一种呼吸器球形镜片的防雾涂层工艺的制作方法
1.本发明涉及呼吸器镜片,特别涉及呼吸器镜片的防雾涂层工艺,具体为一种呼吸器球形镜片的防雾涂层工艺。
背景技术:
2.呼吸器是一种自给开放式空气呼吸器,广泛应用于消防、化工、船舶、石油、冶炼、仓库、试验室、矿山等部门,供消防员或抢险救护人员在浓烟、毒气、蒸汽或缺氧等各种环境下安全有效地进行灭火,抢险救灾和救护工作。呼吸器包括镜片、气瓶等,其中,镜片是呼吸器的主要组成部分,镜片一般采用聚碳酸酯材料,具有透明度高、耐磨性强,尤其是要具有防雾功能,为使镜片具备较强的防雾功能,就需要使镜片表面带有防雾涂层,防雾涂层是基于无色透明低黏度的一种化合物,涂液中含有交叉链亲水聚合物,它可使水滴扩散为肉眼看不见的薄层,而不会形成雾。传统的呼吸器镜片的防雾涂层工艺为浸涂工艺,但由于受到浸涂工艺以及浸涂用涂液槽的限制,浸涂只适合针对结构小,镜片比较平整的镜片进行涂层,而针对凹凸不平的镜片,浸涂过程在镜片提离出涂液槽时容易产生涂液流痕现象,镜片边缘也会容易产生积液,影响外观以及透光率,所以,不是所有的镜片都能采用浸涂工艺对镜片进行涂层,如fnm011a呼吸器镜片为由凹面和凸面构成的呼吸器球形镜片1且对其透光率要求较高(如图1所示,球形镜片1上的中下部设有用于安装通话器的圆孔2以及在镜片的边缘外凸有用作注射镜片料料口且其上开有长圆形孔4的外凸部3),这时的浸涂工艺就不再适用了。故目前急需研制一种透光率较高的呼吸器球形镜片1的防雾涂层工艺。
技术实现要素:
3.本发明的目的在于提供一种透光率较高的呼吸器球形镜片的防雾涂层工艺。
4.本发明是采用如下技术方案实现的:一种呼吸器球形镜片的防雾涂层工艺,采用包括其上表面设有夹持孔的工装柱以及喷枪的往复喷涂设备对呼吸器球形镜片进行喷涂来实现,往复喷涂设备还包括与工装柱固定连接的用于夹持(固定)呼吸器球形镜片的镜片夹具,喷涂包括如下步骤:1)将型号为4110的防雾液(该型号为4110的防雾液为上海尚术材料科技有限公司研制而成)与纯度大于98%的双丙酮醇(用于稀释防雾液)按照质量百分比为1:5.8的比例混合均匀形成涂层溶液;2)将涂层溶液经过一个过滤口的0.2微米的过滤器至少连续过滤12小时,从而使得涂层溶液的粘度控制在25
±
5cps范围内;3)先使用往复喷涂设备的喷枪对呼吸器球形镜片进行空喷,直至喷出的雾度均匀后停止,然后将涂层溶液装入喷枪内并使用喷枪对呼吸器球形镜片的两面分别进行喷涂,喷涂时的环境温度为17℃
±
3℃。
5.原理分析:1)本发明采用喷涂工艺来代替以往的浸涂涂层工艺对呼吸器的球形镜片进行防雾涂层。首先,由于浸涂工艺和喷涂工艺设备温度不一样,所以对涂层溶液的粘度要求也不一样,步骤1)和 步骤2)中,通过将防雾液稀释以及过滤使得涂层溶液的粘度控制在25
±
5cps范围内,若涂层溶液粘度超出此范围(粘度过稠),则在喷涂时,喷枪口部喷出的
溶液就形不成雾状,导致镜片在喷涂后表面产生明显的点状涂液,影响镜片透光率,若涂层溶液粘度低于此范围(粘度过稀),则防雾性能不达标;2)由于喷涂设备的喷枪口在喷涂时的温度较高,故选用双丙酮醇为稀释试剂,其沸点高,在喷涂过程中,不会因为喷头温度很高,而改变涂液溶液的粘度及性能;3)在喷涂前,先使用喷枪对呼吸器球形镜片进行空喷,保证喷出的雾度均匀,提高喷涂后的呼吸器球形镜片的透光率。
6.进一步地,镜片夹具包括连接杆以及由条状钢片弯曲后形成的凹面向上的弧形支撑架,连接杆的一端插入工装柱的夹持孔且与工装柱固定连接,连接杆的另一端与弧形支撑架的凸面的中间部分固定连接,弧形支撑架的端首部(弧形支撑架的端首部即弧形支撑架的首端向弧形支撑架的中间部分过渡的部分)扭转90度并在弧形支撑架的端首部的宽度方向设有开叉口,弧形支撑架的端尾部(弧形支撑架的端尾部即弧形支撑架的尾端向弧形支撑架的中间部分过渡的部分)向弧形内弯折形成弯折部,弯折部的端部再向弧形外弯折形成竖直端部,呼吸器球形镜片的圆孔叉于弧形支撑架的端首部的开叉口处,呼吸器球形镜片的长圆形孔套于弧形支撑架的竖直端部。镜片夹具的结构看似简单,但是设计的却很巧妙,巧妙的利用了呼吸器球形镜片本身带有的圆孔以及长圆形孔,使用时,先将呼吸器球形镜片的长圆形孔套于弧形支撑架的竖直端部,再将呼吸器球形镜片的圆孔叉于弧形支撑架的一端的开叉口处,从而完成呼吸器球形镜片的夹持,此外,呼吸器球形镜片采用此夹具还可以实现双效涂层,即在呼吸器球形镜片的凸面喷涂有机硅耐磨强化液,在呼吸器球形镜片的凹面喷涂防雾保明涂液。
7.本发明所产生的有益效果如下:本发明改变以往的浸涂涂层工艺,采用喷涂工艺对呼吸器球形镜片进行防雾涂层,喷涂均匀,在保证一定防雾效果的前提下,也保证了较高的透光率。
附图说明
8.图1为fnm011a呼吸器的镜片的结构示意图;图2为本发明的镜片夹具的结构示意图。
9.图中,1—呼吸器球形镜片,2—圆孔,3—外凸部,4—长圆形孔,5—连接杆,6—弧形支撑架,7—开叉口,8—弯折部,9—竖直端部。
具体实施方式
10.一种呼吸器球形镜片的防雾涂层工艺,采用包括其上表面设有夹持孔的工装柱以及喷枪的往复喷涂设备对呼吸器球形镜片1进行喷涂来实现,往复喷涂设备还包括与工装柱固定连接的用于夹持呼吸器球形镜片1的镜片夹具,喷涂包括如下步骤:1)将型号为4110的防雾液与纯度大于98%的双丙酮醇(用于稀释防雾液)按照质量百分比为1:5.8的比例混合均匀形成涂层溶液;2)将涂层溶液经过一个过滤口为0.2微米的过滤器至少连续过滤12小时,从而使得涂层溶液的粘度控制在25
±
5cps范围内;3)先使用往复喷涂设备的喷枪对呼吸器球形镜片1进行空喷,直至喷出的雾度均匀后停止,然后将涂层溶液装入喷枪内并使用喷枪对呼吸器球形镜片1的两面分别进行喷涂,喷涂时的环境温度为17℃
±
3℃。
11.原理分析:1)本发明采用喷涂工艺来代替以往的浸涂涂层工艺对呼吸器的球形镜片进行防雾涂层。首先,由于浸涂工艺和喷涂工艺设备温度不一样,所以对涂层溶液的粘度
要求也不一样,步骤1)和 步骤2)中,通过将防雾液稀释以及过滤使得涂层溶液的粘度控制在25
±
5cps范围内,若涂层溶液粘度超出此范围(粘度过稠),则在喷涂时,喷枪口部喷出的溶液就形不成雾状,导致镜片在喷涂后表面产生明显的点状涂液,影响镜片透光率,若涂层溶液粘度低于此范围(粘度过稀),则防雾性能不达标;2)由于喷涂设备的喷枪口在喷涂时的温度较高,故选用双丙酮醇为稀释试剂,其沸点高,在喷涂过程中,不会因为喷头温度很高,而改变涂液溶液的粘度及性能;3)在喷涂前,先使用喷枪对呼吸器球形镜片1进行空喷,保证喷出的雾度均匀,提高喷涂后的呼吸器球形镜片1的透光率。
12.具体实施时,如图2所示,镜片夹具包括连接杆5以及由条状钢片弯曲后形成的凹面向上的弧形支撑架6,连接杆5的一端插入工装柱的夹持孔且与工装柱固定连接,连接杆5的另一端与弧形支撑架6的凸面的中间部分固定连接,弧形支撑架6的端首部扭转90度并在弧形支撑架6的端首部的宽度方向设有开叉口7,弧形支撑架6的端尾部向弧形内弯折形成弯折部8,弯折部8的端部再向弧形外弯折形成竖直端部9,呼吸器球形镜片1的圆孔2叉于弧形支撑架6的端首部的开叉口7处,呼吸器球形镜片1的长圆形孔4套于弧形支撑架6的竖直端部9。镜片夹具的结构看似简单,但是设计的却很巧妙,巧妙的利用了呼吸器球形镜片1本身带有的圆孔2以及长圆形孔4,使用时,先将呼吸器球形镜片1的长圆形孔4套于弧形支撑架6的竖直端10,再将呼吸器球形镜片1的圆孔2叉于弧形支撑架6的一端的开叉口7处,从而完成呼吸器球形镜片1的夹持,此外,呼吸器球形镜片1采用此镜片夹具还可以实现双效涂层,即在呼吸器球形镜片1的凸面喷涂有机硅耐磨强化液,在呼吸器球形镜片1的凹面喷涂防雾保明涂液。
13.具体实施时,弧形支撑架6为圆弧状且弧形支撑架6的首端与尾端的圆心角小于180度。
14.具体实施时,采用往复喷涂设备为六轴四枪往复喷涂设备,喷枪的口径为1.1mm,当对呼吸器球形镜片1的凸面进行喷涂时,安装于镜片夹具上的呼吸器球形镜片1的底部与工装柱的上表面的距离为18.5cm ,当对球呼吸器球形镜片1的凹面进行喷涂时,安装于镜片夹具上的呼吸器球形镜片1的底部与工装柱的上表面的距离为10cm ,喷枪压力为80pa,往复喷涂设备中凹面喷涂时的工艺参数:x轴设为393.88,y轴设为416.29,z轴设为375.59,r设为114.91,a设为180度,速度设为140;往复喷涂设备中凸面喷涂时的工艺参数:x轴设为151.48,y轴设为460.93,z轴设为547.84,r设为93.04,a设为270度,速度设为140。
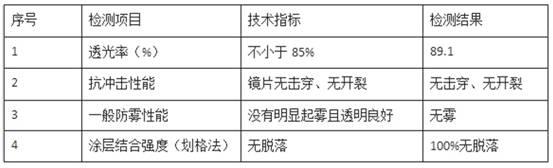
15.采用本发明所述的防雾涂层工艺对呼吸器球形镜片1进行涂层后,对呼吸器球形镜片1的性能指标进行检测,检测结果如表一:表一
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1