一种涂胶工艺的制作方法
1.本发明属于航空发动机压气机叶片加工技术,涉及对航空发动机压气机叶片加工方法的改进,具体涉及一种涂胶工艺。
背景技术:
2.发动机压气机转子叶片的榫头与叶盘连接时,需要在榫头上与叶盘接触的位置进行涂胶。目前,国内对转子叶片涂胶加工主要采取手工直接进行喷涂,喷涂胶的表面质量差,同时喷涂时胶层加工尺寸(如涂胶区域、胶层厚度)不稳定,对操作人员加工手法要求极高。
技术实现要素:
3.为解决现有技术中存在的问题,本发明的目的在于提供一种涂胶工艺,本发明能够很好的控制胶层加工尺寸,对操作人员加工手法要求较低。
4.本发明采用的技术方案如下:
5.一种涂胶工艺,包括如下过程:
6.在叶片的榫头与叶盘接触区域的边缘覆盖覆盖层;
7.在所述覆盖层围成的区域内涂胶,对所涂胶的表面进行平整;
8.对所涂胶的表面进行平整后,待胶固化,去除所述覆盖层,涂胶工艺完成。
9.优选的,对所涂胶的表面进行平整时,将胶平整至与覆盖层平齐。
10.优选的,对所涂胶的表面进行平整时,使用刀片将胶平整至与覆盖层平齐。
11.优选的,胶固化过程包括初步固化和完全固化,待胶初步固化后去除覆盖层,然后让胶进行完全固化,形成胶层。
12.优选的,胶进行完全固化后,检查胶层有无脱胶现象,如果没有脱胶现象,则涂胶工艺完成;如有脱胶现象,则去除脱胶部位的胶层,然后重新涂胶形成胶层,直至没有脱胶现象。
13.优选的,去除形成的胶层过程采用钳修的方法进行。
14.优选的,胶初步固化的时间为对所涂胶的表面进行平整后的1
‑
2小时,将覆盖层去除后,过18
‑
30小时,胶完全固化。
15.优选的,所述覆盖层采用胶带,胶带粘结于叶片的榫头与叶盘接触区域的边缘。
16.优选的,在粘结胶带时,根据所涂胶的厚度确定胶带的层数,每层胶带的厚度不大于胶的厚度偏差。
17.优选的,榫头包括榫齿和缘板,榫齿设置于缘板上,榫头与叶盘接触区域包括榫齿上叶盘接触区域以及缘板上叶盘接触区域,榫头上在缘板与叶盘接触区域的边缘覆盖覆盖层,榫齿上在榫齿与叶盘接触区域的边缘覆盖覆盖层。
18.本发明的有益效果:
19.本发明涂胶工艺中,通过在叶片的榫头与叶盘接触区域的边缘覆盖覆盖层,能够
将待涂胶的区域进行确定下来,在后续的涂胶过程中,能够防止操作人员将胶涂在无需涂胶的区域,相对于喷涂胶而言,涂胶部位易于把握;同时通过控制覆盖层的厚度以及平整过程,就能控制所涂胶的厚度,同时平整过程对操作人员的加工手法要求较低,并且通过平整还能够提高胶层的表面质量。
20.进一步的,待胶初步固化后去除覆盖层,此时去除覆盖层,一方面是胶与覆盖层之间的粘结还不是很牢固,易于将覆盖层去除;另一方面是,在去除覆盖层的过程中,覆盖层不易将与榫头粘结的胶带起,防止由于去除覆盖层而引起脱胶现象。
21.进一步的,覆盖层采用胶带,其覆盖过程易于操作、而且成本较低,同时厚度容易控制。
附图说明
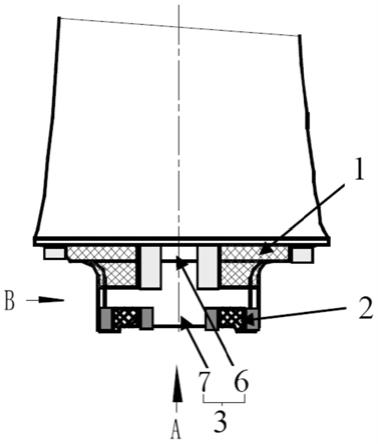
22.图1是本发明涂胶工艺应用于某型发动机压气机转子叶片结构时的涂胶位置、胶带粘贴示意图;
23.图2为图1的b向示意图;
24.图3为图1的a向示意图。
25.图中,1
‑
缘板胶条,2
‑
榫齿胶条,3
‑
榫头,4
‑
缘板胶带,5
‑
榫齿胶带,6
‑
缘板,7
‑
榫齿。
具体实施方式
26.下面通过附图和实施例对本发明作进一步说明。
27.参照图1
‑
图3,本发明涂胶工艺的步骤包括:
28.步骤1、裁剪胶带,根据待涂胶部位尺寸,将胶带裁剪至长条状,胶带的宽度不做强制要求,但应符合实际使用要求;
29.步骤2、准备胶料,将大桶胶料装至医用针管备用;
30.步骤3、根据最终胶条的厚度(设计要求),确定要使用的胶带层数,将胶带根据胶条位置尺寸粘贴至叶片指定部位的边缘(指定部位为叶片榫头与叶盘接触的部位,由设计图纸确定);
31.步骤4、使用针管进行涂胶,将胶料均匀挤压在两胶带之间;
32.步骤5、使用刀片将胶料刮至与胶带平齐;
33.步骤6、过1
‑
2小时,小心去用于保护的胶带,并去除多余的胶料;
34.步骤7、再将叶片放置18
‑
30小时;
35.步骤8、检查步骤7完成后的叶片,查看涂胶部位有无脱胶现象,如有脱胶现象需钳修去除胶层,重新按照步骤1
‑
步骤6进行补涂。
36.实施例
37.某型发动机压气机二级转子叶片结构、涂胶位置、胶带粘贴示意参见图1
‑
图3,对该类型转子叶片榫头涂胶的主要步骤包括:
38.步骤1、裁剪胶带,根据转叶榫头待涂胶部位尺寸,专人进行胶带裁剪,裁剪宽度为2
±
0.1mm;
39.步骤2、准备胶料,将大桶胶料装至医用针管备用;
40.步骤3、根据最终胶条厚度(1.5
±
0.2mm),确定要使用的胶条层数(3层),组织专人将胶带根据胶条定位尺寸粘贴至叶片指定部位的边缘;
41.步骤4、使用针管进行涂胶,将胶料均匀挤压在两胶带之间;
42.步骤5、使用刀片将胶料刮至与胶带平齐;
43.步骤6、一小时后小心去保护胶带,并去除多余的胶料;
44.步骤7、将叶片放置24小时;
45.步骤8、检查放置24小时后的叶片,榫头涂胶部位有无脱胶现象,涂胶完成。
46.本发明涂胶工艺具有:1)加工工艺简单,加工步骤少,加工周期短,加工效率高;2)通过胶带限制胶料位置尺寸,保证位置精度;3)经过刀片刮后的胶料与榫头结合力强,不易脱落。本发明能够保证叶片加工质量,提高加工效率,缩短加工周期。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1