一种合成高分子防水卷材制造工艺的制作方法
1.本发明涉及防水卷材制备的技术领域,尤其是涉及一种合成高分子防水卷材制造工艺。
背景技术:
2.防水卷材在现有的建筑施工特别是屋顶防水施工中不可或缺的一种材料,防水卷材在实 际生产时,将沥青类或高分子类防水材料浸渍在胎体上,制作成的防水材料产品,以卷材形 式提供,称为防水卷材。根据主要组成材料不同,分为沥青防水卷材、高聚物改性沥青防水 卷材和合成高分子防水卷材;根据胎体的不同分为无胎体卷材、纸胎卷材、玻璃纤维胎卷材、 玻璃布胎卷材和聚乙烯胎卷材;根据组成材料的不同,相应的防水卷材的作用也不同,使用 场景也不同,且由于其性能佳特别是防水密封性能好,越来越受到青睐。
3.在现有的高分子防水卷材的生产过程中,一般的,先是将组成原材料混合之后进行加热 氧化,使得便于粘附以及达到相应的性能,待组成材料氧化之后,将经过裁切之后的胎体进 行拉伸并展开,并使得胎体延伸至原料池中以使得组成材料均匀且充分的浸涂至胎体上,再 将浸涂之后的胎体以及原材料通过冷却池对原组成材料进行冷却,以保证组成材料粘附于胎 体上更加稳定,最后再通过双面复合以及辊压成型的工艺完成防水卷材的生产。
4.上述中的现有技术方案存在以下缺陷:在现有的生产中,在将组成材料浸涂至胎体上的 过程中,往往是将胎体浸没至承装有组装材料的材料池中,待胎体从材料池中抽出之后,胎 体的表面即会涂覆有高聚物改性沥青等原材料,但是此种方式会使得沥青等材料涂覆于胎体 表面不均匀,导致胎体上的原材料有薄有厚,当胎体上的原材料较厚时会影响表面的平整性 且提高生产成本,当胎体上的原材料较薄时会影响整体的防水防漏性能,造成生产出的防水 卷材不达标,故在胎体浸涂的原材料的过程中,使原材料浸涂更加充分且均匀的操作时还有 可改进的空间。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的是提供一种合成高分子防水卷材制造工艺,具 有在对防水卷材上的组成原材料进行浸涂过程中保证组成原材料浸涂更加充分均匀的效果。
6.本发明的上述发明目的是通过以下技术方案得以实现的:
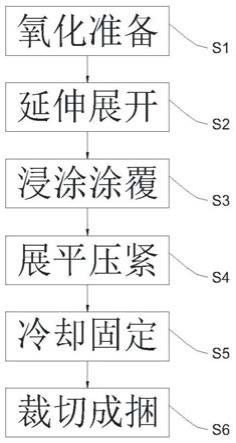
7.一种合成高分子防水卷材制造工艺,包括以下步骤:
8.s1:氧化准备:将沥青、高聚物改性沥青和合成高分子沥青等原材料进行加热使其氧化 变软并达到相应的性能,并将加热氧化之后的原材料投放至原料池中;
9.s2:延伸展开:将原纸或者纤维材料等制成的胎体展开并通过流水线进行拉伸展开;
10.s3:浸涂涂覆:将拉伸展开之后的胎体浸没至经过步骤s1承装有原材料额定原料
池中, 使得胎体表面浸涂有原材料;
11.s4:展平压紧:将经过步骤s3之后的浸涂有原材料的胎体通过抹匀压紧设备进行展平压 紧;
12.s5:冷却固定:对步骤s4中的展平压紧压紧之后的胎体通过冷却池以及对胎体上下表面 喷射冷却水,使得沥青等原材料粘附于胎体上更加稳定;
13.s6:裁切成捆:对步骤s5中经过冷却之后的防水卷材进行裁切,并捆扎成卷,并套上防 水薄膜统一储藏管理;
14.其中,上述的抹匀压紧设备包括对胎体边料进行去除的除杂装置以及设于原料池上对胎 体上的材料进行抹匀的抹匀装置,其中;
15.所述除杂装置包括立板、卡接板、固定板、调节板、调节杆、连接杆、转动叶片、驱动 电机以及引导块,所述调节板与固定板对称设于原料池上侧壁上,原料池上开设有供固定板 以及调节板滑移的滑移槽,所述卡接板对称设于调节板与固定板之间,且所述卡接板、固定 板与调节板通过连接杆转动连接,原料池上开设有供卡接板卡接且与滑移槽相互连通的卡接 槽,所述调节杆转动安装于固定板上且穿设于调节板与调节板螺纹连接,所述立板固定安装 于固定板上并向上延伸,两所述立板之间形成有供胎体穿行的穿行空间,所述转动叶片转动 安装于立板相对的侧壁上,所述驱动电机固定于立板上以驱动转动叶片发生转动,所述引导 块设于立板相对的侧壁上且对胎体下方进行承托;
16.所述抹匀装置包括安装板、倒料斗、出料口、震动敲打装置、伸缩杆、挤压皮带以及转 动电机,所述安装板设于两立板之间且位于胎体上方,所述倒料斗设于安装板上且向胎体方 向延伸,所述出料口开设于倒料斗下方,所述震动敲打装置设于安装板上对胎体上的原材料 进行敲打震平,所述伸缩杆设于安装板上且位于震动敲打装置远离倒料斗的一侧,所述挤压 皮带转动安装于伸缩杆下方以对胎体上的原材料进行挤压,所述转动电机设于伸缩杆上以驱 使挤压皮带发生转动。
17.作为本发明的优选技术方案,所述转动叶片包括固定杆、伸长叶片、弹性连接钩以及插 接孔,所述固定杆与驱动电机连接,所述伸长叶片套设于固定杆上,所述弹性连接钩设于伸 长叶片靠近固定杆的一侧且与固定杆上下两侧滑移抵触,若干所述插接孔开设于固定杆上供 弹性连接钩插设连接。
18.作为本发明的优选技术方案,所述震动敲打装置包括设于立板之间的限位板,所述限位 板上穿设有滑移杆,所述滑移杆朝向胎体的一侧安装有对胎体进行敲打的敲打板,所述滑移 杆上还套设有与限位板上侧面弹性抵触的抵触压簧,所述滑移杆上端螺纹安装有与抵触压簧 上端抵触的抵触块,两所述立板之间固定安装有位于滑移杆上方的上顶板,所述上顶板朝向 滑移杆的一侧安装有旋转电机,所述旋转电机上设有与抵触块滚动抵触的抵触凸轮。
19.作为本发明的优选技术方案,所述旋转电机与上顶板之间设置有驱动气缸,所述驱动气 缸上下端分别与上顶板以及旋转电机连接。
20.作为本发明的优选技术方案,所述立板相对侧的侧壁上设置有与滑移杆连接的拉伸装置, 所述拉伸装置包括转动杆、连接筒、限位盘以及连接拉簧,所述转动杆转动安装于滑移杆上, 所述连接筒转动安装于立板侧壁上且供转动杆穿设滑移,所述限位盘螺纹安装于转动杆靠近 连接筒的一端,所述连接拉簧设于限位盘与连接筒筒底之间且套设于转动
杆上。
21.作为本发明的优选技术方案,所述伸缩杆包括螺纹杆以及螺纹筒,所述螺纹杆分别设于 安装板与挤压皮带上并相互对应设置,安装板上的螺纹杆与挤压皮带上的螺纹杆的螺纹方向 相反,所述螺纹筒螺纹安装于螺纹杆之间。
22.综上所述,本发明包括以下至少一种有益技术效果:
23.1.在实际生产防水卷材的过程中,除杂装置能够保证将胎体边缘多余的杂料进行刮除, 防止杂料对防水卷材的生产带来影响,除此之外,抹匀装置的设置,能够保证防水卷材在 生产的过程中厚度保持一致,防止少料与多料的情况发生,提高实际生产的质量;
24.2.本申请中将转动叶片设置为可伸长结构,在实际对卷材边料进行刮除的过程中,能 够通过调节转动叶片的长度,实现精准的将卷材上多余的材料进行刮除,提高实际操作的 便利性的效果;
25.3.震动敲打装置的设置,保证能够将各种原材料更加充分且结实的敲打于胎体上,以 进一步提高实际的生产效果。
附图说明
26.图1是本发明中的工艺流程图。
27.图2是本发明的主体结构示意图。
28.图3是除杂装置的结构示意图。
29.图4是转动叶片的结构示意图。
30.图5是倒料斗的结构示意图。
31.图6是震动敲打装置的结构示意图。
32.图7是拉伸装置的结构示意图。
33.图中,1、除杂装置;2、抹匀装置;11、立板;12、卡接板;13、固定板;14、调节板; 15、调节杆;16、连接杆;17、转动叶片;18、驱动电机;19、引导块;110、滑移槽;111、 卡接槽;21、安装板;22、倒料斗;23、出料口;3、震动敲打装置;24、伸缩杆;25、挤压 皮带;26、转动电机;171、固定杆;172、伸长叶片;173、弹性连接钩;174、插接孔;31、 限位板;32、滑移杆;33、敲打板;34、抵触压簧;35、抵触块;36、上顶板;37、旋转电 机;38、抵触凸轮;361、驱动气缸;4、拉伸装置;41、转动杆;42、连接筒;43、限位盘; 44、连接拉簧;241、螺纹杆;242、螺纹筒。
具体实施方式
34.以下结合附图对本发明作进一步详细说明。
35.参照图1所示,为本发明所公开的一种合成高分子防水卷材制造工艺,本申请中的防水 卷材主要为建材中所使用,卷材材料大都使用到沥青等材料制成。其中,该合成高分子防水 卷材制造工艺包括以下步骤:
36.s1:氧化准备:将沥青、高聚物改性沥青和合成高分子沥青等原材料进行加热使其氧化 变软并达到相应的性能,并将加热氧化之后的原材料投放至原料池中;
37.s2:延伸展开:将原纸或者纤维材料等制成的胎体展开并通过流水线进行拉伸展开;
38.s3:浸涂涂覆:将拉伸展开之后的胎体浸没至经过步骤s2承装有原材料额定原料
池中, 使得胎体表面浸涂有原材料;
39.s4:展平压紧:将经过步骤s3之后的浸涂有原材料的胎体通过抹匀压紧设备进行展平压 紧;
40.s5:冷却固定:对步骤s4中的展平压紧压紧之后的胎体通过冷却池以及对胎体上下表面 喷射冷却水,使得沥青等原材料粘附于胎体上更加稳定;
41.s6:裁切成捆:对步骤s5中经过冷却之后的防水卷材进行裁切,并捆扎成卷,并套上防 水薄膜统一储藏管理。
42.参照图2所示,本申请中的抹匀压紧设备包括对胎体边料进行去除的除杂装置1以及设 于原料池上对胎体上的材料进行抹匀的抹匀装置2,在实际生产防水卷材的过程中,除杂装 置1能够保证将胎体边缘多余的杂料进行刮除,防止杂料对防水卷材的生产带来影响;除此之 外,抹匀装置2的设置,能够保证防水卷材在生产的过程中厚度保持一致,防止少料或者多 料的情况发生,提高实际生产的质量。
43.参照图2、图3所示,除杂装置1包括立板11、卡接板12、固定板13、调节板14、调 节杆15、连接杆16、转动叶片17、驱动电机18以及引导块19;本实施例中,调节板14与 固定板13对称设于原料池上侧壁上,调节板14与固定板13均为金属板状结构;原料池上开 设有供固定板13以及调节板14滑移的滑移槽110,滑移槽110的开槽宽度略大于调节板14 与固定板13的宽度以使得调节板14与固定板13能够于滑移槽110内滑移的同时位置不易发 生偏移;卡接板12对称设于调节板14与固定板13之间,本实施例中卡接板12设置有两块 位于滑移槽110的两侧,且卡接板12、固定板13与调节板14通过连接杆16转动连接成, 原料池上开设有供卡接板12卡接且与滑移槽110相互连通的卡接槽111,在将调节板14与 固定板13发放置于滑移槽110内时,两卡接板12也会一同在卡接槽111内滑移,调节杆15 转动安装于固定板13上且穿设于调节板14与调节板14螺纹连接;在实际使用的过程中,只 需转动调节杆15,即可使得调节板14与固定板13之间的相对距离增大或者减小,当转动调 节杆15使得调节板14与固定板13之间的距离减小时,两卡接板12的相对距离即增大,从 而使得卡接板12抵触压紧于卡接槽111内不易滑动,保证卡接板12于卡接槽111内的位置 相对稳定。
44.继续参照图2、图3,立板11固定安装于固定板13上并向上延伸,本实施例中立板11 为金属板状结构,且对称设置有两块,两立板11之间形成有供胎体穿行的穿行空间,于实际 操作时将胎体穿过穿行空间中即可,转动叶片17转动安装于立板11相对的侧壁上,驱动电 机18固定于立板11上以驱动转动叶片17发生转动,引导块19设于立板11相对的侧壁上且 对胎体下方进行承托;与实际对胎体上的对于的边缘残料进行除去的过程中,通过转动调节 杆15,以对固定板13的位置进行调节,使得两立板11之间的间距与胎体的宽度适配,再将 胎体放置于引导板上,通过转动叶片17的旋转将胎体上多余的残料进行去除即可。除此之外, 两立板11安装完成之后,可在两立板11之间放置供胎体承接的承接板,保证胎体在运行的 过程中不易发生下垂。
45.参照图4所示,为了保证转动叶片17能够更加精准的将胎体上多余的残料进行去除,故 将转动叶片17设置成可伸长结构,以保证在移动固定板13的同时调整转动叶片17的长度, 以实现精准的对胎体上的残料进行去除的效果;其中,转动叶片17包括固定杆171、伸长叶 片172、弹性连接钩173以及插接孔174,固定杆171与驱动电机18连接,伸长叶片172套 设于固定杆171上,弹性连接钩173设于伸长叶片172靠近固定杆171的一侧且与固定杆
171 上下两侧滑移抵触,若干插接孔174开设于固定杆171上供弹性连接钩173插设连接。当需 要对转动叶片17的长度进行调节的同时,只需将弹性连接钩173插入至位置不同的插接孔 174中,以保证伸长叶片172刚好接触到胎体上即可。
46.参照图5、图6所示,本实施例中,抹匀装置2包括安装板21、倒料斗22、出料口23、 震动敲打装置3、伸缩杆24、挤压皮带25以及转动电机26,安装板21设于两立板11之间 且位于胎体上方,倒料斗22设于安装板21上且向胎体方向延伸,出料口23开设于倒料斗 22下方,震动敲打装置3设于安装板21上对胎体上的原材料进行敲打震平,伸缩杆24对称 设于安装板21上且位于震动敲打装置3远离倒料斗22的一侧,挤压皮带25转动安装于伸缩 杆24下方以对胎体上的原材料进行挤压,转动电机26设于伸缩杆24上以驱使挤压皮带25 发生转动。在实际对胎体上的材料进行抹匀的过程中,为了防止胎体上的材料不够,故在倒 料斗22内加入足量的原材料并通过出料口23落入至胎体上,以将原材料补充至胎体上,保 证胎体上的原材料更加充足,当胎体上的原材料充足之后,胎体带动原材料传动至挤压皮带 25的位置处,通过挤压皮带25的挤压使得胎体上的原材料的厚度更加均匀,多余的材料会 从胎体的两边掉落至胎体之外。最后通过振动敲打装置的均匀敲打使得原材料于胎体上更加 稳定,拍打严实之后通过转动叶片17将边缘多余的残余杂料进行去除即可。
47.参照图6所示,由于为了能够适用于不同厚度的防水卷材的制作,即伸缩杆24能够快速 且方便的调节其长度,其中,伸缩杆24包括螺纹杆241以及螺纹筒242,螺纹杆241分别设 于安装板21与挤压皮带25上并相互对应设置,安装板21上的螺纹杆241与挤压皮带25上 的螺纹杆241的螺纹方向相反,螺纹筒242螺纹安装于螺纹杆241之间。当需要对伸缩杆24 的长度进行调节的过程中,将挤压皮带25经过操作人员固定,转动螺纹筒242,即可调整上 下两根螺纹杆241的相对间距,从而能够调节挤压皮带25至胎体之间的间距。以适用于更多 厚度不同的防水卷材的制作。
48.继续参照图6所示,本实施例中,震动敲打装置3包括设于立板11之间的限位板31, 限位板31位于两立板11之间的中部,限位板31上穿设有滑移杆32,滑移杆32朝向胎体的 一侧安装有对胎体进行敲打的敲打板33,滑移杆32上还套设有与限位板31上侧面弹性抵触 的抵触压簧34,滑移杆32上端螺纹安装有与抵触压簧34上端抵触的抵触块35,抵触块35 的设置使得抵触压簧34不易从滑移杆32上脱落,且驱使抵触块35以及滑移杆32向上延伸; 两立板11之间固定安装有位于滑移杆32上方的上顶板36,上顶板36朝向滑移杆32的一侧 安装有旋转电机37,旋转电机37上设有与抵触块35滚动抵触的抵触凸轮38。通过旋转电机 37带动抵触凸轮38发生转动,从而带动抵触块35上下运动,从而使得滑移杆32上下运动 以带动敲打板33对胎体上的原材料进行敲打,以实现胎体上的原材料更加充分结实的固定于 胎体上的效果。需要进行说明的是,在实际操作过程中,能够根据厚度的不同更换不同型号 的抵触凸轮38以适用于不同型号的防水卷材的生产。
49.继续参照图6所示,同理,由于防水卷材的型号不同,即防水卷材的厚度不均,为了保 证震动敲打装置3能够对不同厚度的防水卷材进行敲打的同时不影响防水卷材的厚度,故在 旋转电机37与上顶板36之间设置有驱动气缸361,驱动气缸361上下端分别与上顶板36以 及旋转电机37连接。通过驱动气缸361的设置,使得敲打板33至胎体上的原材料的高度能 够进行调节。
50.参照图7所示,立板11相对侧的侧壁上设置有与滑移杆32连接的拉伸装置4,通过
拉 伸装置4的设置,保证滑移杆32能够正常的上升,其中,拉伸装置4包括转动杆41、连接 筒42、限位盘43以及连接拉簧44,转动杆41转动安装于滑移杆32上;本实施例中,连接 筒42转动安装于立板11侧壁上且供转动杆41穿设滑移,限位盘43螺纹安装于转动杆41靠 近连接筒42的一端,连接拉簧44设于限位盘43与连接筒42筒底之间且套设于转动杆41上。 在滑移杆32上下运动的同时,限位盘43会挤压连接拉簧44使得连接拉簧44发生收缩,当 连接拉簧44收缩的过程中,连接拉簧44的回弹力作用在限位盘43上使得限位盘43复位, 从而拉动滑移杆32向上提升,提高滑移杆32的复位效果。
51.本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围, 故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1