空间连通的液体供给口和液体排出口、以及与多个中空纤维膜中的各中空纤维膜的内部空间连通的吸气口;以及外侧支承体,其配置在中空纤维膜束与壳体之间,在该外侧支承体形成有多个开口。
13.在该中空纤维脱气组件中,由于具备配置在中空纤维膜束与壳体之间的外侧支承
体,因此,溶胀的多个中空纤维膜被外侧支承体从中空纤维膜束的半径方向外侧支承。因此,即使多个中空纤维膜因液体而溶胀,也能够抑制多个中空纤维膜加压接触于壳体的内周面。由此,例如,能够抑制壳体的液体排出口被多个中空纤维膜阻塞所导致的、中空纤维脱气组件的压力损失的急剧上升。另外,能够抑制中空纤维膜束与壳体之间的间隙消失所导致的、中空纤维脱气组件的压力损失的急剧上升。其结果,能够长期对液体进行脱气。
14.外侧支承体也可以为圆筒状。如此,在外侧支承体为圆筒状的情况下,能够自中空纤维膜束的半径方向外侧适当地支承溶胀的多个中空纤维膜。
15.外侧支承体也可以为网状。如此,在外侧支承体为网状的情况下,能够从中空纤维膜束的半径方向外侧支承溶胀的多个中空纤维膜并抑制通过外侧支承体的液体的压力损失上升。由此,能够抑制中空纤维脱气组件的初始压力上升。
16.也可以是,该中空纤维脱气组件还具备:第一密封部,其将中空纤维膜束的一侧膜束端部和外侧支承体的一侧支承体端部固定于壳体;以及第二密封部,其将中空纤维膜束的另一侧膜束端部和外侧支承体的另一侧支承体端部固定于壳体,第一密封部在通过一侧膜束端部且与壳体的轴线方向正交的剖面中填充在壳体内的除中空纤维膜束的中空部以外的整个区域,第二密封部在通过另一侧膜束端部且与壳体的轴线方向正交的剖面中填充在壳体内的除多个中空纤维膜中的各中空纤维膜的内部空间以外的整个区域。如此,在填充有第一密封部和第二密封部的情况下,壳体内的区域被多个中空纤维膜分成包含多个中空纤维膜之间的空间的第一区域和包含多个中空纤维膜中的各中空纤维膜的内部空间的第二区域。由此,能够将自液体供给口供给的液体自中空纤维膜束的中空部向多个中空纤维膜之间的空间供给,之后自液体排出口排出。另外,能够自吸气口对多个中空纤维膜中的各中空纤维膜的内部空间进行吸气,并且能够防止自液体供给口供给的液体被向吸气口排出。
17.也可以是,外侧支承体配置在第一密封部的与第二密封部所处那一侧相反的一侧的端面、和第二密封部的与第一密封部所处那一侧相反的一侧的端面之间。如此,在外侧支承体配置在第一密封部的与第二密封部所处那一侧相反的一侧的端面、和第二密封部的与第一密封部所处那一侧相反的一侧的端面之间的情况下,容易制作中空纤维脱气组件,因此能够抑制中空纤维脱气组件的制造成本。
18.也可以是,外侧支承体的第二密封部侧的顶端埋设于第二密封部。如此,在外侧支承体的第二密封部侧的顶端埋设于第二密封部的情况下,外侧支承体与第二密封部之间的界面不会暴露于第二密封部的与第一密封部所处那一侧相反的一侧的端面。由此,即使液体进入到外侧支承体与第二密封部之间的界面,也能够防止该液体自第二密封部漏出。另外,在吸气口连接了抽吸泵的情况下,能够防止该液体自吸气口排出所导致的抽吸泵的破损。
19.也可以是,外侧支承体的第一密封部侧的顶端自第一密封部暴露。如此,在外侧支承体的第一密封部侧的顶端自第一密封部暴露的情况下,容易制作中空纤维脱气组件,因此能够抑制中空纤维脱气组件的制造成本。
20.也可以是,在多个中空纤维膜未溶胀的状态下,外侧支承体与中空纤维膜束分开。如此,在多个中空纤维膜未溶胀的状态下外侧支承体与中空纤维膜束分开时,能够容许多个中空纤维膜的溶胀,并且能够抑制溶胀的多个中空纤维膜加压接触于壳体的内周面。由
此,能够抑制多个中空纤维膜在溶胀时断裂。
21.也可以是,外侧支承体的多个开口包含任意的第一开口和与第一开口相邻的第二开口,在外侧支承体,在外侧支承体与外侧支承体的外切圆周面之间形成有使第一开口和第二开口连通的外侧连通部。如此,在外侧支承体形成有外侧连通部的情况下,即便因多个中空纤维膜发生溶胀等而导致外侧支承体伸展并由此使外侧支承体加压接触于壳体的内周面,也能够在外侧支承体与壳体的内周面之间留有供液体流通的流路。由此,能够抑制中空纤维脱气组件的压力损失的急剧上升。
22.也可以是,外侧支承体的多个开口包含任意的第一开口和与第一开口相邻的第二开口,在外侧支承体,在外侧支承体与外侧支承体的内切圆周面之间形成有使第一开口和第二开口连通的内侧连通部。如此,在外侧支承体形成有内侧连通部的情况下,即便因多个中空纤维膜发生溶胀等而导致外侧支承体伸展并由此使外侧支承体加压接触于壳体的内周面,也能够在多个中空纤维膜与外侧支承体之间留有供液体流通的流路。由此,能够抑制中空纤维脱气组件的压力损失的急剧上升。
23.液体也可以含有烃溶剂。如此,在液体含有烃溶剂的情况下,多个中空纤维膜容易溶胀,但通过具备外侧支承体,能够抑制中空纤维脱气组件的压力损失的急剧上升。
24.也可以是,液体是从由二醇类、二醇单烷基醚类、二醇二烷基醚类、二醇单醋酸酯类、二醇二醋酸酯类、醇类、酮类、乙酸酯类、乳酸酯类、饱和烃类、不饱和烃类、环状饱和烃类、环状不饱和烃类、芳香族烃类、萜类、醚类、环状酰亚胺、3-烷基-2-噁唑烷酮、n-烷基吡咯烷酮、内酯以及含氮溶剂组成的组中选取的至少一种。如此,在液体为上述那样的液体的情况下,多个中空纤维膜容易溶胀,但通过具备外侧支承体,能够抑制中空纤维脱气组件的压力损失的急剧上升。
25.液体也可以是uv墨或陶瓷墨。如此,在液体为uv墨或陶瓷墨的情况下,多个中空纤维膜容易溶胀,但通过具备外侧支承体,能够抑制中空纤维脱气组件的压力损失的急剧上升。
26.本发明的一技术方案提供一种喷墨打印机,其使储存在墨储存部中的墨通过墨流路而向喷墨头供给,其中,在墨流路中安装有上述任一项的中空纤维脱气组件。在该喷墨打印机中,由于上述任意一个中空纤维脱气组件安装于墨流路,因此能够抑制中空纤维膜因墨而溶胀所导致的、墨流路中的压力损失的急剧上升。其结果,能够长期对墨进行脱气。
27.本发明的一技术方案提供一种液体的脱气方法,其中,在上述任一项的中空纤维脱气组件中,通过向液体供给口供给液体而向多个中空纤维膜之间的空间供给液体,通过自吸气口进行吸气而对供给至多个中空纤维膜之间的空间的液体进行脱气,将在多个中空纤维膜之间的空间中被脱气了的液体自液体排出口排出。在该液体的脱气方法中,由于使用上述任意一个中空纤维脱气组件来对液体进行脱气,因此能够抑制中空纤维膜因液体而溶胀所导致的、中空纤维脱气组件的压力损失的急剧上升。其结果,能够长期对液体进行脱气。
28.发明的效果
29.根据本发明,能够抑制压力损失的急剧上升。
附图说明
30.图1是实施方式的喷墨打印机的概略结构图。
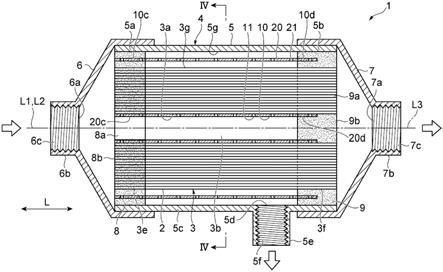
31.图2是实施方式的中空纤维脱气组件的概略剖视图。
32.图3的(a)和图3的(b)是图2所示的中空纤维膜束的局部的示意图。
33.图4是图2所示的iv-iv线的剖视图。
34.图5是外侧支承体的例子的立体图。
35.图6是外侧支承体的例子的立体图。
36.图7是外侧支承体的例子的局部放大图。
37.图8是图7所示的viii-viii线的剖视图。
38.图9是图7所示的ix-ix线的剖视图。
39.图10是实施方式的中空纤维膜的状态的示意图。
40.图11是比较例的中空纤维膜的状态的示意图。
41.图12是试验回路的概略结构图。
42.图13是表示实施例1和比较例1的压力损失的图表。
43.图14是表示实施例1的经过时间与压力损失之间的关系的图表。
具体实施方式
44.下面,参照附图详细地说明实施方式的中空纤维脱气组件、喷墨打印机和液体的脱气方法。本实施方式的中空纤维脱气组件是将本发明的中空纤维脱气组件应用在对墨进行脱气的中空纤维脱气组件中的中空纤维脱气组件。另外,在全部的附图中,对于相同或相当的部分标注相同的附图标记,省略重复的说明。
45.图1是实施方式的喷墨打印机的概略结构图。如图1所示,实施方式的喷墨打印机101主要具备:储存墨的墨容器等的墨储存部102;喷墨头103,其将微滴化的墨向打印介质直接吹送;第一墨供给管104,其自墨储存部102供给墨;第二墨供给管105,其向喷墨头103供给墨;实施方式的中空纤维脱气组件1,其安装在第一墨供给管104和第二墨供给管105上,对墨进行脱气;抽吸泵106,其进行真空抽吸;吸气管107,其将抽吸泵106和中空纤维脱气组件1连接起来。此外,第一墨供给管104和第二墨供给管105是自墨储存部102至喷墨头103的墨流路。作为在喷墨打印机101中使用的墨,没有特别地限定,例如,可举出水性墨、uv墨、溶剂墨和陶瓷墨。
46.图2是实施方式的中空纤维脱气组件的概略剖视图。图3的(a)和图3的(b)是图2所示的中空纤维膜束的局部放大图。图4是图2所示的iv-iv线的剖视图。如图1~图4所示,中空纤维脱气组件1具备:中空纤维膜束3,其是将多根中空纤维膜2集束成圆筒状而成的;圆筒状的壳体4,其收纳中空纤维膜束3;内侧支承体10,其抵接于中空纤维膜束3的内周面3a;以及外侧支承体20,其配置在中空纤维膜束3与壳体4之间。对于中空纤维脱气组件1,通过多个中空纤维膜2,壳体4内被划分为第一区域和第二区域,该第一区域包含多个中空纤维膜2之间的空间,该第二区域包含多个中空纤维膜2中的各中空纤维膜2的内部空间。第一区域是被供给墨的区域,第二区域是被进行吸气的区域。并且,中空纤维脱气组件1通过自中空纤维膜束3的中空部3b向多个中空纤维膜2之间的空间(第一区域)供给墨并且自多个中空纤维膜2中的各中空纤维膜2的内部区域(第二区域)进行吸气,来对墨进行脱气。中空部
3b是位于中空纤维膜束3的半径方向上的中心部的中空部分。
47.中空纤维膜2是能使气体透过而不能使液体透过的中空纤维状的膜。中空纤维膜2具有因墨等液体而溶胀的性质。对于中空纤维膜2的材料、膜形状、膜形态等没有特别地限制。作为中空纤维膜2的材料例如可例举聚丙烯、聚乙烯、聚甲基戊烯等聚烯烃系树脂,聚二甲基硅氧烷其共聚物等硅系树脂,ptfe、偏二氟乙烯等氟系树脂。作为中空纤维膜2的膜形状(侧壁的形状)例如可例举多孔质膜、微多孔膜、不具有多孔质的均质膜(非多孔膜)。作为中空纤维膜2的膜形态例如可例举膜整体的化学性或者物理性构造均质的对称膜(均质膜)、膜的化学性或者物理性构造根据膜的部分的不同而不同的非对称膜(不均质膜)。非对称膜(不均质膜)是具有非多孔质的致密层和多孔质的膜。在该情况下,致密层可以形成在膜的表层部分或者多孔质膜内部等的膜中的任何位置。在不均质膜中也包含化学构造不同的复合膜、3层构造这样的多层构造膜。特别地使用了聚4-甲基戊烯-1树脂的不均质膜由于具有阻隔液体的致密层,因此对于对水以外的液体例如墨的脱气特别优选。另外,在用于外部灌注型的中空纤维的情况下,优选致密层形成在中空纤维外表面。
48.中空纤维膜束3能够通过例如将多个中空纤维膜2编织成帘状而成的中空纤维膜片(未图示)来形成。在该情况下,例如能够由在每1英寸内存在10根~40根的中空纤维膜2构成的中空纤维膜片来形成中空纤维膜束3。在中空纤维膜束3的半径方向内侧,形成有成为墨的流路的中空部3b。中空部3b由中空纤维膜束3的内周面3a划分出来。
49.壳体4具有筒体5、第一盖部6和第二盖部7。
50.筒体5是收纳中空纤维膜束3的部位。筒体5形成为沿轴线方向l延伸的圆筒状,筒体5的两端部开口。在作为筒体5的一侧的开口端部的一侧开口端部5a安装有第一盖部6,在作为筒体5的另一侧的开口端部的另一侧开口端部5b安装有第二盖部7。第一盖部6以及第二盖部7相对于筒体5的安装例如能够通过螺纹接合、嵌合、粘接等来进行。
51.第一盖部6形成为随着远离筒体5而小径化的锥状。在第一盖部6的顶端部形成有液体供给口6a。在第一盖部6的内侧形成有与液体供给口6a连通的内部空间。液体供给口6a是为了向多个中空纤维膜2之间供给墨而形成于第一盖部6的开口。液体供给口6a例如为圆形。液体供给口6a形成在筒体5的中心轴线l1上。用于将第一墨供给管104以能够装卸的方式连接的连接部6b自液体供给口6a沿着轴线方向l延伸。连接部6b形成为圆筒状,在连接部6b的内周面形成有供第一墨供给管104旋入的内螺纹6c。另外,连接部6b和第一墨供给管104之间的连接不限定于螺纹接合,例如也能够通过嵌合来进行。
52.第二盖部7形成为随着远离筒体5而小径化的锥状。在第二盖部7的顶端部形成有吸气口7a。在第二盖部7的内侧形成有与吸气口7a连通的内部空间。吸气口7a是为了自多个中空纤维膜2中的各中空纤维膜2的内部空间进行吸气而形成于第二盖部7的开口。吸气口7a例如为圆形。吸气口7a形成在筒体5的中心轴线l1上。用于将吸气管107以能够装卸的方式连接的连接部7b自吸气口7a沿着轴线方向l延伸。连接部7b形成为圆筒状,在连接部7b的内周面形成有供吸气管107旋入的内螺纹7c。另外,连接部7b和吸气管107之间的连接不限定于螺纹接合,例如也能够通过嵌合来进行。
53.在筒体5的侧壁5c形成有液体排出口5d。液体排出口5d是为了自多个中空纤维膜2之间排出墨而形成于筒体5的开口。液体排出口5d例如为圆形。液体排出口5d形成在比筒体5的轴线方向l的中央靠另一侧开口端部5b侧的位置。用于将第二墨供给管105以能够装卸
的方式连接的连接部5e自液体排出口5d沿着与轴线方向l正交的方向延伸。连接部5e形成为圆筒状,在连接部5e的内周面形成有供第二墨供给管105旋入的内螺纹5f。另外,液体排出口5d和第二墨供给管105之间的连结不限定于螺纹接合,例如也可以通过嵌合来进行。
54.从制造容易性的观点出发,优选筒体5、第一盖部6以及第二盖部7为树脂制。在该情况下,筒体5、第一盖部6以及第二盖部7能够通过注射成型来制造。另外,在考虑使用uv墨来作为墨的情况下,筒体5、第一盖部6以及第二盖部7优选是不使紫外线透射的颜色例如黑色。
55.另外,中空纤维膜束3的一侧膜束端部3e利用第一密封部8固定于筒体5的一侧开口端部5a,中空纤维膜束3的另一侧膜束端部3f利用第二密封部9固定于筒体5的另一侧开口端部5b。
56.第一密封部8由树脂形成。作为用于第一密封部8的树脂,例如,可举出环氧树脂、聚氨酯树脂、紫外线固化型树脂、聚乙烯、聚丙烯等聚烯烃树脂。第一密封部8在通过中空纤维膜束3的一侧膜束端部3e且与筒体5的轴线方向l正交的剖面中填充在除中空部3b以外的整个区域。也就是说,第一密封部8填充在中空纤维膜2之间、多个中空纤维膜2中的各中空纤维膜2的内部空间、以及中空纤维膜束3与筒体5的内壁之间(参照图3的(a))。多个中空纤维膜2自第一密封部8的与第二密封部9所处那一侧相反的一侧的端面8b暴露。在第一密封部8形成有使中空部3b开放且使中空部3b和液体供给口6a连通的连通口8a。因此,自液体供给口6a供给至第一盖部6的内部空间的墨仅从连通口8a向筒体5内供给。也就是说,自液体供给口6a供给至壳体4内的墨仅从连通口8a向中空纤维膜束3的中空部3b供给,并从中空部3b向多个中空纤维膜2之间供给。
57.第二密封部9由与第一密封部8相同的树脂形成。第二密封部9在通过中空纤维膜束3的另一侧膜束端部3f且与筒体5的轴线方向l正交的剖面中填充在除多个中空纤维膜2中的各中空纤维膜2的内部空间以外的整个区域。也就是说,第二密封部9没有填充在多个中空纤维膜2中的各中空纤维膜2的内部空间,而仅填充在多个中空纤维膜2之间、中空纤维膜束3与筒体5的内壁之间、以及中空部3b中(参照图3的(b))。多个中空纤维膜2自第二密封部9的与第一密封部8所处那一侧相反的一侧的端面9b暴露。在第二密封部9形成有使多个中空纤维膜2中的各中空纤维膜2的内部空间开放且使多个中空纤维膜2中的各中空纤维膜2的内部空间和吸气口7a连通的连通孔9a。因此,自连通口8a供给至中空部3b的墨未越过第二密封部9而流入第二盖部7侧,而是通过多个中空纤维膜2之间的空间自液体排出口5d排出。另外,由于多个中空纤维膜2中的各中空纤维膜2的内部空间与吸气口7a连通,因此,通过利用抽吸泵106从吸气口7a吸气,来对多个中空纤维膜2中的各中空纤维膜2的内部空间进行减压。
58.第一密封部8例如以中空纤维膜束3的一侧膜束端部3e的中心轴线l2和筒体5的中心轴线l1成为相同位置的方式将中空纤维膜束3的一侧膜束端部3e固定于筒体5。另外,第二密封部9例如以中空纤维膜束3的另一侧膜束端部3f的中心轴线l3和筒体5的中心轴线l1成为相同位置的方式将中空纤维膜束3的另一侧膜束端部3f固定于筒体5。此外,第二密封部9也可以例如以中空纤维膜束3的另一侧膜束端部3f的中心轴线l3位于相对于筒体5的中心轴线l1向与液体排出口5d所处那一侧相反的一侧偏心的位置的方式,将中空纤维膜束3的另一侧膜束端部3f固定于筒体5。另外,第二密封部9也可以例如以中空纤维膜束3相对于
筒体5的中心轴线l1倾斜且中空纤维膜束3远离液体排出口5d的方式,将中空纤维膜束3的另一侧膜束端部3f固定于筒体5。
59.此外,能够使筒体5的内径与中空纤维膜束3的轴线方向l上的长度的比例如为1:1~1:6。
60.内侧支承体10是用于自中空纤维膜束3的半径方向内侧支承多个中空纤维膜2(中空纤维膜束3)的构件。内侧支承体10形成为圆筒状(管状)。内侧支承体10的外径成为与中空纤维膜束3的内径大致相同的尺寸。内侧支承体10的厚度例如能够在能支承溶胀的多个中空纤维膜2的范围内进行适当设定。作为内侧支承体10的厚度,例如,能够为0.5mm以上且5mm以下。另外,在内侧支承体10形成有多个开口11。内侧支承体10例如形成为网状。在内侧支承体10形成为网状的情况下,该内侧支承体10的多个网眼成为多个开口11。
61.并且,作为内侧支承体10的轴线方向l上的一端部的一侧支承体端部10c通过第一密封部8固定于筒体5(壳体4),作为内侧支承体10的轴线方向l上的另一端部的另一侧支承体端部10d通过第二密封部9固定于筒体5(壳体4)。第一密封部8和第二密封部9还填充在中空纤维膜束3与内侧支承体10之间和内侧支承体10的多个开口11中。
62.内侧支承体10配置在第一密封部8的端面8b与第二密封部9的端面9b之间。也就是说,内侧支承体10不自第一密封部8的端面8b和第二密封部9的端面9b突出。在轴线方向l上,内侧支承体10可以是与中空纤维膜束3相同的长度,也可以短于中空纤维膜束3。在此,在内侧支承体10的轴线方向l上的两端之中,将第一密封部8侧的顶端称作顶端10a,将第二密封部9侧的顶端称作顶端10b。在该情况下,也可以是,内侧支承体10的顶端10a自第一密封部8的端面8b暴露,顶端10b埋设于第二密封部9。另外,也可以是,内侧支承体10的顶端10a埋设于第一密封部8,顶端10b自第二密封部9的端面9b暴露。另外,也可以是,内侧支承体10的顶端10a埋设于第一密封部8,顶端10b埋设于第二密封部9。此外,在图2和图3中,作为一个例子,示出以下情况:内侧支承体10在轴线方向l上短于中空纤维膜束3,内侧支承体10的顶端10a自第一密封部8的端面8b暴露,内侧支承体10的顶端10b埋设于第二密封部9。
63.图5和图6是外侧支承体的例子的立体图。如图2~图6所示,外侧支承体20是用于自中空纤维膜束3的半径方向外侧支承溶胀的多个中空纤维膜2(中空纤维膜束3)的构件。外侧支承体20形成为圆筒状(管状)。外侧支承体20的外径为中空纤维膜束3的外径以上且筒体5的内径以下。外侧支承体20可以抵接于中空纤维膜束3的外周面3g,也可以抵接于筒体5的内周面5g,还可以与中空纤维膜束3的外周面3g和筒体5的内周面5g分开。在附图中,作为一个例子,示出外侧支承体20与中空纤维膜束3的外周面3g和筒体5的内周面5g分开的情况。外侧支承体20的厚度例如能够在能支承溶胀的多个中空纤维膜2的范围内进行适当设定。作为外侧支承体20的厚度,例如,能够为0.5mm以上且5mm以下。
64.在外侧支承体20形成有多个开口21。外侧支承体20例如形成为网状。在外侧支承体20形成为网状的情况下,该外侧支承体20的多个网眼成为多个开口21。网状是指将沿不同方向延伸的多个线状部22连接起来且通过多个线状部22而形成了多个开口21的形状。作为开口21的形状,例如可举出正方形、矩形、五边形、六边形、圆形、椭圆形等。外侧支承体20的开口率例如能够在10%以上的范围内,优选在20%以上且80%以下的范围内,更优选在30%以上且60%以下的范围内。此外,外侧支承体20的开口率是指,在将外侧支承体20切断而形成为平板状时的、全部的开口21的开口面积的总和相对于包含全部的开口21的外侧支
承体20的投影面积的比例。此外,在内侧支承体10和外侧支承体20这两者形成为网状的情况下,内侧支承体10和外侧支承体20既可以形成为相同的网状,也可以形成为不同的网状。
65.图5所示的外侧支承体20由沿与外侧支承体20的轴线方向平行的方向延伸且排列成圆状的多个第一线状部22a、和呈以外侧支承体20的轴线为中心的圆状延伸且与各第一线状部22a连接的多个第二线状部22b构成。图5所示的外侧支承体20的开口21的形状为正方形。图6所示的外侧支承体20由沿相对于外侧支承体20的轴线方向倾斜了规定角度的方向延伸的多个第一线状部22a、和沿相对于外侧支承体20的轴线方向向与第一线状部22a相反的方向倾斜了规定角度的方向延伸且与各第一线状部22a连接的多个第二线状部22b构成。图6所示的外侧支承体20的开口21的形状为菱形。
66.作为线状部22的截面形状,例如,能够为多边形截面、圆形截面等。另外,线状部22的线径例如能够适当设定为能支承溶胀的多个中空纤维膜2的大小。例如,从制造容易性的观点出发,外侧支承体20优选由树脂制成。作为用于外侧支承体20的树脂,例如,可举出聚丙烯、聚乙烯、优选举出超高分子量聚乙烯、高密度聚乙烯。
67.图7是外侧支承体的例子的局部放大图。图8是图7所示的viii-viii线的剖视图。图9是图7所示的ix-ix线的剖视图。如图7~图9所示,在外侧支承体20的多个开口21之中,将任意的开口21称作第一开口21a,将与该第一开口21a相邻的开口21称作第二开口21b。另外,将与外侧支承体20外切的假想圆周面称作外切圆周面vf1,将与外侧支承体20内切的假想圆周面称作内切圆周面vf2。
68.在该情况下,在外侧支承体20,在外侧支承体20与外切圆周面vf1之间形成有使第一开口21a和第二开口21b连通的外侧连通部23。外侧连通部23是外侧支承体20的自外切圆周面vf1凹陷的部分。外侧连通部23既可以形成于彼此相邻的全部的开口21之间,也可以仅形成于彼此相邻的一部分的开口21之间。
69.另外,在外侧支承体20,在外侧支承体20与内切圆周面vf2之间形成有使第一开口21a和第二开口21b连通的内侧连通部24。内侧连通部24是外侧支承体20自内切圆周面vf2凹陷的部分。内侧连通部24既可以形成于彼此相邻的全部的开口21之间,也可以仅形成于彼此相邻的一部分的开口21之间。
70.并且,如图2和图3所示,作为外侧支承体20的轴线方向l上的一端部的一侧支承体端部20c通过第一密封部8固定于筒体5(壳体4),作为外侧支承体20的轴线方向l上的另一端部的另一侧支承体端部20d通过第一密封部8固定于筒体5(壳体4)。第一密封部8和第二密封部9也填充在中空纤维膜束3与外侧支承体20之间和外侧支承体20的多个开口21中。
71.外侧支承体20配置于第一密封部8的端面8b与第二密封部9的端面9b之间。也就是说,外侧支承体20不自第一密封部8的端面8b和第二密封部9的端面9b突出。在轴线方向l上,外侧支承体20可以是与中空纤维膜束3相同的长度,也可以短于中空纤维膜束3。在此,在外侧支承体20的轴线方向l上的两端之中,将第一密封部8侧的顶端称作顶端20a,将第二密封部9侧的顶端称作顶端20b。在该情况下,也可以是,外侧支承体20的顶端20a自第一密封部8的端面8b暴露,顶端20b埋设于第二密封部9。另外,也可以是,外侧支承体20的顶端20a埋设于第一密封部8,顶端20b自第二密封部9的端面9b暴露。另外,也可以是,外侧支承体20的顶端20a埋设于第一密封部8,顶端20b埋设于第二密封部9。此外,在图2和图3中,作为一个例子,示出以下情况:外侧支承体20在轴线方向l上短于中空纤维膜束3,外侧支承体
20的顶端20a自第一密封部8的端面8b暴露,外侧支承体20的顶端20b埋设于第二密封部9。
72.接下来,针对利用中空纤维脱气组件1的墨的脱气方法进行说明。
73.自墨储存部102向第一墨供给管104供给墨。这样,墨从液体供给口6a向第一盖部6的内部空间供给。供给至第一盖部6的内部空间的墨通过连通口8a向中空部3b供给。供给至中空部3b的墨通过内侧支承体10的多个开口11向多个中空纤维膜2之间的空间供给,并通过该空间向筒体5(中空纤维膜束3)的半径方向外侧流动。也就是说,供给至中空部3b的墨在筒体5内向多个中空纤维膜2中的各中空纤维膜2的外侧供给。此时,通过利用抽吸泵106自吸气口7a对壳体4内吸气,从而使多个中空纤维膜2中的各中空纤维膜2的内部空间减压。这样,在墨通过多个中空纤维膜2之间的空间时,墨的溶解气体和气泡被向多个中空纤维膜2中的各中空纤维膜2的内部空间吸入。由此,进行墨的脱气。并且,脱气了的墨通过外侧支承体20的多个开口21供给至中空纤维膜束3与筒体5的内周面5g之间的间隙,并通过该间隙自液体排出口5d向第二墨供给管105排出。排出至第二墨供给管105的墨通过第二墨供给管105向喷墨头103供给。
74.此时,多个中空纤维膜2随着时间经过逐渐被墨溶胀。此外,中空纤维膜2溶胀的速度和程度根据中空纤维膜2的材料、膜形状、膜形态等而发生变化,另外,也根据墨的种类发生变化。例如,在使用聚4-甲基戊烯-1等聚烯烃系树脂来作为中空纤维膜2的材料,使用将陶瓷粉体分散在烃溶剂等溶剂中而成的陶瓷墨来作为墨的情况下,中空纤维膜2的溶胀速度和溶胀程度尤其变大。并且,多个中空纤维膜2通过溶胀而向中空纤维膜束3的半径方向内侧和半径方向外侧一边扭转一边膨胀。也就是说,溶胀的多个中空纤维膜2通过向中空纤维膜束3的半径方向内侧膨胀而欲进入中空部3b,溶胀的多个中空纤维膜2通过向中空纤维膜束3的半径方向外侧膨胀而加压接触于筒体5的内周面5g,且欲进入液体排出口5d。
75.作为陶瓷墨所使用的溶剂,只要不损害本发明的效果,就不特别限定,可以为公知的溶剂,若具体地例示,则可例举出:乙二醇、二乙二醇、三乙二醇等二醇类、3-甲氧基-3-甲基丁醇、3-甲氧基丁醇等二醇单烷基醚类、二乙二醇二乙醚、二乙二醇甲基乙基醚、二乙二醇甲基丁基醚、三乙二醇甲基丁基醚、四乙二醇二甲醚等二醇二烷基醚类、乙二醇单丁醚醋酸酯、二乙二醇单丁醚醋酸酯、丙二醇单甲醚醋酸酯等二醇单醋酸酯类、二醇二醋酸酯类、乙醇、正丙醇、异丙醇、正丁醇、2-丁醇、2-甲基-1-丙醇等醇类、丙酮、甲乙酮、甲基正丙基酮、甲基异丙基酮、甲基正丁基酮、甲基异丁基酮、甲基正戊基酮、甲基异戊基酮、二乙基酮、乙基正丙基酮、乙基异丙基酮、乙基正丁基酮、乙基异丁基酮、二正丙基酮、二异丁基酮、环己酮、甲基环己酮、异佛尔酮等酮类、乙酸甲酯、乙酸乙酯、乙酸正丙酯、乙酸异丙酯、乙酸正丁酯、乙酸异丁酯、乙酸己酯、乙酸辛酯、乙酸-2-甲基丙酯、乙酸-3-甲基丁酯等乙酸酯类、乳酸甲酯、乳酸乙酯、乳酸丁酯等乳酸酯类、正己烷、异己烷、正壬烷、异壬烷、十二烷、异十二烷等饱和烃类、1-己烯、1-庚烯、1-辛烯等不饱和烃类、环己烷、环庚烷、环辛烷、环癸烷、十氢萘等环状饱和烃类、环己烯、环庚烯、环辛烯、1,1,3,5,7-环辛四烯、环十二碳烯等环状不饱和烃类、苯、甲苯、二甲苯等芳香族烃类、萜类、醚类、环状酰亚胺、3-甲基-2-噁唑烷酮、3-乙基-2-噁唑烷酮等3-烷基-2-噁唑烷酮、n-甲基-2-吡咯烷酮、n-乙基-2-吡咯烷酮等n-烷基吡咯烷酮、γ-丁内酯、ε-己内酯等内酯、β-烷氧基丙酰胺等含氮溶剂。
76.在此,如图11所示,在不具备内侧支承体和外侧支承体的比较例的中空脱气组件中,溶胀的多个中空纤维膜2加压接触于筒体5的内周面5g。由此,溶胀的多个中空纤维膜2
会进入液体排出口5d而阻塞液体排出口5d,另外,中空纤维膜束3与筒体5之间的间隙消失。其结果,墨的流路变窄或被阻塞,墨的压力损失急剧上升。
77.与此相对,如图10所示,在本实施方式的中空纤维脱气组件中,在中空纤维膜束3与筒体5之间配置有外侧支承体20,因此,溶胀的多个中空纤维膜2不易加压接触于筒体5的内周面5g。由此,能够抑制溶胀的多个中空纤维膜2进入液体排出口5d而阻塞液体排出口5d,另外,能够抑制中空纤维膜束3与筒体5之间的间隙消失。其结果,能够抑制墨的流路变窄或被阻塞,因此能够抑制墨的压力损失的急剧上升。
78.另外,由于内侧支承体10抵接于中空纤维膜束3的划分出中空部3b的内周面3a,因此能够抑制溶胀的多个中空纤维膜2进入中空部3b。其结果,在中空纤维脱气组件1中,即使多个中空纤维膜2溶胀,也能够抑制墨的流路变窄或被阻塞,因此能够抑制墨的压力损失的急剧上升。
79.如此,在本实施方式的中空纤维脱气组件1中,由于具备配置在中空纤维膜束3与筒体5之间的外侧支承体20,因此,溶胀的多个中空纤维膜2被外侧支承体20从中空纤维膜束3的半径方向外侧支承。因此,即使多个中空纤维膜2因墨而溶胀,也能够抑制多个中空纤维膜2加压接触于筒体5的内周面5g。由此,能够抑制筒体5的液体排出口5d被多个中空纤维膜2阻塞所导致的、中空纤维脱气组件1的压力损失的急剧上升。另外,能够抑制中空纤维膜束3与筒体5之间的间隙消失所导致的、中空纤维脱气组件1的压力损失的急剧上升。其结果,能够长期对墨进行脱气。
80.另外,在外侧支承体20为圆筒状的情况下,能够从中空纤维膜束3的半径方向外侧适当地支承溶胀的多个中空纤维膜2。
81.另外,在外侧支承体20为网状的情况下,能够从中空纤维膜束3的半径方向外侧支承溶胀的多个中空纤维膜2并抑制通过外侧支承体20的墨的压力损失上升。由此,能够抑制中空纤维脱气组件1的初始压力上升。
82.另外,如上述那样,在填充了第一密封部8和第二密封部9的情况下,壳体4内的区域被多个中空纤维膜2分成包含多个中空纤维膜2之间的空间的第一区域和包含多个中空纤维膜2中的各中空纤维膜2的内部空间的第二区域。由此,能够将自液体供给口6a供给的墨自中空纤维膜束3的中空部3b向多个中空纤维膜2之间的空间供给,之后自液体排出口5d排出。另外,能够自吸气口7a对多个中空纤维膜2中的各中空纤维膜2的内部空间进行吸气,并且能够防止自液体供给口6a供给的墨被向吸气口7a排出。
83.另外,在外侧支承体20配置在第一密封部8的端面8b与第二密封部9的端面9b之间的情况下,容易制作中空纤维脱气组件1,因此能够抑制中空纤维脱气组件1的制造成本。
84.另外,在外侧支承体20的第二密封部9侧的顶端20b埋设于第二密封部9的情况下,外侧支承体20与第二密封部9之间的界面不会暴露于第二密封部9的端面9b。由此,即使墨进入到外侧支承体20与第二密封部9之间的界面,也能够防止该墨自第二密封部9漏出。另外,在吸气口7a连接了抽吸泵106的情况下,能够防止该墨被从吸气口7a排出所导致的抽吸泵106的破损。
85.另外,在外侧支承体20的顶端20a自第一密封部8暴露的情况下,容易制作中空纤维脱气组件1,因此能够抑制中空纤维脱气组件1的制造成本。
86.另外,在多个中空纤维膜2未溶胀的状态下外侧支承体20与中空纤维膜束3分开
时,能够容许多个中空纤维膜2的溶胀,并且能够抑制溶胀的多个中空纤维膜2加压接触于筒体5的内周面5g。由此,能够抑制多个中空纤维膜2在溶胀时断裂。
87.另外,在外侧支承体20形成有外侧连通部23的情况下,即便因多个中空纤维膜2发生溶胀等而导致外侧支承体20伸展并由此加压接触于筒体5的内周面5g,也能够在外侧支承体20与筒体5的内周面5g之间留有供墨流通的流路。由此,能够抑制中空纤维脱气组件1的压力损失的急剧上升。
88.另外,在外侧支承体20形成有内侧连通部24的情况下,即便因多个中空纤维膜2发生溶胀等而导致外侧支承体20伸展并由此加压接触于筒体5的内周面5g,也能够在多个中空纤维膜2与外侧支承体20之间留有供墨流通的流路。由此,能够抑制中空纤维脱气组件1的压力损失的急剧上升。
89.另外,在墨为上述那样的墨的情况下,多个中空纤维膜2容易溶胀,但通过具备外侧支承体20,能够抑制中空纤维脱气组件1的压力损失的急剧上升。
90.以上,说明了本发明的优选实施方式,但本发明并不限定于上述实施方式。例如,在上述实施方式中,说明了具备内侧支承体的情况,但也可以不具备内侧支承体。即使不具备内侧支承体,也能够抑制多个中空纤维膜加压接触于壳体的内周面所导致的中空纤维脱气组件的压力损失的急剧上升。另外,在上述实施方式中,说明了外侧支承体为圆筒状的情况,但只要能够从中空纤维膜束的半径方向外侧支承溶胀的多个中空纤维膜,则外侧支承体也可以是任何形状。另外,在上述实施方式中,作为进行脱气的液体例示出墨并进行了说明,但脱气的液体也可以是墨以外的液体。也就是说,存在即使是墨以外的液体也会使多个中空纤维膜溶胀的情况,即使使用这样的液体,也能够获得与上述实施方式相同的效果。另外,在上述实施方式中,具体地说明了中空纤维脱气组件的一个例子,但只要如下设置,则中空纤维脱气组件也可以是任何结构,即:多个中空纤维膜之间的空间与液体供给口和液体排出口连通,并且吸气口与多个中空纤维膜中的各中空纤维膜的内部空间连通,通过自液体供给口供给液体并自吸气口吸气就能够对自液体供给口供给过来的液体进行脱气并自液体排出口排出。另外,在上述实施方式中,说明了构成壳体的筒体与第一盖部和第二盖部是彼此独立的构件的情况,但它们也可以构成为一体。
91.实施例
92.下面,对本发明的实施例进行说明,但本发明并不限定于以下的实施例。
93.制作实施例1的中空纤维脱气组件和比较例1的中空纤维脱气组件,在图12所示的试验电路中,测量出由使墨循环而产生的压力损失的上升。
94.(试验回路)
95.如图12所示,在试验电路中,将插入至储存有墨的墨容器111的第一墨供给管112与中空纤维脱气组件1的供给口连接,在第一墨供给管112上安装有将第一墨供给管112内的墨向中空纤维脱气组件1侧送液的泵113和测量第一墨供给管112内的墨的压力的入口压力计114。另外,在试验电路中,将插入至墨容器111的第二墨供给管115与中空纤维脱气组件的排出口连接,在第二墨供给管115上安装有测量第二墨供给管115内的墨的压力的出口压力计116。
96.(实施例1)
97.按照如下方式制作出实施例1的中空纤维脱气组件。
98.在实施例1中,作为基底组件,使用dic株式会社制造的separel ef-g5-b15的中空纤维脱气组件。并且,在该基底组件中,使内侧支承体抵接在中空纤维膜束的内周面,其中,该内侧支承体是将大日本塑料株式会社制造的大日本塑料塑料网(日文:
ダイプラネトロンシート
)(网眼大小:3mm
×
3mm,厚度:1.4mm)以管径φ成为14mm的方式卷成圆筒状而成的。另外,在该基底组件中,在中空纤维膜束与壳体之间,以与中空纤维膜束和壳体分开的方式配置了外侧支承体,该外侧支承体是将大日本塑料株式会社制造的大日本塑料塑料网(网眼的大小:3mm
×
3mm、厚度:1.4mm)以管径φ成为39mm的方式卷成圆筒状而成的。将其作为实施例1的中空纤维膜组件。
99.具体地进行说明,制作出以聚4-甲基戊烯-1为材料的具有不均质构造的侧壁(膜)的内径100μm、外径180μm的中空纤维膜。接着,利用经丝将同列排列的多个中空纤维膜编织成帘状,从而制作出规定长度的中空纤维膜片。接着,在圆筒状的内侧支承体上卷绕中空纤维膜片,制作出圆筒状的中空纤维膜束。接着,将中空纤维膜束和圆筒状的外侧支承体插入壳体的筒体,利用第一密封部将中空纤维膜束的一侧膜束端部和外侧支承体的一端部固定于筒体的一侧开口端部,并且利用第二密封部将中空纤维膜束的另一侧膜束端部和外侧支承体的另一端部固定于筒体的另一侧开口端部。然后,在筒体的一侧开口端部安装第一盖部,并且在筒体的另一侧开口端部安装第二盖部,从而制作出实施例1的中空纤维脱气组件。在表1中示出实施例1的中空纤维脱气组件的主要条件。
100.(比较例1)
101.不使用外侧支承体,另外,在第一密封部和第二密封部的树脂固化之后将内侧支承体从中空纤维膜束中拔出,除此以外,与实施例1相同地制作出比较例1的中空纤维脱气组件。即,作为比较例1的中空纤维脱气组件,使用了dic株式会社制造的separel ef-g5-b15的中空纤维脱气组件。在表1中示出比较例1的中空纤维脱气组件的主要条件。
102.[表1]
[0103][0104]
(实验)
[0105]
在实验中,作为进行脱气的液体,使用含有烃溶剂(exxon mobil株式会社制“exxsol(注册商标)d130”(hydrocarbones,c14-c18,n-alkanes,iso-alkanes,cyclics,aromatics等))的陶瓷墨。
[0106]
并且,将墨的设定温度设定为50℃,并且将墨的设定流量设定为1200g/min,使墨循环。另外,将由入口压力计114测量出的入口压力和由出口压力计116测量出的出口压力之间的差作为压力损失计算出。将实施例1和比较例1的、使墨循环30分钟时的压力损失示于图13。将实施例1的、使墨循环120小时的、经过时间与压力损失之间的关系示于图14。
[0107]
(评价)
[0108]
如图13所示,在比较例1中,在使墨循环30分钟的阶段中,压力损失超过了24kpa,但在实施例1中,在使墨循环30分钟的阶段中,压力损失被抑制至12kpa左右。由该结果可知,通过具备内侧支承体和外侧支承体,能够抑制压力损失的上升。
[0109]
如图14所示,在实施例1中,即使使墨循环120小时,也没有发现压力损失的急剧上升。由该结果可知,通过具备内侧支承体和外侧支承体,能够抑制压力损失的急剧上升。
[0110]
并且,观察了在比较例1中使墨循环30分钟后的、与中心轴线正交的截面和通过中心轴线的截面,以及在实施例1中使墨循环30分钟循环后的、与中心轴线正交的截面和通过中心轴线的截面。其结果,在比较例1中,在使墨循环30分钟的阶段中,溶胀的多个中空纤维膜加压接触于筒体的内周面,另外,溶胀的多个中空纤维膜进入液体排出口而阻塞了液体排出口。与此相对,在实施例1中,即使在使墨循环一个星期之后,通过外侧支承体,溶胀的多个中空纤维膜仍与筒体的内周面分开,另外,溶胀的多个中空纤维膜未进入液体排出口。由该结果可知,通过具备外侧支承体,能够抑制压力损失的急剧上升。另外,可知,若外侧支承体的厚度为1.4mm左右,则能够支承溶胀的多个中空纤维膜。
[0111]
附图标记说明
[0112]
1、中空纤维脱气组件;2、中空纤维膜;3、中空纤维膜束;3a、内周面;3b、中空部;3e、一侧膜束端部;3f、另一侧膜束端部;3g、外周面;4、壳体;5、筒体;5a、一侧开口端部;5b、另一侧开口端部;5c、侧壁;5d、液体排出口;5e、连接部;5f、内螺纹;5g、内周面;6、第一盖部;6a、液体供给口;6b、连接部;6c、内螺纹;7、第二盖部;7a、吸气口;7b、连接部;7c、内螺纹;8、第一密封部;8a、连通口;8b、端面;9、第二密封部;9a、连通孔;9b、端面;10、内侧支承体;10a、顶端;10b、顶端;10c、一侧支承体端部;10d、另一侧支承体端部;11、开口;20、外侧支承体;20a、顶端;20b、顶端;20c、一侧支承体端部;20d、另一侧支承体端部;21、开口;21a、第一开口;21b、第二开口;22、线状部;22a、第一线状部;22b、第二线状部;23、外侧连通部;24、内侧连通部;101、喷墨打印机;102、墨储存部;103、喷墨头;104、第一墨供给管(墨流路);105、第二墨供给管(墨流路);106、抽吸泵;107、吸气管;111、墨容器;112、第一墨供给管;113、泵;114、入口压力计;115、第二墨供给管;116、出口压力计;l、轴线方向;vf1、外切圆周面;vf2、内切圆周面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1