一种餐厨粉碎机及其粉碎方法与流程
1.本发明属于垃圾处理的技术领域,特别是涉及一种餐厨粉碎机及其粉碎方法。
背景技术:
2.目前,在进行餐厨处理时直接将餐厨转移至切割装置内进行切割处理。但是在实际操作时,餐厨都不可避免的会出现大小不一、形状不一的现象。在不受任何外力的作用下,垃圾的大小不一、形状不一会直接导致餐厨很难进入到切割装置内,餐厨将会在切割刀片外徘徊一段时间直至后续有新的餐厨进来,在新的餐厨的作用下将最先进入到切割装置的部分垃圾推入到切割片内再进行切割处理,因此切割效率低。
技术实现要素:
3.本发明为解决上述背景技术中存在的技术问题,提供一种餐厨粉碎机及粉碎方法。
4.本发明采用以下技术方案:一种餐厨粉碎机,包括壳体,安装于壳体中的切割机构;还包括:旋转进料机构,设于壳体内;所述旋转进料机构至少部分区域位于所述切割机构内;所述旋转进料机构位于切割机构的进料区的上方,在转动时,旋转进料机构将待加工的餐厨物体引导至所述进料区。
5.在进一步的实施例在中,所述切割机构为差速切割机构。
6.通过采用上述技术方案:增加切割力度,提高切割效率。
7.在进一步的实施例在中,所述旋转进料机构包括一沿进料区长度方向平行设置的转轴、沿转轴长度方向设置的至少一组压紧件,所述压紧件顺着转轴的转动方向沿其长度设置有一压紧面,所述压紧面与转轴的轴线之间设有预定的夹角,所述夹角与转动方向一致。
8.在转动中的某一时刻,压紧件的长轴与切割机构中主刀片或副刀片的切割方向垂直,使待粉碎物料被压紧件输送至主刀片或副刀片的切割面下方,从而进入进料区。压紧面与切割面的距离小于预定值。
9.通过采用上述技术方案:便于将待加工的餐厨推入至切割区供切割机构处理,让待加工的餐厨分布均匀,进行有效的切割。
10.在进一步的实施例在中,所述切割机构至少包括:主刀轴和副刀轴;所述主刀轴上从下至上依次固定有若干组主刀片;所述副刀轴从下至上依次固定有若干组副刀片;所述主刀片和副刀片均呈锯齿形齿轮结构,且所述主刀片和副刀片之间左右相互交错分布。
11.在进一步的实施例在中,所述主刀轴的转速大于所述副刀轴的转速;所述旋转进料机构的转速小于主刀轴的转速且大于副刀轴的转速。
12.通过采用上述技术方案:设置不同的相对转速,存在速度差,在实现推动待加工的
餐厨的同时,另一方面已经开始进行再次导入和切割处理,相互的协同增加了切割的效率。且低速切割增加了对硬质餐厨的切割力度。
13.在进一步的实施例在中,所述锯齿形齿轮结构包括:基体,均匀分布于所述基体周围的若干个齿及设于相邻齿之间的齿根;所述齿包括:齿轮体,所述齿轮体具有沿轴向设置的后刀面、前刀面和过渡刀面;以及沿径向设置的上刀面和下刀面。所述后刀面的压力角大于前刀面的压力角。
14.通过采用上述技术方案:实现了即能导入待加工的餐厨的同时又可对待加工餐厨进行切割。
15.在进一步的实施例在中,所述过渡刀面沿转动方向向内开设有若干个预定形状的槽形成撕扯部。
16.通过采用上述技术方案:形成小的撕扯切割齿,加强切割的力度,适用于软质餐厨。
17.所述后刀面与过渡刀面、前刀面与过渡刀面之间分别设置有预定角度。
18.在进一步的实施例在中,还包括传动机构,设于所述壳体;所述传动机构被设置为驱动切割机构做差速切割,同时驱动旋转进料机构自转。
19.一种使用如上所述的餐厨粉碎机的粉碎方法,至少包括以下步骤:旋转进料机构中的压紧件在驱动机构的作用下自转,在自转的过程中,压紧件的压紧面长轴在至少一个瞬间垂直于过渡刀面;待加工的餐厨物体首先在压紧面的作用下被推动到副刀片的前刀面处,在旋转力的作用下待加工的餐厨物体位于当前齿的前刀面与后刀面之间,并推动到与主刀片的交接处,开始粉碎。
20.在进一步的实施例中,所述压紧面的外边缘处与副刀片的前刀面之间留有预定的间隙。
21.本发明的有益效果:本发明在粉碎机中增设了具有能够推动餐厨进入到切割机构,便于餐厨切割;同时并提供抑制餐厨向外移动的外力,使餐厨在某时间段内持续与刀组接触,增加刀组的切割效率,提高刀组的利用率。
附图说明
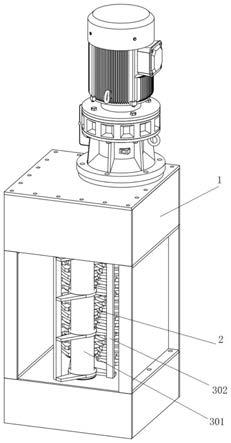
22.图1为实施例1的一种餐厨粉碎机的结构示意图。
23.图2为实施例1的旋转进料机构和切割机构的俯视图。
24.图3为实施例1的锯齿形齿轮结构的结构示意图。
25.图1至图3中的各标注为:壳体1、切割机构2、旋转进料机构3、主刀轴201、副刀轴202、主刀片203、副刀片204、基体205、齿206、齿根207、槽208、后刀面209、前刀面210、过渡刀面211、转轴301、压紧件302、压紧面303。
具体实施方式
26.下面结合附图说明和具体实施例对本发明做进一步的描述。
27.目前,随着生活质量的提高餐厨的品种日益增多,因此便会存在大小不一、形状不一的物体,包括圆柱物体/大物体、像木头、骨头、蔬菜、水果之类的,以及塑料袋的软质物体。在对上述餐厨进行切割处理时,将待加工的餐厨导入至切割装置内。
28.如专利cn111659516a公开了一种用于厨余垃圾处理的破碎分选装置,包括破碎分选机箱和第一破碎刀片,所述第一破碎刀片安装在破碎分选机箱的前端内部,所述破碎分选机箱的后端内部设置有第二破碎刀片,通过在破碎分选机箱的下端内部设置了前后对称的前分选滤框与后分选滤框,而前分选滤框与后分选滤框由内至外逐渐向下侧倾斜,设备在破碎处理完成后破碎物由重力作用掉落在下侧的前分选滤框与后分选滤框上。但是在使用上述破碎分选装置时在不受其他的外力作用下,餐厨将会在切割刀片外徘徊一段时间直至后续有新的餐厨进来。尤其是圆柱物体/大物体,因为其具有光滑的表面,故摩擦力相对较小,在切割处理时很难进去切割区进行切割处理。此外像木头、骨头、蔬菜、水果之类的垃圾容易堆起来,侧壁形成支撑,不容易进入切割区。并在进入到切割区处理的餐厨在处理的过程中也很容易被刀片再次带出来,即刀组的利用率较低。
29.实施例1为了解决上述技术问题,本实施例公开了一种餐厨粉碎机,如图1所示,包括:壳体1,壳体1的内部设置有用于粉碎待加工的餐厨物体的切割装置。壳体1至少包括一个敞口部,当仅有一个敞口部时,该敞口部则用于投放待加工的餐厨物体;当有两个敞口部时,两个敞口部为相对设置,其中一个敞口部用于投放待加工的餐厨,另一个则用于排放已经处理过的餐厨。
30.壳体1的内部还包括旋转进料机构3,至少部分区域位于所述切割机构2内。在本实施例中,旋转进料机构3位于切割机构2的进料区的上方,换言之,旋转进料机构3设于靠近用于投放待加工的餐厨的敞口部。在转动时,旋转进料机构3将待加工的餐厨物体引导至进料区。通过增加了旋转进料机构3,给待加工的餐厨提供向内推送的外力,使待加工的餐厨在外力的作用下进入切割机构2内。
31.旋转进料机构3包括一组沿进料区长度方向平行设置的转轴301、沿转轴301长度方向设置的三组且相互独立的压紧件302。如图1所示压紧件302为条状压条,或者为柱状压杆。压紧件302通过加强筋固定安装在转轴301上。为了增加使用时压紧件302的强度(需要作用于待加工的餐厨,故以发生形变),因此加强筋的宽度从压紧件302至转轴301呈逐渐增大的趋势,以增加连接强度。
32.实际待加工的餐厨中,会存在较大体积的瓶体或者其他柱体,尽管对它们有着一定的外力作用,但是也很难保证能够准确的将较大体积的瓶体或者其他柱体推动到切割装置内进行有效的切割,会出现部分打滑或者篡位的现象。故在本实施例中,压紧件302顺着转轴301的转动方向沿其长度设置有一压紧面303,所述压紧面303与转轴301的轴线之间设有预定的夹角,所述夹角与转动方向一致。待加工的餐厨物体在压紧面303的作用下被推动到切割机构2内。换言之,工作时待加工的餐厨物体首选与压紧件302的压紧面303接触,由于压紧面303具有一定的倾斜向,且倾斜向与转动方向一致,故压紧面303对待加工的餐厨物体进行首次碾压,缩小其体积。便于后期切割处理。同时便于将待加工的餐厨推入至切割区供切割机构2处理,让待加工的餐厨分布均匀,进行有效的切割。
33.换句话说,由于主刀轴和副刀轴反向转动,主刀轴和副刀轴上的切割齿也是倾斜设置的,一般而言,倾斜方向与转动方向一致。因此,当压紧件上设置有沿转动方向倾斜的压紧面时,在工作过程中,压紧面可以与主刀轴或副刀轴的切割齿的切割面平行,或者说压紧面与主刀轴或副刀轴的切割齿的切割方向垂直,从而待粉碎的物料在压紧面的推动下被
送入了切割面的下方,从而便于切割齿将物料带入进料区并进行粉碎。
34.例如,主刀轴或者副刀轴上的切割齿的倾斜角度(切割齿与刀轴径向形成的角度,向转动方向偏转)一般在45
°
左右。如果压紧面沿旋压装置的径向也偏转45
°
左右,那么在转动的过程中,每当压紧面与切割齿(或称刀齿等)靠近时,至少有一个时刻切割齿的切割方向垂直于压紧面,或者切割面(厚度方向形成的面)与压紧面平行,例如图2中主刀片203左下方的面,即迎料面。
35.假如以切割齿为参照物,站在切割齿上,可以看到压紧面带着物料迎面而来,由于物料具有一定的厚度,这个厚度大于压紧面和切割面的间距时,就会被切割面或者迎料面挡止,并进一步挂在迎料面的下方,随时转动带入进料区进行粉碎。
36.也就是说,通过对压紧件上压紧面的设定,使其倾斜方向与刀轴上刀齿的倾斜方向形成预定的关系,可以提高旋转进料装置的进料效率。首先通过压紧面将物料带入进料区附近,在这个过程中,由于重力的作用,部分物料会掉入进料区,并被刀齿粉碎。有些缠绕或黏在压紧面上的物料,当压紧面与切割面相遇时,被切割面阻挡并带入进料区,从而提高了整体的工作效率。
37.如图2所示,在进料区的上方设置旋转进料机构,改善进料区物料的受力状况,一是通过旋转进料机构推动物料进入进料区,然后通过在压紧面和切割面之间形成局部的送料空间,使得物料能够被切割齿从压紧面上带下来,进而提高进料效率和进料比率。
38.为了增加切割机构2自身的粉碎力度,提高切割效率,在本实施例中,切割机构2为差速切割机构2。具体表现为:切割机构2至少包括:主刀轴201和副刀轴202,其中主刀轴201传动连接于驱动机构。驱动机构被设置为驱动切割机构2做差速转动的同时还用于驱动旋转进料机构3转动。其中,主刀轴201上从下至上依次固定有若干组主刀片203;所述副刀轴202从下至上依次固定有若干组副刀片204;主刀片203和副刀片204均呈锯齿206形齿206轮结构,且所述主刀片203和副刀片204之间左右相互交错分布。在本实施例中,切割机构2的差速切割具体表现为:所述主刀轴201的转速大于所述副刀轴202的转速;所述旋转进料机构3的转速小于主刀轴201的转速且大于副刀轴202的转速。
39.设置不同的相对转速,存在速度差,在实现推动待加工的餐厨的同时,另一方面已经开始进行再次导入和切割处理,相互的协同增加了切割的效率。且低速切割增加了对硬质餐厨的切割力度。
40.基于上述结构,为了能够与压紧面303相适配(即刀片需要承接住压紧面303推送过来的待加工的餐厨,并进行切割)如果不适配,尽管压紧面303将待加工的餐厨进行推送或者压小切割机构2仍是无法有效的切割,切割效率无法提高。故基于上述结构,锯齿206形齿206轮结构包括:基体205,均匀分布于所述基体205周围的若干个齿206及设于相邻齿206之间的齿根207;所述齿206包括:齿206轮体,所述齿206轮体具有沿轴向设置的后刀面209、前刀面210和过渡刀面211;以及沿径向设置的上刀面和下刀面,且后刀面209的压力角大于前刀面210的压力角。在使用时,后刀面209、前刀面210和过渡刀面211构成的齿206部进行单向切割的同时,压紧面303在至少一个瞬间垂直于过渡刀面211,则沿转动方向位于过渡刀面211前侧的前刀面210、齿根207和后刀面209构成承接部,用于承接本实施例提到的压紧面303推动的待加工的餐厨,并输送到主刀片203与副刀片204之间进行粉碎切割。
41.在本实施例中,且主刀轴201与副刀轴202为反向差速转动,均向旋转进料机构3所
在的方向转动,换言之,主刀轴201与副刀轴202均相对旋转进料机构3为向内转动,将待加工的餐厨内卷并切割处理。反之,如果主刀轴201与副刀轴202朝着旋转进料机构3所在的反方向转动,即主刀轴201与副刀轴202均相对旋转进料机构3为向外转动,将待加工的餐厨抛出,无法实现正常切割。
42.上述结构均是适用于硬质餐厨的切割,但是在实际的餐厨中不可避免的会出现塑料袋等软质餐厨,如果继续使用上述低速切割实际对软质餐厨的切割效果不佳。因此,在进一步的实施例中,所述过渡刀面211沿转动方向向内开设有若干个预定形状的槽208形成撕扯部。形成小的撕扯切割齿206,加强切割的力度,适用于软质餐厨。分析其原理:上述实施例中的过渡刀面211并没有撕扯的作用,因此当待加工的餐厨中存在塑料袋等软性物体时,会从刀片与隔套的缝隙处就穿过,无法进行有针对性的切割粉碎。故开槽208后的过渡刀面211在原有的上刀面和下刀面的单向切割的基础上,增加了圆周切割实现了双向切割。不仅能控制粉碎后的垃圾长度,还可以控制其宽度,可以避免粉碎后的垃圾形成长条状。举例说明:若在过渡刀面211不开槽208的情况下,齿206轮体的厚度为d,则经其处理后的垃圾厚度为d;而使用开槽208后的过渡刀面211进行切割,通过多个切割齿206将垃圾进行再切割,最后垃圾的厚度为d/n,n为切割齿206的个数。
43.为了进一步增加切割力度,后刀面209与过渡刀面211、前刀面210与过渡刀面211之间分别设置有预定角度。换言之,后刀面209与过渡刀面211、前刀面210与过渡刀面211之间为尖锐的夹角。
44.在另一个实施例中,传动机构包括:驱动电机,设于壳体1的顶部且传动连接于主刀轴201。还包括:设置在壳体1底部的主动轮、副动轮、从动轮及转动轮。其中,主动轮传动连接于主刀轴201的底部,并同时啮合于副动轮和从动轮。副动轮传动连接于副刀轴202的底部,转动轮传动连接于转轴301的底部且啮合于从动轮。为了能够实现主刀轴201的转速大于所述副刀轴202的转速;所述旋转进料机构3的转速小于主刀轴201的转速且大于副刀轴202的转速。故主动轮的直径小于转动轮直径等于从动轮直径小于副动轮的直径。
45.基于上述实施例,餐厨粉碎机的粉碎方法,包括:将待加工的餐厨物体从敞口部进入壳体1内,旋转进料机构3中的压紧件302在驱动机构的作用下自转,在自转的过程中,压紧件302的压紧面303在至少一个瞬间垂直于过渡刀面211;由于压紧面303具有一定的倾斜向,且倾斜向与转动方向一致,故压紧面303对待加工的餐厨物体进行首次碾压,缩小其体积。
46.待加工的餐厨物体首先在压紧面303的作用下被推动到副刀片204的前刀面210处,沿转动方向位于过渡刀面211前侧的前刀面210、齿根207和后刀面209构成承接部,用于承接本实施例提到的压紧面303推动的待加工的餐厨,并输送到主刀片203与副刀片204之间进行粉碎切割。
47.在旋转力的作用下待加工的餐厨物体位于当前齿206的前刀面210与后刀面209之间(承接部),并推动到与主刀片203的交接处,开始粉碎;所述压紧面303的外边缘处与副刀片204的前刀面210之间留有预定的间隙形成进料区。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1