一种螺母罩封工具及其使用方法与流程
1.本发明涉及飞行器制造技术领域,特别是涉及一种螺母罩封工具及其使用方法。
背景技术:
2.飞行器在设计过程中,为保证较长的续航能力,会充分利用结构空间来储存航空煤油,但飞机结构是通过很多小零件使用连接件连接而来,这样就需要对连接件的螺母端头进行罩封工作,即使用密封胶在螺母端头堆积形成密封层,防止燃油泄漏。在现行飞螺母端头罩封中,通常是由人工使用胶铲完成这项工作,罩封质量很不如人意;尤其在一些半封闭区域,人手很难操作,无法直接用眼睛观察,罩封质量就更加难以保证。
技术实现要素:
3.为解决上述技术问题,本发明提出了一种螺母罩封工具及其使用方法,螺母罩封工具可以保证每次从出胶孔出来的密封胶量都是一致的,且得到的堆积胶层形状一致,可以很好的保证罩封质量。
4.本发明的目的是通过以下技术方案实现的:一种螺母罩封工具,其特征在于:包括套筒、胶封组件和销轴组件,所述胶封组件包括胶封主体,所述胶封主体上设置有导胶槽,所述导胶槽上设置有进胶孔,所述胶封主体上设置有导向孔,所述导向孔下端设置有出胶孔,所述销轴组件包括导向部和罩盒,所述胶封主体通过导向孔与导向部滑动设置,所述导向部与出胶孔之间形成容纳腔,所述套筒位于胶封组件上端,且套筒套设在导向部上。
5.优选的,所述胶封组件和销轴组件之间设置有限位组件。
6.优选的,所述导向部下端设置有定位销。
7.优选的,所述导胶槽上设置有多个进胶孔。
8.优选的,所述出胶孔呈圆台形。
9.优选的,所述套筒包括套筒本体,所述套筒本体上设置有套筒止动孔。
10.优选的,所述导向部上端设置有销轴止动孔。
11.优选的,所述套筒包括套筒本体,所述套筒本体内壁设置有内螺纹。
12.优选的,所述导向部上端设置有外螺纹。
13.一种螺母罩封工具的使用方法,其特征在于,包括以下步骤:步骤a、将胶棒连接到与注胶管上,将注胶管插入导胶槽,通过挤压胶棒将胶棒与连接管中的空气排空;步骤b、将螺母罩封工具用手指按压到所要罩封的螺母端头,此时定位销会穿入到螺母端头的内螺纹中,保证工具与螺母对正,手指用力向下压胶封组件使得胶封主体的下端面与安装螺母的结构表面贴合;步骤c、挤压胶棒,使胶通过导胶槽上的进料孔填满容纳腔,便可在螺母及安装螺母的结构表面之间形成密封胶堆积层;
步骤d、移开螺母罩封工具,放在下一个需要罩封的螺母端头,重复上述动作,便可完成所用螺母的罩封工作。
14.本技术方案的有益效果如下:本发明提供一种螺母罩封工具及其使用方法,飞行器在设计过程中,为保证较长的续航能力,会充分利用结构空间来储存航空煤油,但飞机结构是通过很多小零件使用连接件连接而来,这样就需要对连接件的螺母进行罩封工作,即使用密封胶在螺母堆积形成密封层,防止燃油泄漏。在现行螺母罩封中,通常是由人工使用胶铲完成这项工作,工作效率低,罩封质量很不如人意;尤其在一些半封闭区域,人手很难操作,无法直接用眼睛观察,罩工作效率更低,封质量就更加难以保证。此螺母罩封工具操作简单便捷,尤其是半封闭区域操作时更加凸出方便性,可以保证每次从出胶孔出来的密封胶量都是一致的,且得到的堆积胶层形状一致,可以很好的保证罩封质量。
附图说明
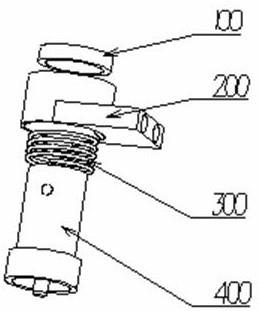
15.下面将结合说明书附图和具体实施方式对本发明作进一步的详细说明,其中:图1 为本发明的结构示意图;图2 为本发明中套筒的结构示意图;图3 为本发明中胶封组件的结构示意图;图4 为本发明胶封组件的侧视图;图5 为本发明中销轴组件的结构示意图;图6 为本发明另一实施例的结构示意图;图7 为本发明另一实施例中胶封组件的侧视图;图中标记:100、套筒;110、套筒本体;120、套筒止动孔;200、胶封组件;210、导胶槽;220、出胶孔;230、导向孔;240、进胶孔;250、胶封主体;300、限位组件;400、销轴组件;410、导向部;420、销轴止动孔;430、罩盒;440、定位销。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.实施例1如图1所示,一种螺母罩封工具,包括套筒100、胶封组件200和销轴组件400,所述胶封组件200包括胶封主体250,所述胶封主体250上设置有导胶槽210,所述导胶槽210上设置有进胶孔240,所述胶封主体250上设置有导向孔230,所述导向孔230下端设置有出胶孔220,所述销轴组件400包括导向部 410和罩盒430,所述胶封主体250通过导向孔230与导向
部 410滑动设置,所述导向部 410与出胶孔220之间形成容纳腔,所述套筒100位于胶封组件200上端,且套筒100套设在导向部 410上。
19.实施例2如图1-图5所示,一种螺母罩封工具,包括套筒100、胶封组件200和销轴组件400,所述胶封组件200包括胶封主体250,所述胶封主体250上设置有导胶槽210,所述导胶槽210上设置有进胶孔240,所述胶封主体250上设置有导向孔230,所述导向孔230下端设置有出胶孔220,所述销轴组件400包括导向部 410和罩盒430,所述胶封主体250通过导向孔230与导向部 410滑动设置,所述导向部 410与出胶孔220之间形成容纳腔,所述套筒100位于胶封组件200上端,且套筒100套设在导向部 410上。
20.优选的,所述胶封组件200和销轴组件400之间设置有限位组件300,所述限位组件300采用弹簧或可压缩并回弹到原位的组件,如弹性胶圈。
21.优选的,所述导向部 410下端设置有定位销440,所述定位销440位于罩盒430中部,所述定位销440为柱状或外六方体,所述定位销440直径小于螺母的内螺纹直径。
22.优选的,所述导胶槽210上设置有1个进胶孔240。
23.优选的,所述出胶孔220呈圆台形,出胶孔220上端直径等于导向孔230直径,出胶孔220下端直径大于导向孔230直径。
24.优选的,所述套筒100包括套筒本体110,所述套筒本体110上设置有套筒止动孔120。
25.优选的,所述导向部 410上端设置有销轴止动孔420,所述套筒止动孔120和销轴止动孔420销件相连。
26.安装时:先将限位组件300套在销轴400组件上的导向部 410,再将销轴400组件连同限位组件300塞入胶封组件200内部,使销轴400组件穿过出胶孔220及导向孔230直至凸出于胶封组件200;再将套筒100套在导向部 410伸出胶封组件200的伸出端;此时,限位组件300被置于销轴400组件与出胶孔220所构成的容置空间;用手按住销轴400组件的定位销440,使限位组件300压缩,以此来调整限位组件300的压缩量,使套筒止动孔120与销轴止动孔420对准;将销键贯穿套筒止动孔120与销轴止动孔420;从而将套筒100与销轴组件连接为一体;安装完成。
27.一种螺母罩封工具的使用方法,其特征在于,包括以下步骤:步骤a、将胶棒连接到与注胶管上,将注胶管插入导胶槽210,通过挤压胶棒将胶棒与连接管中的空气排空;步骤b、将螺母罩封工具用手指按压到所要罩封的螺母端头,此时定位销440会穿入到螺母端头的内螺纹中,保证工具与螺母对正,手指用力向下压胶封组件200使得胶封主体250的下端面与安装螺母的结构表面贴合;步骤c、挤压胶棒,使胶通过导胶槽210上的进料孔填满容纳腔,便可在螺母及安装螺母的结构表面之间形成密封胶堆积层;步骤d、移开螺母罩封工具,放在下一个需要罩封的螺母端头,重复上述动作,便可完成所用螺母的罩封工作。
28.本技术方案的有益效果如下:结构空间来储存航空煤油,但飞机结构是通过很多小零件使用连接件连接而来,
这样就需要对连接件的螺母进行罩封工作,即使用密封胶在螺母堆积形成密封层,防止燃油泄漏。在现行螺母罩封中,通常是由人工使用胶铲完成这项工作,工作效率低,罩封质量很不如人意;尤其在一些半封闭区域,人手很难操作,无法直接用眼睛观察,罩工作效率更低,封质量就更加难以保证。此螺母罩封工具操作简单便捷,尤其是半封闭区域操作时更加凸出方便性,可以保证每次从出胶孔220出来的密封胶量都是一致的,且得到的堆积胶层形状一致,可以很好的保证罩封质量。
29.实施例3如图2、图3、图5、图6、图7所示,一种螺母罩封工具,包括套筒100、胶封组件200和销轴组件400,所述胶封组件200包括胶封主体250,所述胶封主体250上设置有导胶槽210,所述导胶槽210上设置有进胶孔240,所述胶封主体250上设置有导向孔230,所述导向孔230下端设置有出胶孔220,所述销轴组件400包括导向部 410和罩盒430,所述胶封主体250通过导向孔230与导向部 410滑动设置,所述导向部 410与出胶孔220之间形成容纳腔,所述套筒100位于胶封组件200上端,且套筒100套设在导向部 410上。
30.优选的,所述胶封组件200和销轴组件400之间设置有限位组件300,所述限位组件300采用弹簧或可压缩并回弹到原位的组件,如弹性胶圈。
31.优选的,所述导向部 410下端设置有定位销440,所述定位销440位于罩盒430中部,所述定位销440为柱状或外六方体,所述定位销440直径小于螺母的内螺纹直径。
32.优选的,所述导胶槽210上设置有2个进胶孔240。
33.优选的,所述出胶孔220呈圆台形,出胶孔220上端直径等于导向孔230直径,出胶孔220下端直径大于导向孔230直径。
34.优选的,所述套筒100包括套筒本体110,所述套筒本体110内壁设置有内螺纹。
35.优选的,所述导向部 410上端设置有外螺纹,所述套筒100和导向部 410通过外螺纹和内螺纹相连接。
36.安装时:先将限位组件300套在销轴组件400上的导向部 410,再将销轴组件400连同限位组件300塞入胶封组件200内部,使销轴组件400穿过出胶孔220及导向孔230直至凸出于胶封组件200;再将套筒100拧入导向部 410上螺纹部分;从而将套筒100与销轴组件400连接为一体;安装完成。
37.一种螺母罩封工具的使用方法,其特征在于,包括以下步骤:步骤a、将胶棒连接到与注胶管上,将注胶管插入导胶槽210,通过挤压胶棒将胶棒与连接管中的空气排空;步骤b、将螺母罩封工具用手指按压到所要罩封的螺母端头,此时定位销440会穿入到螺母端头的内螺纹中,保证工具与螺母对正,手指用力向下压胶封组件200使得胶封主体250的下端面与安装螺母的结构表面贴合;步骤c、挤压胶棒,使胶通过导胶槽210上的进料孔填满容纳腔,便可在螺母及安装螺母的结构表面之间形成密封胶堆积层;步骤d、移开螺母罩封工具,放在下一个需要罩封的螺母端头,重复上述动作,便可完成所用螺母的罩封工作。
38.本技术方案的有益效果如下:结构空间来储存航空煤油,但飞机结构是通过很多小零件使用连接件连接而来,
这样就需要对连接件的螺母进行罩封工作,即使用密封胶在螺母堆积形成密封层,防止燃油泄漏。在现行螺母罩封中,通常是由人工使用胶铲完成这项工作,工作效率低,罩封质量很不如人意;尤其在一些半封闭区域,人手很难操作,无法直接用眼睛观察,罩工作效率更低,封质量就更加难以保证。此螺母罩封工具操作简单便捷,尤其是半封闭区域操作时更加凸出方便性,可以保证每次从出胶孔220出来的密封胶量都是一致的,且得到的堆积胶层形状一致,可以很好的保证罩封质量。
39.综上所述,本领域的普通技术人员阅读本发明文件后,根据本发明的技术方案和技术构思无需创造性脑力劳动而作出的其他各种相应的变换方案,均属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1