燃料电池密封圈注胶机、注胶设备和注胶成型工艺的制作方法
1.本发明涉及燃料电池制造领域,尤其是燃料电池密封圈注胶机、注胶设备和注胶成型工艺。
背景技术:
2.燃料电池是现有技术,其采用氢气和氧气反应产生电能。燃料电池在竖向上有多层,每层都有一块燃料电池基板和一片放置在燃料电池基板上的膜电极,每块燃料电池基板开有供氧缺口和供氢缺口以往该膜电极同氧气和氢气,还设有两圈围住膜电极的密封圈以使得该燃料电池基板的上表面、密封圈和上方燃料电池基板的底面共同作为密封结构令往膜电极供的氧气和氢气不会侧向泄漏。在制造上述的燃料电池基板时会留有两圈密封圈成型槽,每圈密封圈成型槽上都有一个注胶工位,工人操作注胶机使注胶头先后移到这两个注胶工位往圈密封圈成型槽注热胶,热胶逐渐填充满密封圈成型槽从而在冷却后形成所述的密封圈。现有技术的缺陷在于:只在一个位置往密封圈成型槽注热胶导致热胶在密封圈成型槽内分布不均匀,尤其是密封圈成型槽的靠近注胶头的部位热胶多而远离注胶头的部位热胶少,进而导致热胶冷却后形成的密封圈各个点的高度差超出了工艺标准要求,废品率高。
技术实现要素:
3.本发明旨在给出燃料电池密封圈注胶机、注胶设备和注胶成型工艺以制作出良品率高的燃料电池密封圈。
4.燃料电池密封圈注胶机,包括注胶头,其用于往燃料电池基板上表面的一内一外两圈紧邻的密封圈成型槽分别注热胶,所述注胶头包括对应内密封圈成型槽的内圈前注胶头、内圈后注胶头、内圈左注胶头、内圈右注胶头和对应外密封圈成型槽的外圈前注胶头、外圈后注胶头、外圈左注胶头、外圈右注胶头,内圈前注胶头的左侧壁贴住燃料电池基板自身的前后横向的横轴线b所在的竖平面而外圈前注胶头的右侧壁贴住所述横轴线b所在的竖平面从而使得内圈前注胶头错开外圈前注胶头,内圈后注胶头的右侧壁贴住所述横轴线b所在的竖平面而外圈后注胶头的左侧壁贴住所述横轴线b所在的竖平面从而使得内圈后注胶头错开外圈后注胶头,内圈左注胶头的后侧壁贴住燃料电池基板自身的左右横向的横轴线a所在的竖平面而外圈左注胶头的后侧壁贴住所述横轴线a所在的竖平面从而使得内圈左注胶头错开外圈左注胶头,内圈右注胶头的前侧壁贴住所述横轴线a所在的竖平面而外圈右注胶头的后侧壁贴住所述横轴线a所在的竖平面从而使得外圈右注胶头错开内圈右注胶头。
5.进一步地,所述注胶头包括供热胶流出的注胶孔,注胶孔直径为0.5mm。
6.进一步地,包括置板底座,置板底座供顶面开设有供氧缺口密封圈成型槽和供氢缺口密封圈成型槽的燃料电池基板放置;所述注胶头位于置板底座正上方,置板底座的座体内置有发热装置,发热装置传热给燃料电池基板的全部密封圈成型槽内的热胶。
7.进一步地,置板底座座体顶面设有供氧缺口定位块和供氢缺口定位块,以供燃料电池基板的供氧缺口和供氢缺口分别套入;所述发热装置具体是发热板,其还传热给供氧缺口定位块和供氢缺口定位块以使得这两个定位块横向传热给密封圈成型槽内的热胶。
8.进一步地,置板底座的座体底部设有隔热层;发热装置的发热温度大于等于80℃,小于等于160℃。
9.进一步地,隔热层底部设有两个支脚,两个支脚之间留有托物叉插口供叉车的托物叉插入。
10.燃料电池密封圈注胶设备,包括如上所述的燃料电池密封圈注胶机,还包括所述燃料电池基板,燃料电池基板开设有供氧缺口和供氢缺口,供氢缺口的边沿设有供氧缺口密封圈成型槽围住所述供氢缺口,供氧缺口的边沿设有供氧缺口密封圈成型槽围住所述供氧缺口;燃料电池密封圈注胶机设有供氧缺口注胶头以给供氧缺口密封圈成型槽注热胶,设有供氢缺口注胶头以给供氧缺口密封圈成型槽注热胶。
11.进一步地,所述内密封圈成型槽、外密封圈成型槽大致为矩形,四边为直槽段,四角处为弯槽段;所述的内圈前注胶头、内圈后注胶头、内圈左注胶头、内圈右注胶头、外圈前注胶头、外圈后注胶头、外圈左注胶头、外圈右注胶头分别往所述直槽段注胶。
12.进一步地,所述内密封圈成型槽、外密封圈成型槽、供氧缺口密封圈成型槽、供氧缺口密封圈成型槽,宽1.39mm,深0.35mm,任一横截面的两个底角均为圆角。
13.燃料电池密封圈注胶工艺,采用如上所述的燃料电池密封圈注胶设备,工人把所述燃料电池基板放置到所述置板底座上,上述的全部注胶头分别往相应的密封圈成型槽注热胶,同时所述发热装置保持传热给燃料电池基板的全部密封圈成型槽内的热胶直至注胶过程结束,随后工人再取走该燃料电池基板。
14.有益效果在于:每个密封圈成型槽对应四个注胶头,这四个注胶头把该密封圈成型槽分隔成大致相等的四段,密封圈成型槽注胶上的任一点到相邻注胶头的距离不大于密封圈成型槽周长的四分之一,故密封圈成型槽注胶上的任一点离相邻注胶头都比较近,热胶冷却后形成的密封圈各个点的高度差不大,良品率高。另外,各个注胶头之间相互错开,方便检修。
附图说明
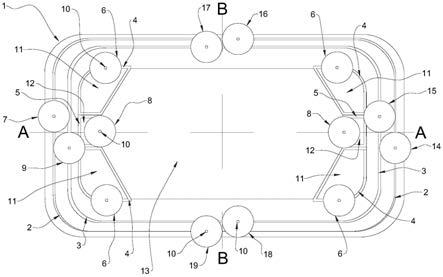
15.图1是实施例一中注胶头在燃料电池基板上的俯视角分布示意图;
16.图2是实施例二中注胶头在燃料电池基板上的俯视角分布示意图;
17.图3是燃料电池密封圈注胶机的下模具的正面视图;
18.图中:1、燃料电池基板;2、外密封圈成型槽;3、内密封圈成型槽;4、供氧缺口密封圈成型槽;5、供氢缺口密封圈成型槽;6、供氧缺口注胶头;7、外圈左注胶头;8、供氢缺口注胶头;9、内圈左注胶头;10、出胶孔;11、供氧缺口;12、供氢缺口;13、膜电极容置位;14、外圈右注胶头;15、内圈右注胶头;16、外圈后注胶头;17、内圈后注胶头;18、内圈前注胶头;19、外圈前注胶头;20、前集成注胶头;21、外出胶孔;22、内出胶孔;23、右集成注胶头;24、后集成注胶头;25、左集成注胶头;30、置板底座;31、供氧缺口定位块;32、供氢缺口定位块;33、座体;34、隔热层;35、支脚;36、托物叉插口;37、底基板;38、发热板。
具体实施方式
19.以下结合具体实施方式对本发明创造作进一步详细说明。
20.实施例一
21.燃料电池密封圈注胶机包括置板底座30和注胶装置,注胶机构位于置板底座30正上方。置板底座30如图3所示,包括座体33、底基板37,座体33顶面设有供氢缺口定位块32和两个供氧缺口定位块31以对放置在座体33顶部的燃料电池基板进行定位,注胶装置对该燃料电池基板的密封圈成型槽进行注胶。座体33内设有位于两个供氧缺口定位块31和供氢缺口定位块32三者正下方的发热板38,发热板38作为发热装置,其既直接传热给密封圈成型槽,又传热给供氧缺口定位块31和供氢缺口定位块32以使得这两个定位块横向传热给密封圈成型槽内的热胶。发热板38的发热温度大于等于80℃,小于等于160℃。座体33底部设有隔热层34,隔热层34底部向下伸出一左一右两个支脚35藉此固接到底基板37上,两个支脚35之间留有托物叉插口36供叉车的托物叉插入以便叉车搬运本置板底座30。
22.燃料电池基板1如图1所示,长410mm,宽140mm,中部设有膜电极容置位13来容置膜电极,燃料电池基板1关于自身的左右横向的横轴线a前后对称并关于自身的前后横向的横轴线b左右对称。本段以横轴线b为分界线来介绍燃料电池基板1左部,燃料电池基板1在膜电极容置位13的左方沿横轴线a局部开有供氢缺口12,并在供氢缺口12的前方和后方各开有供氧缺口11;供氢缺口12的边沿设有供氧缺口密封圈成型槽4围住所述供氢缺口12,两个供氧缺口11的边沿各自设有供氧缺口密封圈成型槽4围住所述供氧缺口11,供氧缺口密封圈成型槽4和供氢缺口密封圈成型槽5宽1.39mm,深0.35mm,任一个横截面的两个底角均为圆角。结合图3,工人把燃料电池基板1放置到座体顶部,燃料电池基板1的供氧缺口11套入座体33顶部的供氧缺口定位块31而供氢缺口12套入座体33顶部的供氢缺口定位块32,藉此实现定位。燃料电池基板1处于定位在座体33顶部的状态下,横轴线a与供氧缺口密封圈成型槽4的右部相交处为第一注胶位(图中被供氧缺口注胶头6遮挡),注胶装置的供氧缺口注胶头6位于第一注胶位正上方。两个供氢缺口密封圈成型槽5上各自设有第二注胶位,注胶装置的两个供氢缺口注胶头8位于分别位于两个第二注胶位正上方。燃料电池基板1右部与左部对称,且燃料电池基板1右部相应的供氧缺口注胶头6和两个供氢缺口注胶头8三者也与左部对称,故不再赘述。
23.继续如图1所示,本段进一步介绍燃料电池基板1的整体。燃料电池基板1的边沿设有内密封圈成型槽3围住所述供氧缺口11、供氢缺口12、膜电极容置位13,内密封圈成型槽3大致为矩形,四边为直边而四角为圆角。还设有外密封圈成型槽2围住所述内密封圈成型槽3,二者紧邻,外密封圈成型槽2大致为矩形,四边为直边而四角为圆角。所述外密封圈成型槽2和内密封圈成型槽3宽1.39mm,深0.35mm,任一个横截面的两个底角均为圆角。燃料电池密封圈注胶机的注胶装置还包括内圈前注胶头18、内圈后注胶头17、内圈左注胶头9、内圈右注胶头15、外圈前注胶头19、外圈后注胶头16、外圈左注胶头7、外圈右注胶头14这八个注胶头,内密封圈成型槽3和外密封圈成型槽2二者与横轴线a、横轴线b二者的相交处均设有第三注胶位,在燃料电池基板1处于定位在座体33顶部的状态下,这八个注胶头分别位于这些第三注胶位正上方,并且:内圈前注胶头18的左侧壁贴住横轴线b所在的竖平面而外圈前注胶头19的右侧壁贴住横轴线b所在的竖平面从而使得内圈前注胶头18错开外圈前注胶头19,内圈后注胶头17的右侧壁贴住横轴线b所在的竖平面而外圈后注胶头16的左侧壁贴住
横轴线b所在的竖平面从而使得内圈后注胶头17错开外圈后注胶头16,内圈左注胶头9的后侧壁贴住横轴线a所在的竖平面而外圈左注胶头7的后侧壁贴住横轴线a所在的竖平面从而使得内圈左注胶头9错开外圈左注胶头7,内圈右注胶头15的前侧壁贴住横轴线a所在的竖平面而外圈右注胶头14的后侧壁贴住横轴线a所在的竖平面从而使得外圈右注胶头14错开内圈右注胶头15。如此则使得内圈前注胶头18、内圈后注胶头17、内圈左注胶头9、内圈右注胶头15把内密封圈成型槽3分隔成相等的四段,外圈前注胶头19、外圈后注胶头16、外圈左注胶头7、外圈右注胶头14也把外密封圈形成槽分隔成相等的四段。这样设置的好处是,本段八个注胶头都往内密封圈成型槽3和外密封圈成型槽2二者的直边注胶,热胶在直槽段内流动受阻力小,故冷却后容易在直槽段形成高度差小的密封圈;而由于热胶是从相邻两条直槽段分别流入圆角处的弯槽段,故能够克服弯槽段的阻力充满弯槽段,冷却后容易在弯槽段形成高度差小的密封圈。
24.燃料电池基板1和燃料电池密封圈注胶机共同构成燃料电池密封圈注胶设备。注胶成型工艺流程如下:工人把所述燃料电池基板1放置到所述置板底座30上,所述注胶头往相应的密封圈成型槽注热胶,同时所述发热板38保持传热给燃料电池基板1的全部密封圈成型槽内的热胶直至注胶过程结束,随后工人再取走该燃料电池基板1。本文所述的全部注胶头均设有出胶孔10供热胶流出,出胶孔10直径均为0.5mm。
25.实施例二
26.见图2并对照图1,本实施例二把实施例一中的内圈前注胶头18和外圈前注胶头19改成前集成注胶头20,前集成注胶头20位于把外圈右注胶头14和内圈右注胶头15改成右集成注胶头23,把外圈后注胶头16和内圈后注胶头17改成后集成注胶头24,把外圈左注胶头7和内圈左注胶头9改成左集成注胶头25。其中,前集成注胶头20在内密封圈成型槽3和外密封圈成型槽2二者前部的上方经过,并且位于横轴线b上;后集成注胶头24在内密封圈成型槽3和外密封圈成型槽2二者后部的上方经过,并且位于横轴线b上;左集成注胶头25在内密封圈成型槽3和外密封圈成型槽2二者左部的上方经过,并且位于横轴线a上;右集成注胶头23在内密封圈成型槽3和外密封圈成型槽2二者右部的上方经过,并且位于横轴线a上,从而使得这四个集成注胶头把内密封圈成型槽3和外密封圈成型槽2都分隔成相等的四段。前集成注胶头20、右集成注胶头23、后集成注胶头24、左集成注胶头25上均设有外出胶孔21向下对准外密封圈成型槽2、均设有内出胶孔22向下对准内密封圈成型槽3,这四个集成注胶头通过各自的外出胶孔21分别往外密封圈成型槽2注热胶,通过各自的内出胶孔22分别往内密封圈成型槽3注热胶,内出胶孔22和外出胶孔21直径均为0.5mm。这四个集成注胶头宽1.5mm,高1mm,为每个集成注胶头设有直径0.8mm的供胶管,热胶从这四个供胶管分别流入这四个集成注胶头然后经各自集成注胶头的内出胶孔22和外出胶孔21流出。燃料电池基板1与燃料电池密封圈集成注胶机共同构成燃料电池密封圈集成注胶设备。其余与实施例一相同。
27.如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1